
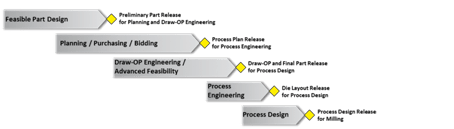
KTH Parts Industries has a relatively unique position in the automotive stamping industry; they are a tier-1 automotive parts supplier, serving only one customer since their founding in 1984. Their relationship with their OEM partner has developed over the years into a highly effective, simultaneous engineering process.
KTH guest engineers work closely with their OEM partners to design and develop sheet metal components. Fifteen years ago, they began using AutoForm-OneStep, an inverse, one-step, finite element analysis program, as part of their engineering process to determine initial geometry-based formability and predict blank requirements. During the initial forming check, if the KTH guest engineer detected forming issues, they would work closely with the customer’s product engineer to propose alternative geometry. Modeling the geometry of the proposed part over a range of imposed potential boundary restraints, they could identify forming risk. From within the application, they could directly model new proposals for part shape and evaluate them for effectiveness.

Formcheck identifies issues which drive modifications. If issue improves product change is implemented.
The OneStep results identified most geometry based formability issues, which the manufacturing engineer and product designer often resolved through part modifications. Occasionally, formability issues may be identified that are best resolved through process modifications (e.g., very deep draw shapes might fail inverse one-step, but in production they might be formed using multiple forming operations). For those types of identified forming issues, the parts can be released for advanced feasibility analysis, which uses incremental analysis instead of one-step.

KTH previously relied on parent company to conduct advance feasibility, resulting in late changes
Back at their parent company in Japan, process engineers would verify potential issues, develop die face geometry, run incremental analyses, define process requirements, and propose part modifications when needed. However, at KTH, commercial activities would already be underway—quotations for process engineering, die design, manufacturing, tryout, and stamping production may already be accepted. Part release might not become official until feedback has been returned from Japan, but tight manufacturing deadlines often force suppliers to move forward with commercial planning. If the final part had significant changes, KTH and their tooling suppliers were often left negotiating how to pay for any differences.

Incremental simulation identifies if process modification is needed in addition to or instead of geometry changes
Feedback from the remote process engineer could arrive too late to avoid late engineering changes and significant cost penalties. The use of the AutoForm-OneStep helped identify and resolve most geometry-based forming issues; but for those issues that required the use of incremental formability analysis, the lag time between identification of a potential forming issue and the definition of resolutions was often too long.
More recently, KTH Parts Industries has taken a more active role in the tooling and process design, incorporating die face development and advanced feasibility into their local engineering process. Using AutoForm-ProcessExplorerplus and AutoForm-DieDesignerplus, incremental simulation feedback on part manufacturability can often be available in the same day. Any subsequent part changes can be easily replaced in- the same design files, and engineers need only update and re-analyze the previous designs with the new part data.
Today, guest engineers still use inverse one-step FEA (AutoForm-StampingAdviserplus) as part of their interactions with their OEM product designers, but have also introduced incremental FEA to their in-house capabilities. Now, when forming issues are identified that require further analysis, they can forward the complete design file to their stamping planning group in East Paris, Ohio, for further development planning. There KTH engineers will develop stamping die face and perform incremental analysis within the design file they received from KTH guest engineers.
In-house tool development and incremental FEA allows them to proactively address issues identified in formcheck
By moving the advanced feasibility and Draw-Operation Engineering capability to their local production engineering group, KTH Parts Industries further enables their guest engineers. Now guest engineers can very effectively escalate observed forming issues from their geometry-based formcheck by sharing the design file with their nearby counterparts; they are able to directly propose geometry modifications to the design files, reducing wait times. KTH also uses the same design file to assist in estimating material requirements, tool costs, and production costs.
The right tool in the hands of the right people – along with seamless data transfer of a common design file – enables smooth and meaningful simultaneous engineering activity. Reduced turnaround times with AutoForm enables companies like KTH, their customers, and suppliers to avoid late changes.
 Tom Rose, the Manager of R&D at KTH Parts Industries Inc., says “Since we’ve been using AutoForm, KTH has increased the quality of our products by ensuring their feasibility in a quick, efficient manner. The rapid evaluation AutoForm allows has led to reduced downstream costs.”
Tom Rose, the Manager of R&D at KTH Parts Industries Inc., says “Since we’ve been using AutoForm, KTH has increased the quality of our products by ensuring their feasibility in a quick, efficient manner. The rapid evaluation AutoForm allows has led to reduced downstream costs.”







?")



{kind=link}
Hello
I want to publish my research about Autoform in case of draw analyse .do you want to help me and share
Thanks
Might be interesting to review. If the research is appropriate we would consider posting some.
Getting to know more about the AutoForm community and their work with our solutions is one of the main goals of this platform. Thanks.