
The automotive industry is currently facing various challenges in terms of design concepts. Legal regulations in a highly competitive market force automotive OEMs and suppliers to change their design paradigms to reduce CO2-emission. In order to make them capable to meet future requirements –concerning also fuel efficiency and dynamics – the introduction of new material classes, such as manganese boron ultra-high strength steels, was actively promoted. Together with new materials, new production technologies like press hardening emerged and affected the production process planning and process design at the OEMs.
At Renault SA the strategic decision to open up in-house press hardening facilities was taken in 2010. The Douai-plant in France and the Valladolid-unit in Spain were chosen as suitable locations for the installation of press hardening lines. Not long after appeared a need for a state-of-the-art process design tool that would be quick, easy-to-use and therefore cost-effective: evaluation and validation of numerical FEA-tools were done, taking into account the wide variety of parts to be produced in the new press hardening lines. Renault already has sound experience in conducting planning and design tasks for their parts, tools and processes with FEA-tools. Since 2001 AutoForm products have been constantly in use for various purposes. Main fields of activities are drawing operations and process engineering as well as validation, tryout support and press shop support. Therefore, expanding their interest in AutoForm products towards its embedded hotforming solution – AutoForm-ThermoSolverplus – became the logical consequence. Furthermore, the intensified control of quality during production, like temperature measurements – operational since 2014 – for parts, tools and cooling water in the production line, and the already existing measurements of thickness, roughness, mechanical properties, hardness and metallography enabled Renault to comprehensively check the capabilities of the AutoForm solution.
For this purpose, a direct press hardening process for a particular part geometry has been investigated. In this process, the tailor welded blank, made of 22MnB5, is heated up to a temperature of 930 °C and kept at this temperature for a time in a furnace. This ensures the full transformation of the microstructure phase from the initial ferritic-perlitic to an austenitic state. A decrease of flow stresses occurs during the increase of temperature. Plastic deformation is eased and elastic springback effects are diminished in the subsequent forming stage. After the forming stage, the blank is kept under pressure for a defined period of time in the closed and cooled tools for quenching. The microstructure of the part then becomes martensitic, which defines the properties of the final part. High hardness values and tensile strengths values in a range above 1,200 N/mm2 can be reached depending on the applied steel quality.
In an initial test stage, the capability of AutoForm-ThermoSolverplus to predict the martensite fraction in the part geometry was proven. The laser-tailored blank has two thickness values of 1.6 mm and 1.3 mm: simulations were run for constant blanks corresponding to these thickness values, all other process parameters (including a drawing gap of 1.6mm) being kept constant. Since each thickness has a specific thermal inertia, the cooling path for the part and the phase transformation behavior are affected. For both thicknesses, the corresponding martensite fractions were determined in this rather rough approach and the intended position of the welding seam could be confirmed as technologically feasible (fig. 1). Expectedly, it was pointed out that the overall part becomes “harder”, “stronger” when the thickness is increased.
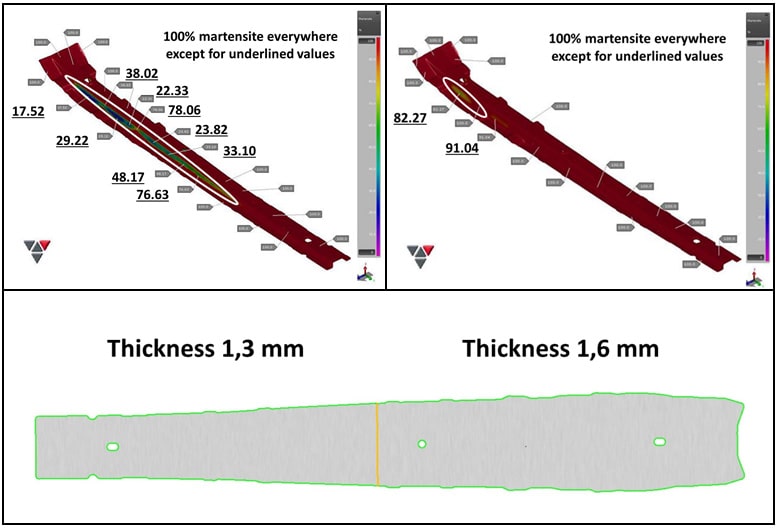
Figure 1: Martensite fractions after direct press hardening of a side member of a thickness of 1.3 mm (upper left), 1.6 mm (upper right) and validated position of the welding seam for the Tailor Rolled Blank (bottom).
In a subsequent test stage, the maturity of the software in terms of mechanical calculations was tested. Therefore, thickness measurements taken from AutoForm-ThermoSolverplus results were compared to real measurements obtained from physically existing parts in the production line after hotforming. The objective was to validate the accuracy of the code in predicting thickness values, considering the tight tolerances needed for the part. It could be shown that there is a good accordance between the computed and the real results (fig. 2). Expanding the interest to the hardness values (HRC) results of similar quality have been obtained. The deviation between the numerically computed hardness values and the real measured results taken from the real part oscillates in a range between +2 and +5 HRC.
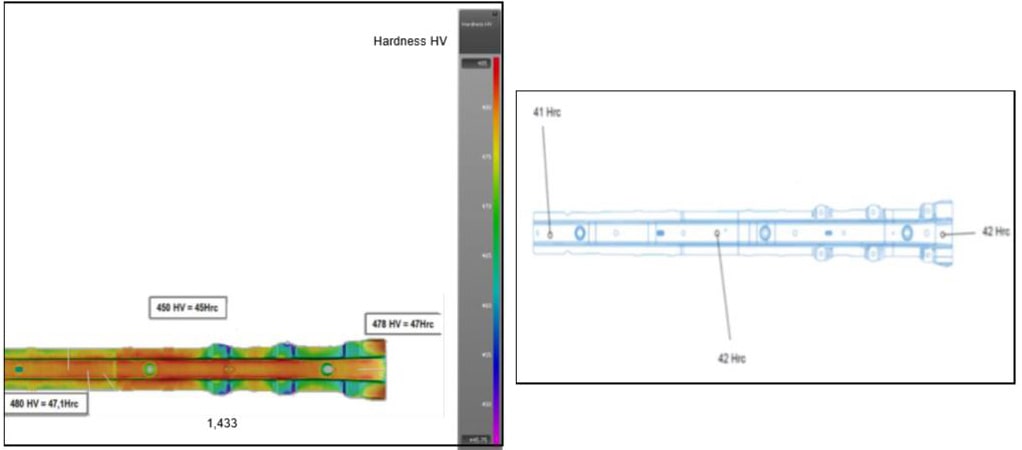
Figure 2: Computed (left) vs. real (right) hardness distribution after direct press hardening of the side member
Another interesting topic was the evaluation of the embedded heat transfer model between the part and the tools, the interaction between the part and the environment through convection and radiation, and the heat conduction within the part. In order to be on the safe side during parameter planning and process design, a thermographic analysis has been carried out. Data obtained by means of the AutoForm solution were compared with real measurement results. For the measurement procedure, a moment in time after drawing in the direct press hardening process has been chosen. First temperature measures were taken 7 seconds after drawing and quenching; another data set refers to a time of 14 seconds after the process, during cooling at room temperature. The entire thermal history through all stages of the direct press hardening process is accumulated in these moments; the implemented models were all validated. The maximum deviation between the computed values and the real results is about 25-30 °C. In all cases the tendency is very well reproduced.
After these encouraging results an entire part and his corresponding process have been simulated. The idea was to optimize the set of input parameters for the real process and the real production equipment, so several simulations had to be performed. In addition to the already described items, the challenging topic was to predict thermally induced distortions and to control them to respect the intended final shape of the geometry. For the previously described laser-tailored blank, a minimal quenching time of 4 seconds was determined in the process. An overall martensitic fraction of 95% for the proposed geometry could be ensured. These results also translate into promising values for the hardness and the corresponding strength. Concerning the thermal distortions an optimum quenching time of 5 seconds has been obtained (fig. 3). For the entire parameter optimization 7 simulations were necessary, each of them took 1 hour.
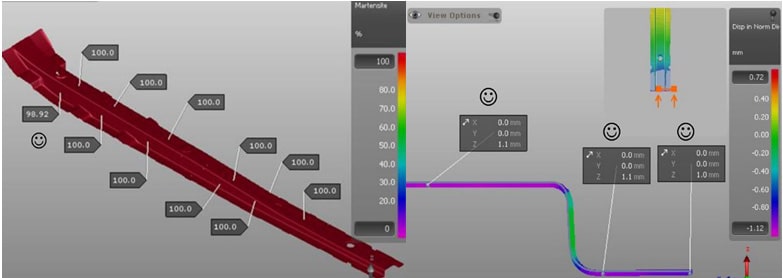
Figure 3: Martensitic phase 95% after 4 sec. (left) and minimal thermal distortion after 5 sec. quenching time
By comparing numerical results with real data coming from an existing production line, Renault SA has successfully proven the capabilities of AutoForm-ThermoSolverplus. A strong correlation between virtual and experimental results has been validated in detail. The press hardening process determined through simulation is feasible. Since then Renault SA uses this numerical tool for the investigation of feasibility of press hardened products and the corresponding process validation. The most beneficial outcome of such an approach is to ensure fully martensitic phase fractions, controlled thermal distortions, minimal quenching and process cycle times respectively. The virtual approach enables Renault SA to quickly validate feasibility and define optimized set of parameters. Thus the productivity is remarkably enhanced and Renault SA has strengthened its competitiveness.
Thank you Vincent for this great blog post.
For new visitors, don’t forget to sign up to our blog to receive updates. We’ll never send you marketing emails. Once a month you’ll receive an update on our latest top blog posts.







?")



{kind=link}