
Introduction
Bill Pittman is the Stamping Feasibility Manager for the North American center of an international OEM. The job title can have varying interpretations in different corporate environments, and the tasks and objectives can change depending on the phase of the program and its application. With numerous years of experience at various automotive manufacturers, Bill possesses a solid foundation of practical knowledge. However, he believes that utilizing new tools is the key to further improvement and accuracy in his work. This article provides an insight into his daily responsibilities and his philosophy on his work and how global organizations can effectively utilize all their resources.
This is part one of a two part series. See part two on Bill Pittman’s Top Four Pitfalls in detail.
What does Bill Pittman do?
From a staffing standpoint, Bill Pittman is accountable for the manufacturability of the entire body-in-white, from clay feasibility to product launch. Upon completion of the initial styling surfaces by the studio, Bill begins the feasibility stage by dissecting typical panels to examine the surface curvature for achieving quality targets based on forming conditions.
He then performs preliminary simulations to analyze the stretch performance of the surfaces based on the panel designs. Subsequently, he delves deeper into simulation, focusing on part break-up configurations and processes, evaluating the capabilities of each design and their adjacent parts, with the goal of finding the most efficient and best part design considering both material usage and process complexity.
Bill performs as much simulation as possible in the design stage to establish the robustness, efficiency, and feasibility of the overall design at the earliest stage. This also helps him evaluate any quality issues that may arise in the stamping process, as demonstrated by one of the examples below with skid lines.
Additionally, simulation can also identify opportunities to improve material scrap in the stamping process through optimization of blank utilization. The aim is to not overlook any optimization opportunities. In many organizations, the tool and process may be developed, but not fully optimized. The stamping plant may then take initiatives to reduce the blank size, which can result in larger savings than expected. These missed efficiencies can affect projected program costs and have implications for investment decisions.
Bill strives for minimal material waste and the least number of dies possible. To achieve this, the process must be robust and he must have a comprehensive understanding of the entire process in order to make informed decisions. This thorough preparation sets the direction for the success of the entire program. Once he has completed the feasibility analysis for all parts, he presents the data to the vendors as a starting point. This allows him to begin with an understanding of the blank costs, part capability, and an appropriate budget for each individual part and the entire program. This significantly contributes to the success of the program from a cost, quality, and timing perspective.
This comprehensive simulation work minimizes the risk of problems such as late design changes, non-functional tools, throughput inefficiencies, and poor part quality. The “first-time right” approach is critical for the integrity of the vehicle and helps ensure a smooth start of production, leading to a faster time to market. Bill is able to achieve this due to his extensive experience and mastery of the engineering tools available, as well as through effective communication and early collaboration with the product design teams. Bill provides this level of support for any of his company’s global locations, making his role crucial to the success of a worldwide organization, not just in the USA. This approach aligns with the ongoing digitalization trend in nearly all industries.
Advantages of extensive simulation and analysis
Using a robust process like Bill’s can offer numerous benefits to any organization. While we often list the benefits separately, many of them are strongly interrelated.
1. Cost savings
One of the most significant benefits of conducting a detailed analysis during the design stage is cost savings. In many cases, organizations build the tool first and then discover issues with the part design, which may be too late to fix. These design flaws can be prevented through simulation and analysis of the parts involved, as identifying problematic or borderline issues in the design stage is much easier to resolve. However, once the hard tooling stage has been reached, a significant cost has already been incurred that cannot be recovered.
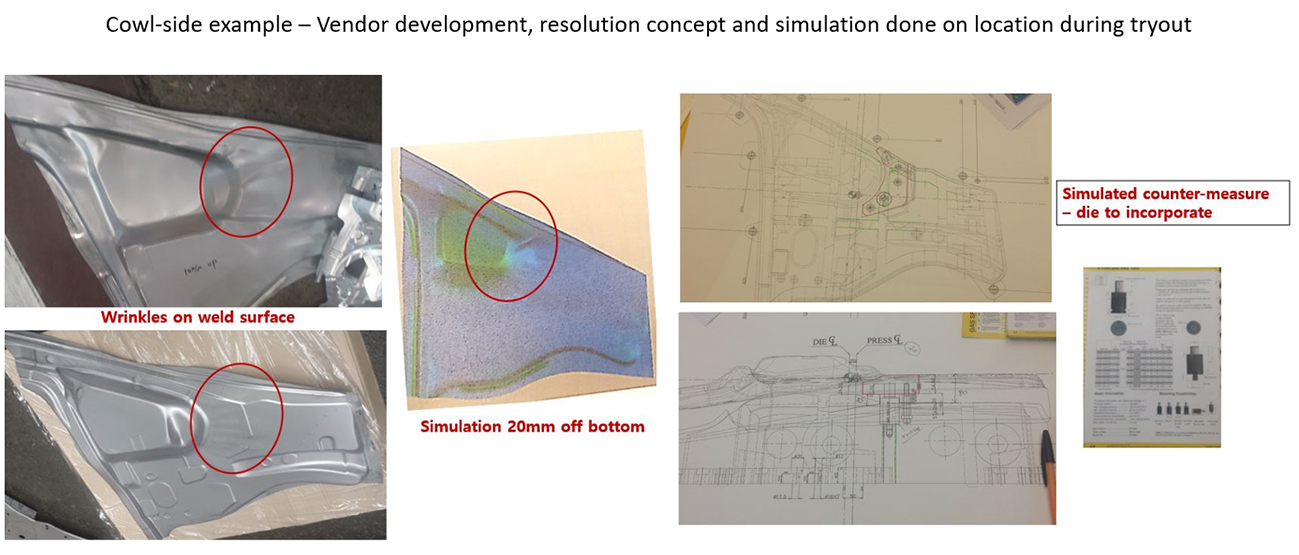
For example, as shown below, a substantial process and tooling change was needed to achieve the desired quality of the part surface. An additional pad was needed to hold the material and prevent a wrinkle that impacted the required quality. This could have been avoided as the feasibility stage had included a different punch opening that avoided the wrinkle condition. However, the vendor’s die design overlooked this and was built with the resulting condition. The countermeasure simulation was conceived and proven on site during the press trial, but ultimately required unexpected machining and ordering of components, which added time to the schedule and incurred added cost for the vendor.
Oversite of vendor simulation is critical for achieving success.
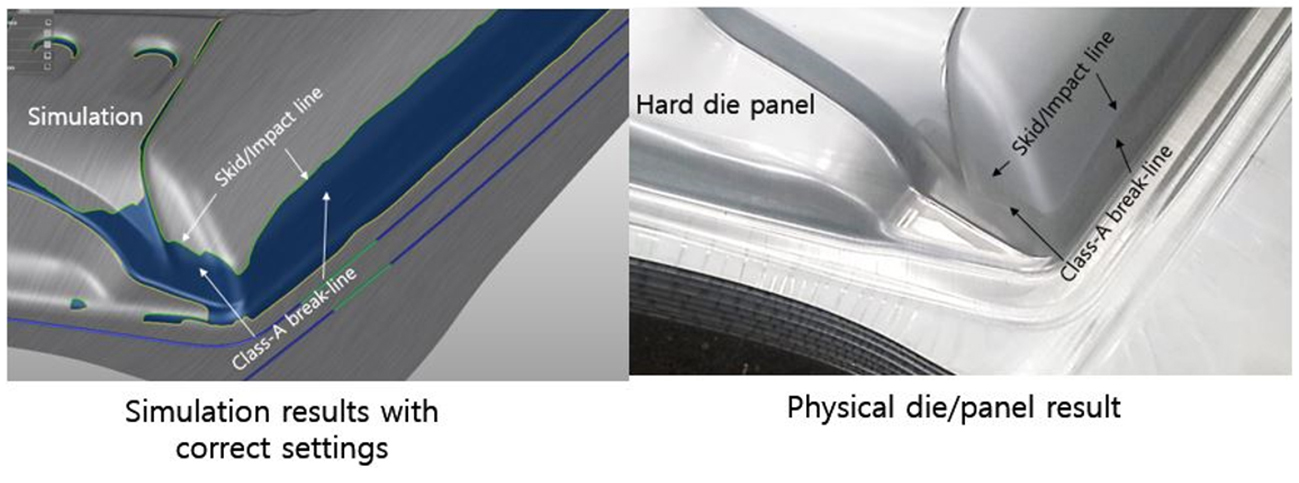
Due to the fact there are sometimes inexperienced simulation engineers doing the work, vendors must be monitored to ensure they use the correct settings and conditions in their models. An example of this can be seen below, where a die was built using incorrect simulation settings (lower right image). When run using the proper inputs (lower left), the physical condition was replicated, and countermeasures had to be developed to meet quality targets. At this stage, the die is built, and corrective measures may be limited.
2. No late design changes
With the design already tested for robustness, late design changes are less likely to occur in later stages. These changes can be costly and time-consuming, depending on their complexity and the time it takes to identify them. If a countermeasure is required to produce just one part, it can impact the tooling of multiple other parts. The cost can quickly escalate beyond initial estimates. In addition, these parts need to be assembled or welded and their tooling and processes may also be affected.
3. Fewer tryout loops
Tryout loops can be extremely costly, both in terms of money and time, often totaling over $100,000. Without simulation, there is no guarantee of success and no data to base quality decisions on. It can take several weeks or even months to identify and resolve the cause of a defect without simulation data. The traditional trial-and-error approach on real tools is simply not practical in today’s industry. With simulation, issues can be identified and addressed in the design stage, ensuring that the part is capable and that the fewest number of dies are used. This results in improved quality, a minimized timeline, and an efficient outcome for the process. Even when proper inputs for simulation are not known or may be incorrect, simulation still provides a basis for making better choices and determining the effectiveness of countermeasures. By thoroughly covering all aspects in the design and simulation stage, the number of tryout loops required to reach the final part design can be reduced.
4. The project runs on schedule
Adhering to the timeline is one of the most crucial aspects of any project, after the budget. Without simulation, unintended deviations from the timeline become unavoidable when issues arise.
For example, if someone proposes a design change such as reducing a thread length or softening a feature, it may seem like a sound idea, but it can be inefficient and even dangerous when working with dies and tools. If the change doesn’t work, and you have to weld and recut the tools to revert back to the previous stage, not only will you miss your timeline targets, but you’ll also compromise the integrity of your tools.
With simulation, you can maintain the timeline through part changes, prevent program delays, and avoid incurring additional costs. Such issues can be devastating to the program and can negatively impact launch quality.
Pittman’s Top Four Pitfalls of Stamping Engineering
Bill highlights four common errors that must be avoided when working in stamping feasibility:
1. Working without simulation proof (be data driven)
2. Forgetting about the big picture (part to part change effects)
3. Using unsatisfactory trial conditions
4. Only using simulation to prove concept and capability (correlation capability is a must)
Conclusion
A review of Bill Pittman’s system demonstrates that with experience and the appropriate tools for conducting simulation and analysis of stamping processes, many costs, confusion, and delays can be prevented. It is widely recognized that this is a recipe for success, but it is not always straightforward. It is the organization of the company, the commitment to exploring and adopting new technology, and the expertise and mindset of the people that enable them to continuously improve and go beyond the norm. If this is consistently replicated in each project, it will lead to the success of any organization that possesses these critical elements.
Bill (William) Pittman in action!

This is part one of a two part series. See part two on Bill Pittman’s Top Four Pitfalls in detail.







?")



{kind=link}