

The ultimate aim of the sheet metal industry is to manufacture products that meet quality standards as efficiently as possible. Ongoing research continually seeks to identify superior materials and manufacturing techniques. One material that has long been of interest to the sheet metal industry is ultra-high strength aluminum, with a tensile strength greater than 300 MPa. However, traditional manufacturing processes have made forming this material a challenging task. In this article, we will discuss a groundbreaking process known as Hot Forming Quenching (HFQ), which enables the production of high-quality products from ultra-high strength aluminum. But first, let’s examine why ultra-high strength aluminum is so important for the automotive industry.
The Need for Ultra-High Strength Aluminum
Ultra-high strength aluminum offers a superior strength-to-weight ratio compared to other aluminum series. Industries like aerospace and automotive, which require strong yet lightweight components, stand to benefit immensely if complex parts can be made from ultra-high strength aluminum. Using this material allows us to reduce the raw material requirements for a component, resulting in a significant cost advantage over other metals.
Additionally, the lower embedded carbon content of ultra-high strength aluminum (when less mass is used versus other grades) contributes to meeting current OEM targets.
Problems with Using Ultra-High Strength Aluminum
The 2x, 6x, and 7x series of aluminum offer exceptional strength, but their formability is quite limited. In cold forming, issues like the inability to form sharp radii, high springback, low depth of draw, dimensional inconsistencies, and a high risk of fracture make it difficult to use ultra-high strength aluminum for complex parts.
One solution to address these challenges has been to divide a complex component into several smaller sub-components. However, this workaround necessitates a costly downstream assembly process, involving added tooling, labor, and material expenses. Any additional machining that may be required further increases material waste and cycle time.
The issue of higher springback also demands intricate and unreliable compensations in tool design, often leading to high scrap rates or the need for tool adjustments.
As a result, manufacturers have been hesitant to exploit the design-efficiency benefits of using ultra-high strength aluminum, opting instead for more formable but lower-strength grades. This shift leads to increased weight and higher part costs.
Hot or warm forming techniques have also been used to stamp automotive panels, offering better deep-drawing formability and shape flexibility in for deep draw compared to cold forming. However, these methods also have limitations. For example, the A5052 alloy, a popular choice in the 5000-series, has an elongation of just 25%, whereas mild steel typically exhibits an elongation of 40-49% [1]. This disparity requires setting limits on the complexity of the panels.
Superplastic forming is another option, but it comes with the drawback of very long cycle times.
Despite these challenges, the benefits of using ultra-high strength aluminum over lower-strength grades make it imperative for us to seek new avenues for improvement.
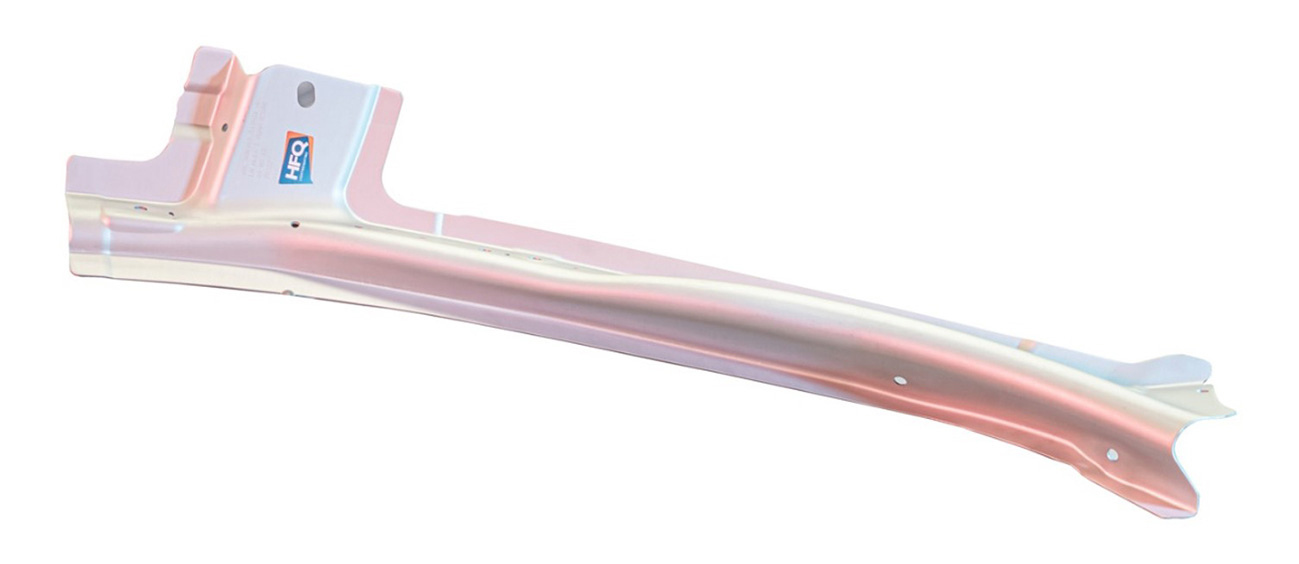
Fig. 1: A Pillar from Impressison Technologies
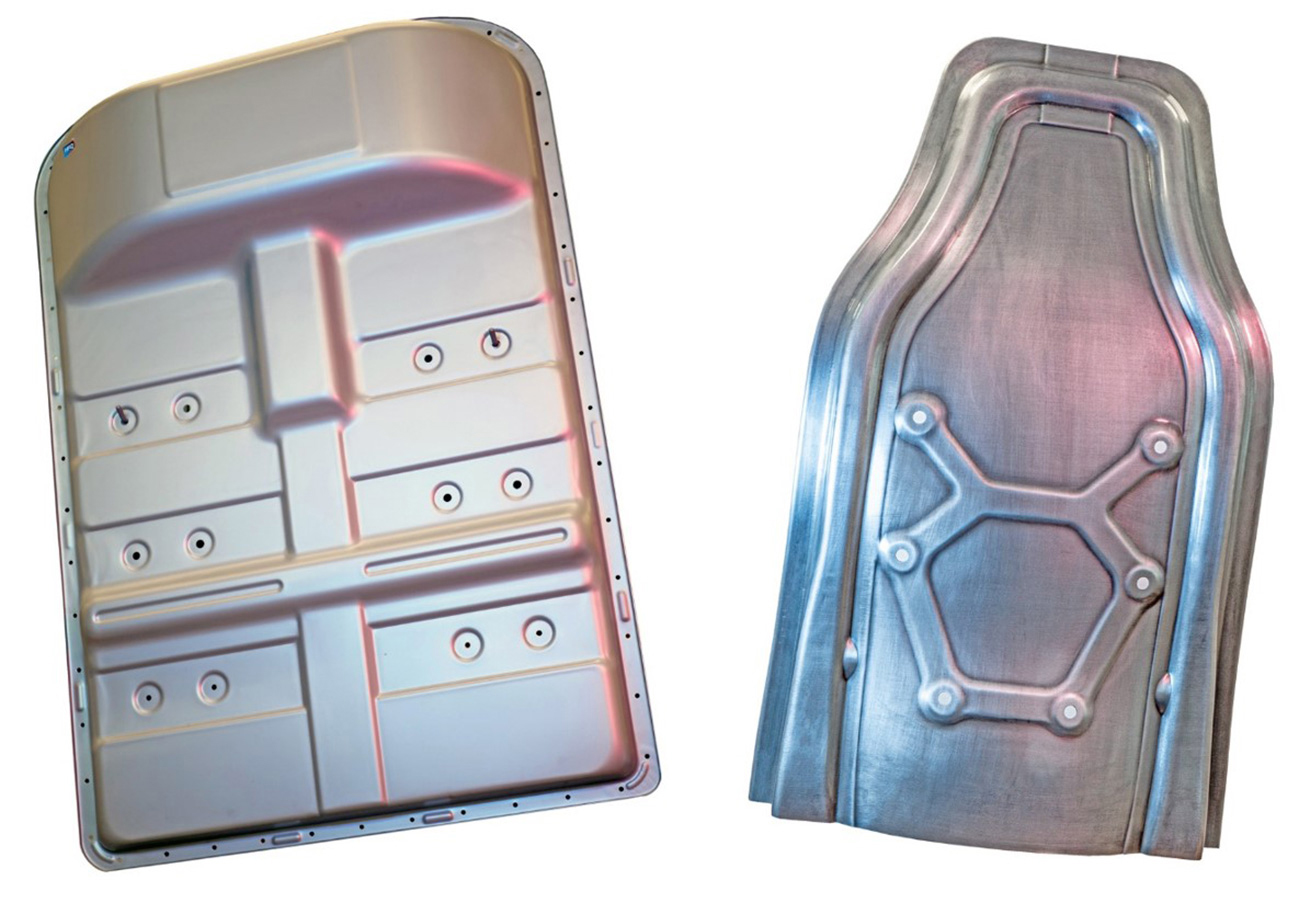
Fig. 2: (Left) Battery lid left. (Right) Aircraft seat back.
What is the HFQ (Hot Forming Quench) process?
Impression Technologies, in association with Imperial College London, started developing their novel Hot Forming Quenching (HFQ) process in 2012. The process can form ultra-high strength aluminum to very tight specifications with relative ease.
HFQ leverages the visco-plastic deformation of ultra-high strength aluminum to shape aluminum sheets into critical structures with exceptional geometric precision and strength.
During the process, the ultra-high strength grade of aluminum exhibits a high drawability, allowing us to form sharp radii and other intricate features with virtually no springback. To achieve these complex parts, we use a combination of thermal profiles, forming displacement control, lubrication strategies and tool design.
Benefits of the HFQ Process
Cost savings
The reduced material weight offers a direct cost advantage by decreasing the amount of aluminum required. Aluminum sheets can account for 70% of the total cost of the final part. With HFQ, it may possible to achieve over 10% reduction in gauge thickness, translating to roughly 7% savings on the final part—a substantial saving for any original equipment manufacturer (OEM).
Additional cost advantages versus multiple part cold-formed parts come in the form of reduced expenses for storage, transportation, handling, press power requirements, and assembly operation costs for the final part.
HFQ also leads to lower tool costs, as it often gets the specifications right the first time. In contrast, conventional processes frequently require tool recuts, with reports of up to 11 recuts to deal with the issues arising from springback.
Fig. 3: HFQ Friction stir welded cross member
Ultra-high formability
The exceptional formability afforded by the HFQ process allows for the design of more complex parts. This results in fewer parts and lower tooling costs, generating savings that can reach hundreds of thousands of euros. It also helps reduce assembly operating expenses (OPEX), capital expenses (CAPEX), and design effort.
Low- and high-volume applications
The HFQ process is viable for both low and high-volume applications, with current projects rannging from 500 to over 200,000 parts per annum. It offers highly competitive cycle times, making it an effective alternative to conventional methods of multiple cold forming, machining or casting.
A wide range of source materials
The HFQ Materials Evaluation Center in Coventry has over the past 5 years developed a standardized methodology for characterizing aluminum hot forming across all alloys.
This gives OEMs access to a broad spectrum of heat-treated and F-temper aluminum alloys from a range of suppliers, characterised to a common method, aligned with the simulation models and process settings for the HFQ Standar. This choice present the opportunity for potential savings in procurement for the largest single cost driver in part manufacture. Impression Technologies has already identified opportunities for savings of approximately 20% compared to current supply, through a combination of using F Temper and introducing new alloy suppliers that do not need to invest in expensive heat treatment lines
Conclusion
Through HFQ, we can enable the use of high and ultra-high strength aluminum alloys at high volumes, while improving material yield, optimizing blank size, and maximizing part integration. This is especially significant given that the cost of aluminum makes up a considerable portion of the total expense.
Stay tuned! More blogs are coming on HFQ from Impression Technologies on Formingworld.com.
References
[1] https://www.nipponsteel.com/en/tech/report/nsc/pdf/103-16.pdf







?")



{kind=link}