
Introducing a Turnkey Solution for OEMs and Tier-One Suppliers in the Automotive Stamping Industry
As the automotive industry continues its pursuit of lightweight design, energy efficiency and streamlined production, the limitations of traditional sheet metal stamping and assembly methods become increasingly evident. This article introduces a new fabrication process by industry innovator Andritz Schuler to produce large body parts such as double door rings in a more integrated and efficient manner.
The New Approach
Hot stamping of ultra-high-strength-steel (UHSS) is an established practice in the automotive industry. However, it has traditionally been applied to smaller components that are then welded together to form large structural elements.
The new approach revolutionizes this process by enabling large body parts to be fabricated as a single stamped component, eliminating the need for multiple stamping operations and subsequent assembly.
From Eight Parts to One: Process Overview
The traditional method of fabricating a double door ring involves stamping and assembling up to eight separate components. This fragmented process consumes considerably energy, floor space, and engineering effort.
Andritz Schuler proposes an alternative strategy: producing large body parts from tailor-welded blanks and stamping them as single units.
This shift from multi-part assembly to single-part fabrication relies on three technological pillars:
Tailor-Welded Blanks (TWBs)
Embedding varying material thicknesses and properties across one large blank.
Compact Rotary Furnaces (CRFs)
Saving significant space and energy when heating large blanks.
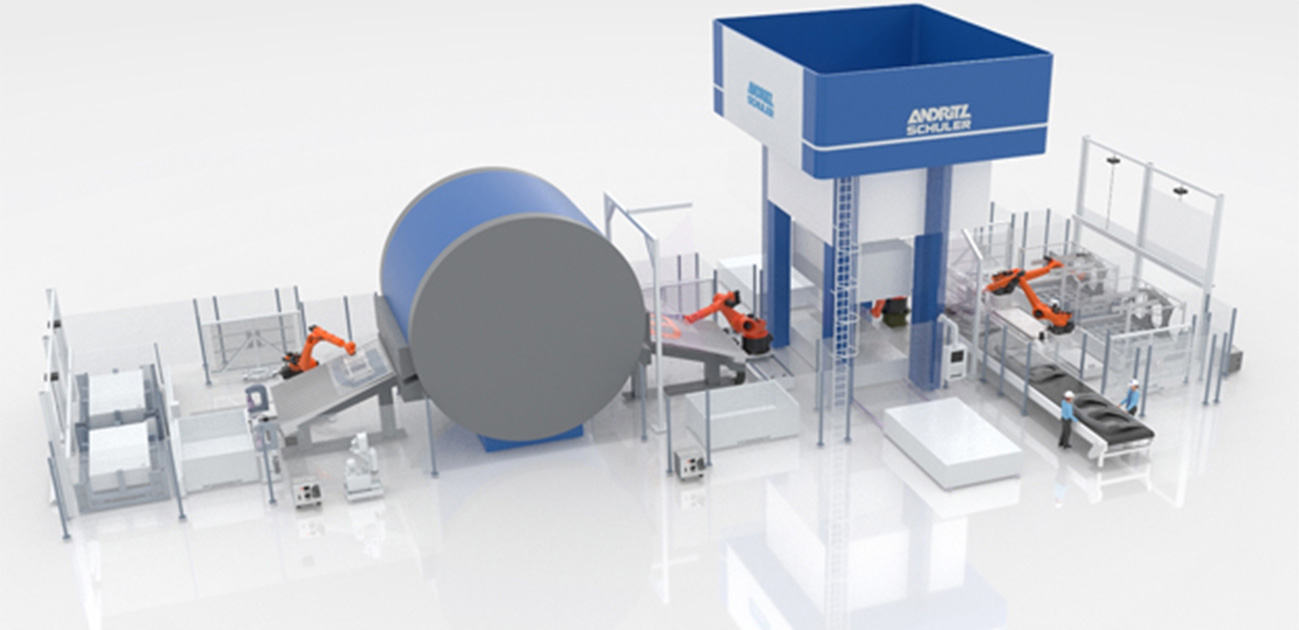
Integrated Turnkey Lines
Andritz Schuler provides equipment for laser blanking, laser welding, hot stamping, and automation, making it a one-stop solution.
Key Benefits
Customers can achieve the following benefits by implementing the Andritz Schuler process:
Reduced Part Count
The part count is minimized, simplifying the design, manufacturing, and logistics across the entire operation.
No Assembly Needed
Because the complete part is stamped in one go, there is no need for assembly lines, fixtures, secondary welding, or alignment processes. Producing one large component instead of multiple smaller ones also improves quality, ensures tighter dimensional control, and reduces potential failure points.
Space and Energy Savings
The Andritz Schuler process saves both energy and floor space compared to traditional roller hearth or multilayer furnaces. Compact rotary furnaces reduce heat loss and gas consumption, unlike roller hearth furnaces which require slow heating curves to protect ceramic rollers from contamination.
Challenges Solved
Footprint of Roller Hearth Furnaces
Large body parts can be made using roller hearth furnaces, but these require over 45 meters of furnace length. A CRF achieves the same results within 15 meters.
Maintenance and Operational Burden
Ceramic rollers and furnace internals in roller hearth systems require intensive upkeep.
Temperature Inconsistencies
Multi-layer furnaces suffer from variations in blank temperatures due to uneven chamber exposure and transfer speeds between towers. This challenge is eliminated with a compact rotary furnace.
A Look into the Production Process
An interview with Andritz Schuler’s engineering team provides clarity on how the production process works and why it’s redefining modern body-in-white manufacturing.
End-to-End Process Flow
Forming Simulation and Process Development
The process begins with simulation-led development of a forming method for the customer’s part. This allows the engineering team to accurately define blank size, shape, and material composition.
Blanking Process
Customers can choose between mechanical presses or laser blanking. Laser blanking’s precision and flexibility make it particularly suitable for tailor-welded blanks.
Laser Welding
Once the blanks are ready, they are joined together using precise laser welding. The resulting large blank can incorporate varying thicknesses and strengths as required.
Andritz Soutec provides specialized laser welding lines for coated boron steel, including ablation. The coating must be locally removed before welding to safeguard quality.
Die Manufacturing Support
Andritz Schuler assists in die sourcing and design to ensure compatibility with both the hot stamping process and furnace layout.
System Installation and Commissioning
The final step is setting up the full production line, including the furnace, stamping press, automation, and trimming equipment. Schuler thus provides a comprehensive solution from process design to on-site commissioning.
Performance vs. Alternative Furnaces
Roller Hearth Furnaces
These furnaces demand frequent maintenance and are prone to roller degradation, affecting uptime and production quality. These drawbacks are absent in compact rotary furnaces.
Multi-Layer Chamber Furnaces
Multi-layer chamber furnaces create non-uniform blank temperatures due to differing path lengths between towers and chamber-to-press timing. While capable of producing large parts, they are not recommended for critical structural components such as double door rings, which require tight tolerance control.
Based on practical experience, if there are 21 chambers, there might be 21 different processes. It works for simple parts, but for tight-tolerance pieces like double door rings, it introduces too much variability.
Quantifying the Savings
The exact savings depend on production volume, business model (greenfield vs. brownfield), and existing infrastructure. However, benchmarks include:
- 66% floor space savings with the compact rotary furnace.
- 1200 MWh annual energy savings from shorter heating durations and improved thermal efficiency.
Additional savings come from reductions in:
- Tooling and fixture investments
- Engineering change orders
- Assembly station capital and operating costs
- Post-forming quality rework
While all manufacturers benefit, this new process is particularly well-suited to EV manufacturers building greenfield plants. It is designed to meet today’s demands while accommodating future scalability.
Why OEMs Hesitate—and Why They Should Reconsider
Traditionally, OEMs have avoided single-part production of large body components due to concerns over capital expenditure, production capacity, and technical complexity. However, by managing most responsibilities—from process design to commissioning— Andritz Schuler removes these barriers, making the business case viable for many manufacturers, especially in greenfield settings.
Conclusion: The Business Case for Integrated Hot Stamping
The evolution of automotive BiW fabrication requires a mindset shift—from assembling multiple small stamped parts to producing entire structural elements in a single, integrated process. The solution developed by Andritz Schuler makes this vision possible. Through the use of tailor-welded blanks, compact rotary furnaces, and simulation-driven development, manufacturers can create critical components such as double door rings with fewer steps, tighter tolerances, and lower operational costs.
More than just an incremental improvement, this process is a game-changing technology for producing large parts. For new OEMs and tier-one suppliers evaluating their next step in production innovation, the new method offers compelling advantages—particularly for greenfield projects and electric vehicle platforms where sustainability, flexibility, and efficiency are essential.
Andritz Schuler offers more than machinery, delivering an integrated manufacturing strategy that meets the pressures of modern automotive production with speed, precision, and efficiency.







?")


{kind=link}