
Introduction
Whether powered by an internal combustion engine or electricity, reducing vehicle weight remains a top priority in the automotive industry. Two major advantages of weight reduction are improved fuel efficiency and decreased CO₂ emissions. Various methods are employed to achieve this goal, but the most significant gains continue to come from optimizing the body-in-white (BiW) through the use of advanced materials and processing technologies.
In this article, we explore an innovative hot forming method that incorporates selective tempering of components to improve a BiW’s resistance and energy absorption, while also reducing weight. Before diving into that topic, it is important to understand the significance of hard and soft zones in a BiW.
Hard and Soft Zones in Safety Components
A vehicle’s structure requires both hard and soft zones to ensure optimal crash performance. Hard zones provide a safety barrier for occupants by resisting deformation from external forces, reducing the risk of injury during a collision. These zones typically possess a strength of 1400 MPa or higher.
However, energy from collisions must also be dissipated, which is where soft zones come into play. Soft zones consist of relatively weaker components designed to deform and absorb crash
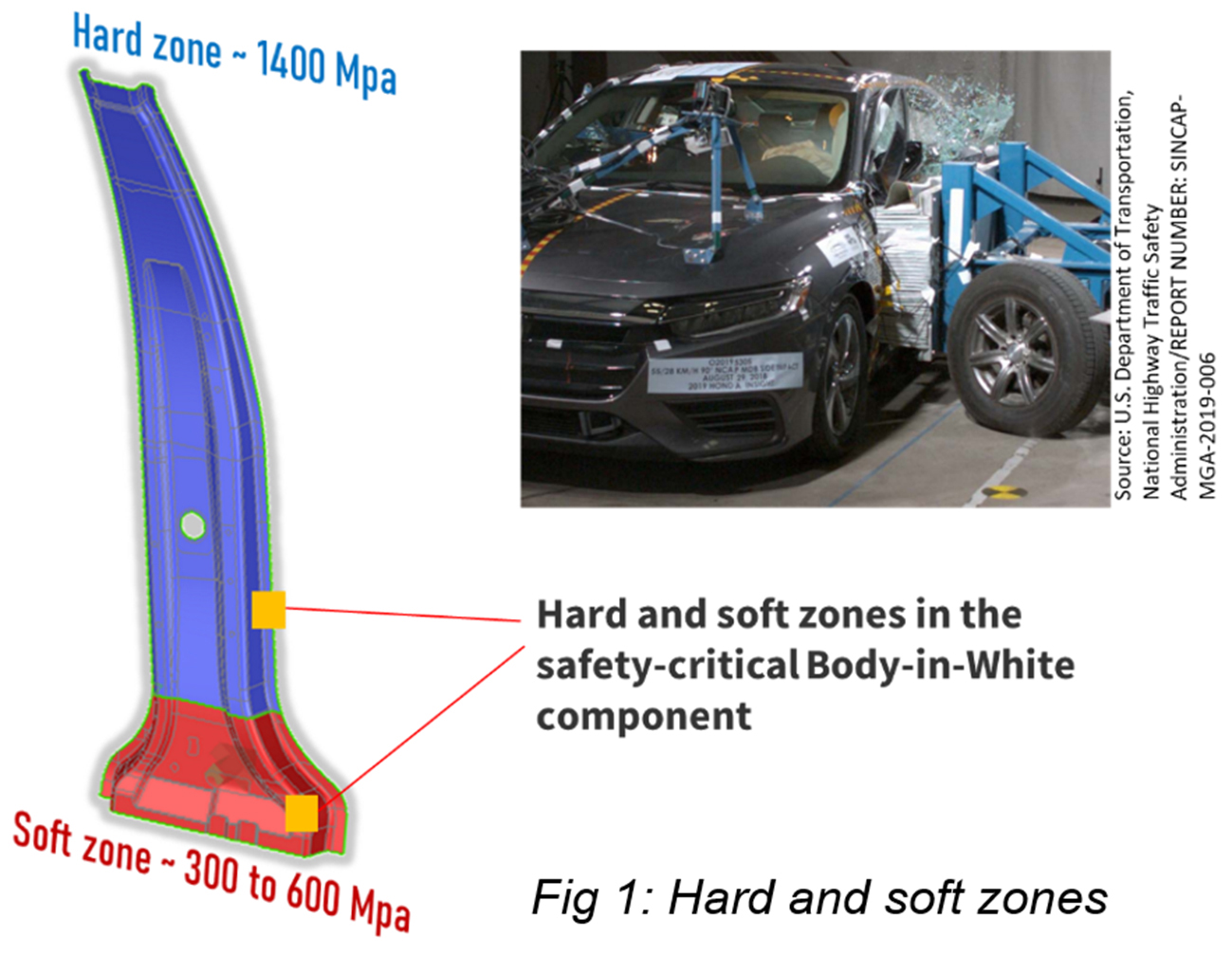
energy, typically exhibiting a yield strength of about 300 to 600 MPa. These zones are integrated into the vehicle so that while one area resists deformation, another area accommodates it, thereby lowering stress on the critical zone.
Tailor-Made Properties: Intelligent Integration of Hard and Soft Zones
Traditionally, cold stamping processes created hard and soft zones in BiW components through methods such as Tailor Welded Blanks (TWB). This approach involves combining similar or different materials or alloys of varying thicknesses to meet specific design and performance requirements.
Recent advancements in hot stamping, however, enable the integration of these zones within a single stamped component—such as a B-pillar, which is crucial for vehicle safety. These innovative techniques, referred to collectively as tailored tempering methods, allow hard and soft zones to be seamlessly incorporated into a single part. This strategy optimizes key properties such as thickness, weight, and cost.
Types of Tailor-Tempering Methods with Hot Stamping
In hot stamping, a press-hardened, fully strengthened component is created by forming and quickly quenching a heated steel blank in water-cooled dies. This process transforms the alloy’s microstructure into martensite, resulting in ultra-high strength (typically over 1400 MPa). Tailor tempering introduces controlled variations in the component’s properties, allowing precise customization for specific requirements. Two main methods—phase tailoring and geometrical tailoring—stand out for their effectiveness in achieving this aim. These solutions can be applied individually or combined, depending on design needs. Below is a brief introduction to each process.
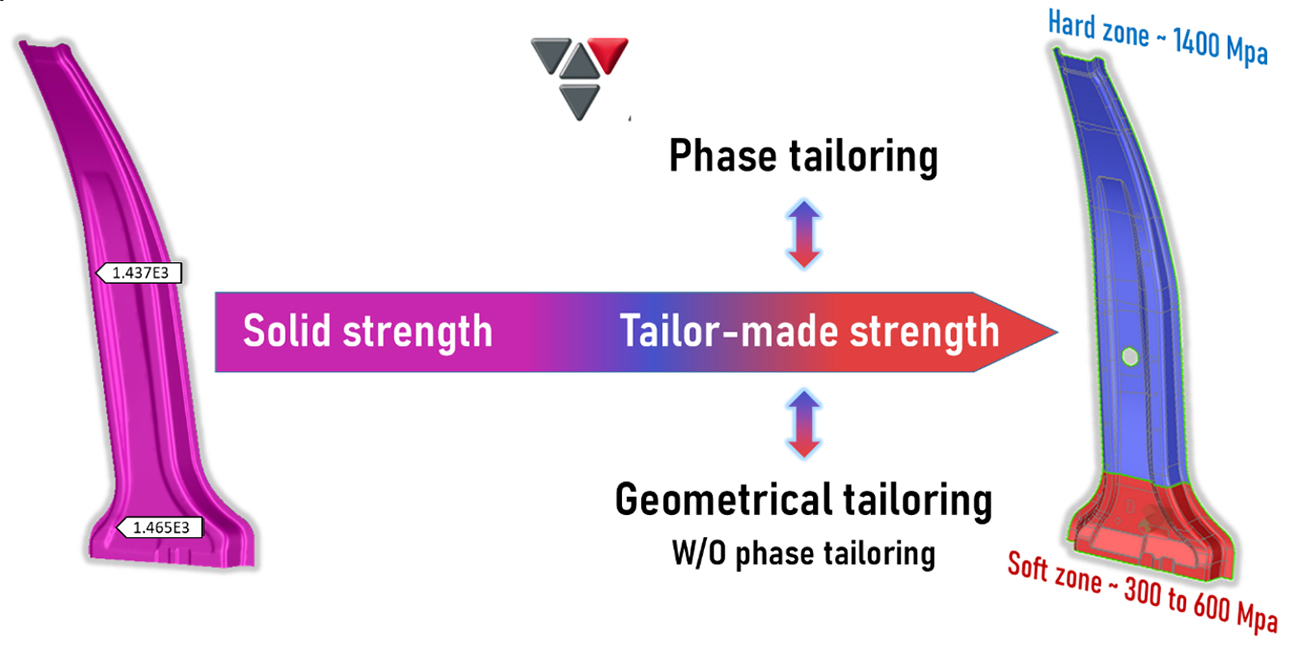
Fig 2: Solid strength to tailor-made strength
1. Phase Tailoring
Phase tailoring involves manipulating the microstructure of boron steel alloys during the heat treatment and quenching stages. By selectively heating different areas of the blank to various temperatures and adjusting cooling rates, distinct microstructures—such as martensite, bainite, or ferrite—are formed in selected regions.
This technique enables:
- High-strength zones (martensite) for impact resistance.
- Ductile zones (ferrite or bainite) for energy absorption and flexibility.
2. Geometrical Tailoring
The second approach to optimizing component strength and ductility involves adjusting shape, a process known as geometrical tailoring. Various techniques can be applied to selectively strengthen specific areas of a component, improving its ability to withstand external forces. This design strategy develops strength in precisely the right places without resorting to expensive alternatives, such as changing the material.
Phase Tailoring
We explored how different phases of a boron steel alloy—such as martensite, pearlite, and ferrite—display distinct levels of strength and ductility when subjected to various thermal conditions. Each phase contributes unique mechanical properties, making it possible to design materials with tailored characteristics. Through phase tailoring, multiple phases can be combined within a single component, resulting in a final product that has varying levels of strength across different areas.
Phase tailoring can be achieved through two main strategies or techniques, ensuring that the component’s properties align with its intended function:
- Tailor-tempered blanks
- Partially heated forming tools (still under discussion)
Tailor-Tempered Blanks
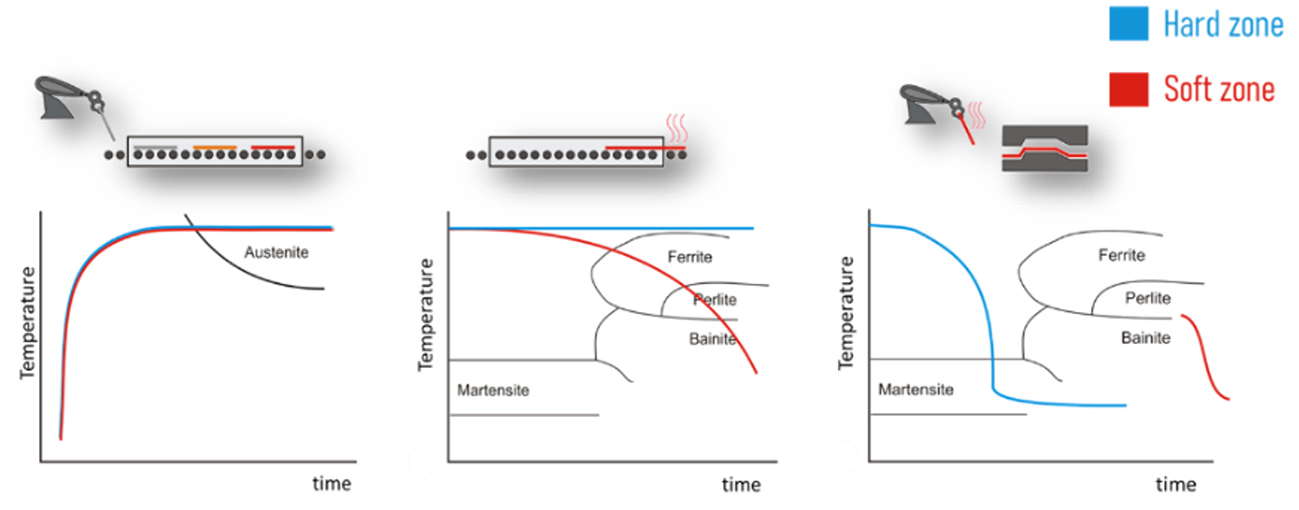
Fig 3: Tailor-tempered blank phenomenon
In this approach, the properties of different sections of the blank are adjusted before it enters the forming station. As shown in Figure 3, the blank is initially placed in a high-temperature furnace to raise it to the austenitizing temperature of 930°C (1706°F). Midway through this heating process, areas intended to remain relatively softer are shielded from radiation. As a result, these blocked sections do not continue to heat but instead begin to cool, while the rest of the blank remains hot.
A key feature of this technology is the convectional cooling step, which brings the blank to a specific temperature within a defined time frame. Afterward, the blank is sent for hot forming, where it takes shape. Finally, the formed part is quenched to achieve the desired combination of hard and soft zones.
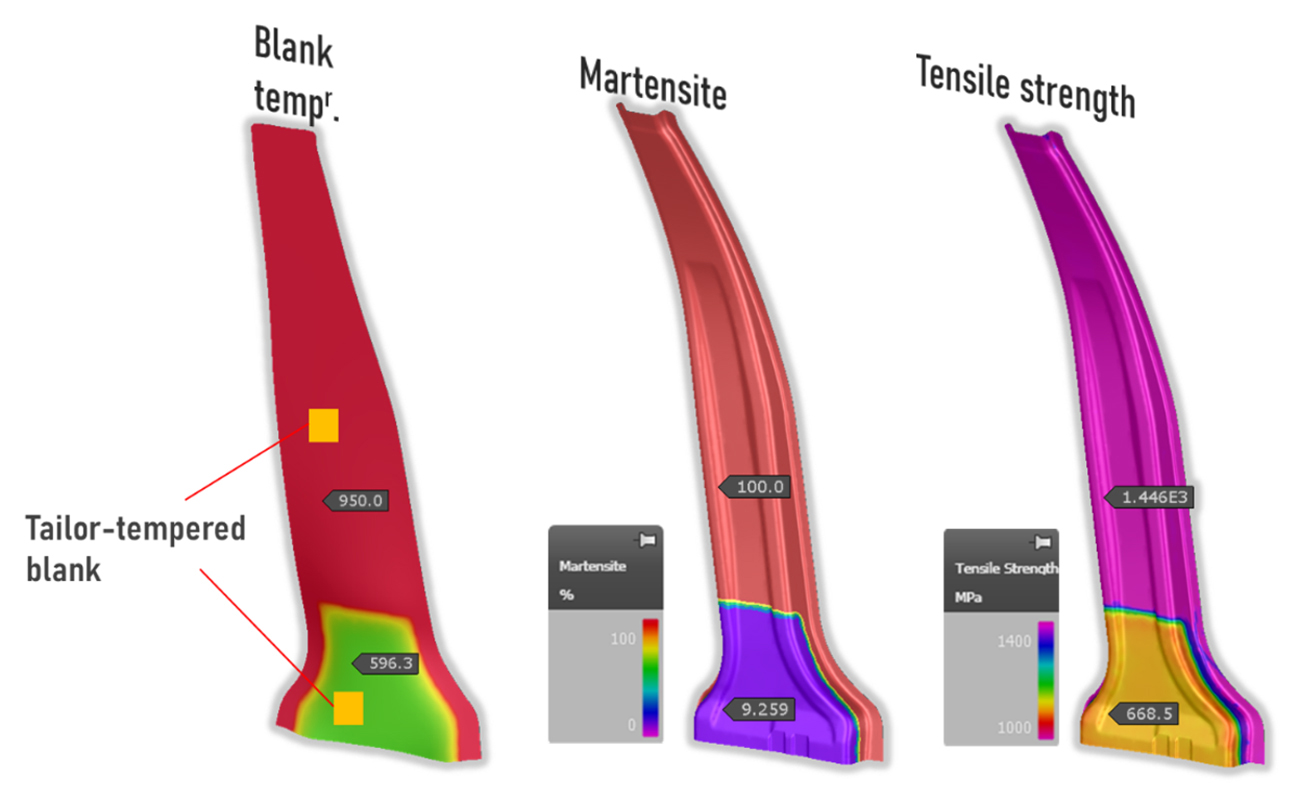
Fig 4: Tailor-tempered blank → martensite phase development → tensile strength
Partially Heated Forming Tools
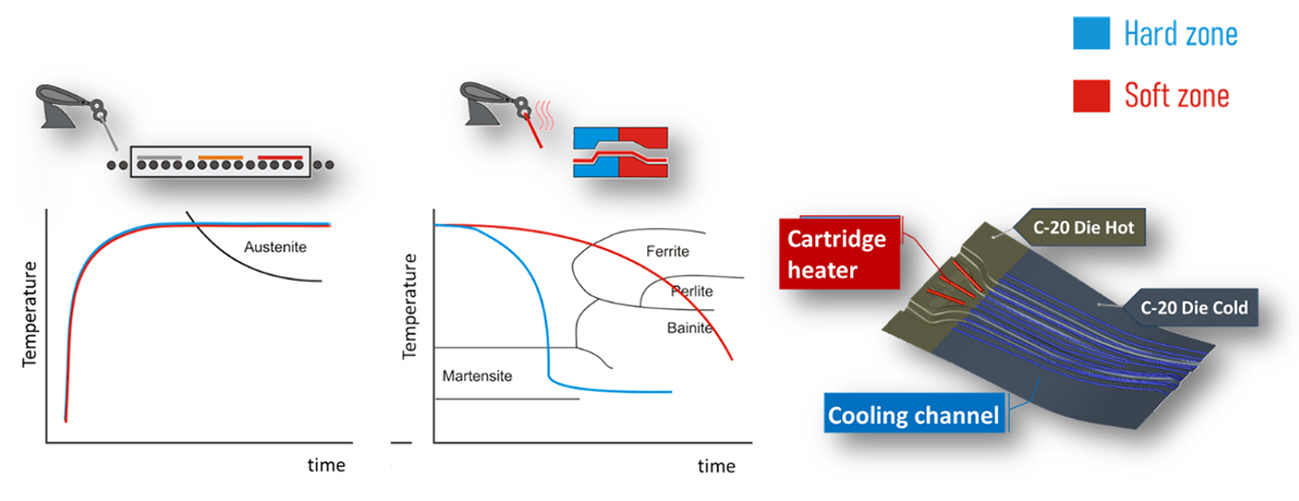
Fig 5: Partially heated forming tools
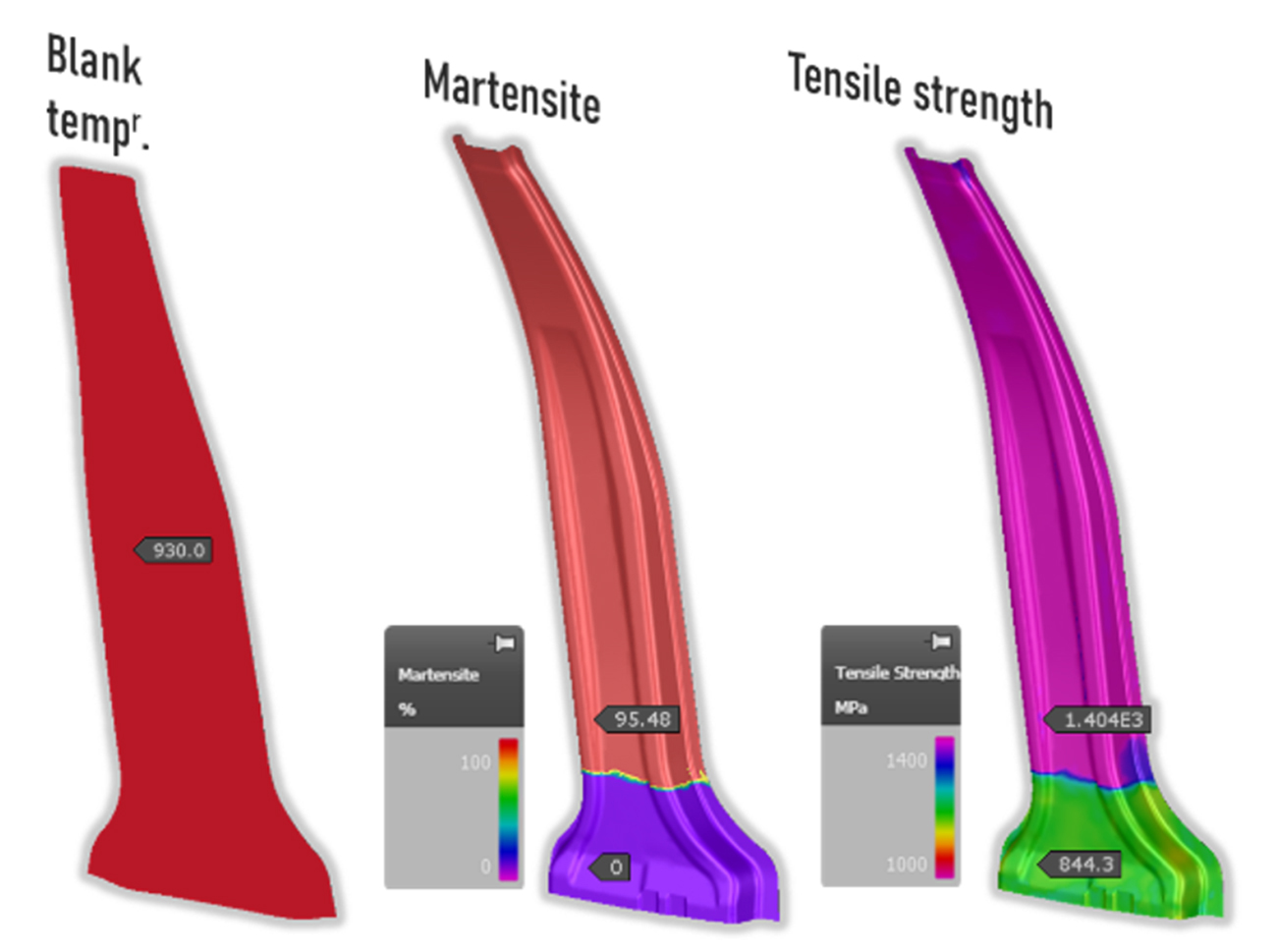
Fig 6: Uniform Blank Temperature – Martensite phase development – tensile strength
Another way to selectively tailor material properties is by heating the sheet metal during the forming operation. As shown in Figure 5, the entire blank is first fully austenitized and then transferred to the forming station. The forming tool is equipped with cartridge heaters and cooling channels to control temperature in specific areas and regulate the cooling rate.
Sections kept at higher temperatures undergo intermediate phase transformations—such as ferrite, pearlite, or bainite—before eventually transforming into martensite. These areas become softer zones with comparatively lower hardness and strength. Meanwhile, the regions in direct contact with the cooling channels cool rapidly, turning almost immediately into martensite and thus achieving higher strength and hardness.
By varying the cooling rate in this selective manner, the final component gains different properties in different areas, allowing for an optimal balance of strength and flexibility to enhance crash performance.
Geometrical Tailoring
Geometrical tailoring encompasses two primary techniques—tailor-welded blanks and patchwork blanks. Both methods offer versatile solutions for reinforcing critical areas while maintaining a lightweight design. Here’s how they work:
Tailor-Welded Blanks (TWBs)
Tailor-welded blanks involve joining different materials to strengthen specific sections of a component. For example, press-hardened steel can be welded to high-strength low-alloy steel, or the same metal can be used in greater thicknesses. This approach provides precise control over the part’s mechanical properties and can be paired with phase tailoring to improve performance in critical areas.
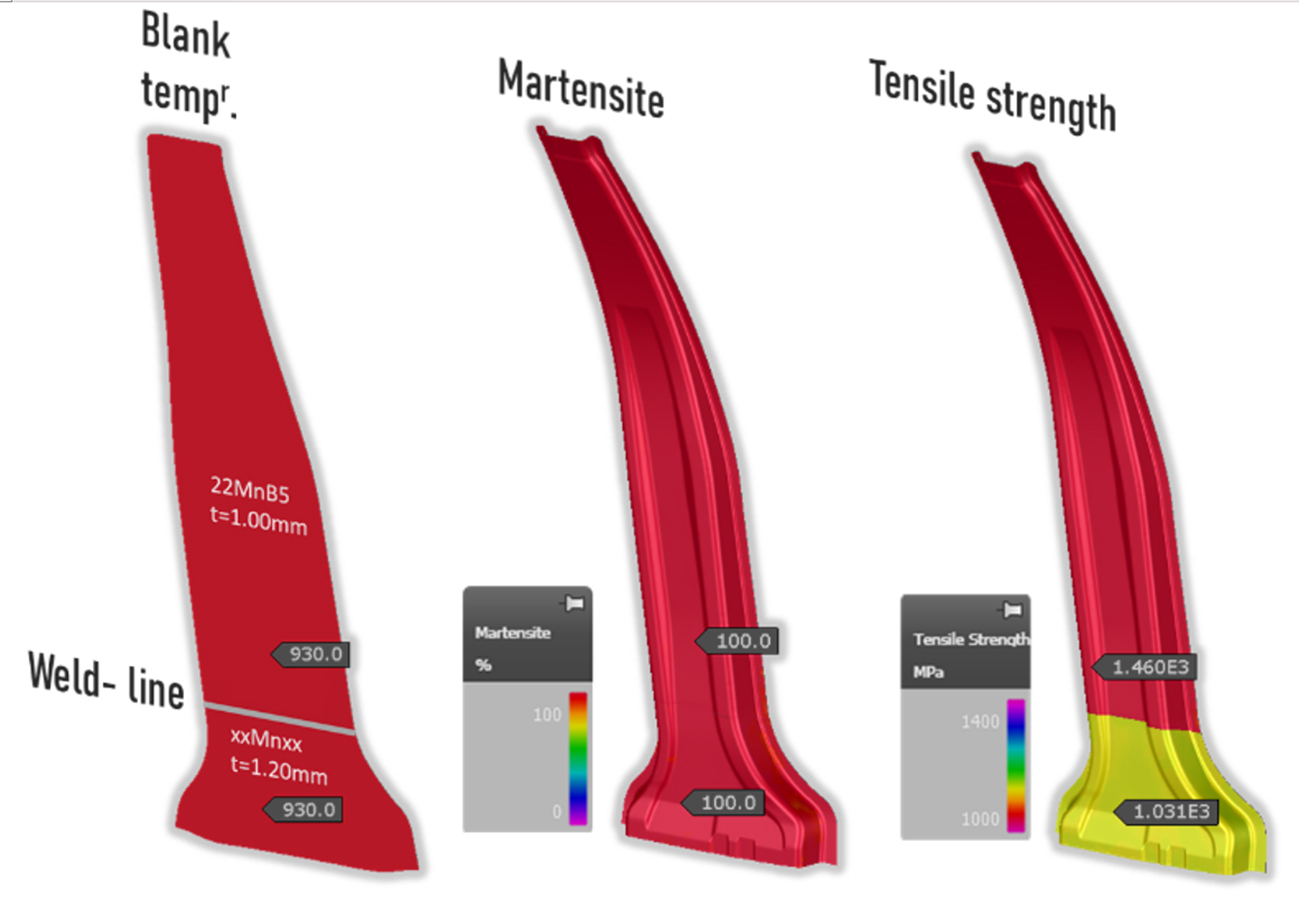
Fig 7: TWB without phase tailoring: Blank tempr. → Martensite phase development → tensile strength
Patchwork Blanks
Patchwork blanks are created by welding additional material onto the existing part to reinforce and stiffen critical zones. The thickness and material type of the patch can be selected to achieve the desired balance of strength and flexibility.
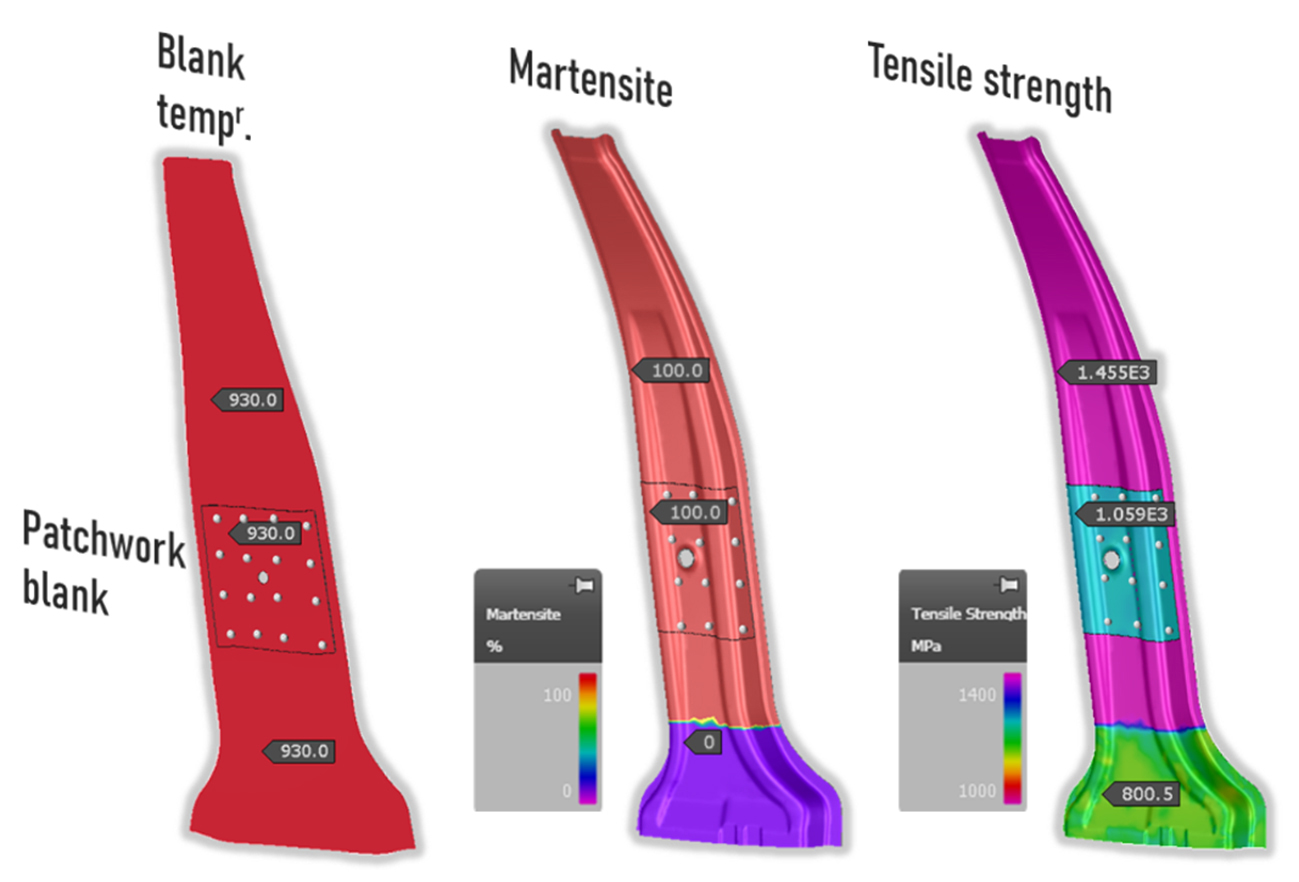
Fig 8: Patchwork blank with phase tailoring: blank tempr. → martensite phase development → tensile strength
Advantages of Tailor-Tempered Products
Tailor-tempered products allow automotive manufacturers to meet various design and performance objectives while keeping costs lower than alternative methods. Below are several notable benefits.
Key Advantages of Tailor-Tempered Products
- Strength and Hardness: Reinforced zones offer essential structural integrity for crash protection.
- Ductility: Softer areas absorb impact energy, reducing the likelihood of passenger injury.
- Optimized Thickness: Precisely controlled material thickness helps minimize weight.
- Cost Efficiency: By consolidating multiple properties into a single component, fewer joining operations are necessary, streamlining production processes.
- Manufacturability: Softer zones facilitate easier post-processing (e.g., punching or trimming), reducing reliance on costly techniques like laser cutting.
A New Horizon in Automotive Design
By embracing hot-forming technologies and tailored material properties, the automotive industry can make significant strides in lightweight construction. Controlling mechanical properties through phase and geometrical tailoring ensures each component meets stringent requirements for performance, safety, and efficiency. In turn, vehicles become lighter, safer, and more environmentally friendly, all while lowering manufacturing costs and complexities.
In conclusion, tailored-tempering solutions are paving the way for the next generation of automotive design and manufacturing. By intelligently combining hard and soft zones, manufacturers can meet strict safety standards while achieving meaningful weight reductions, setting a new benchmark for sustainability and performance in the industry.
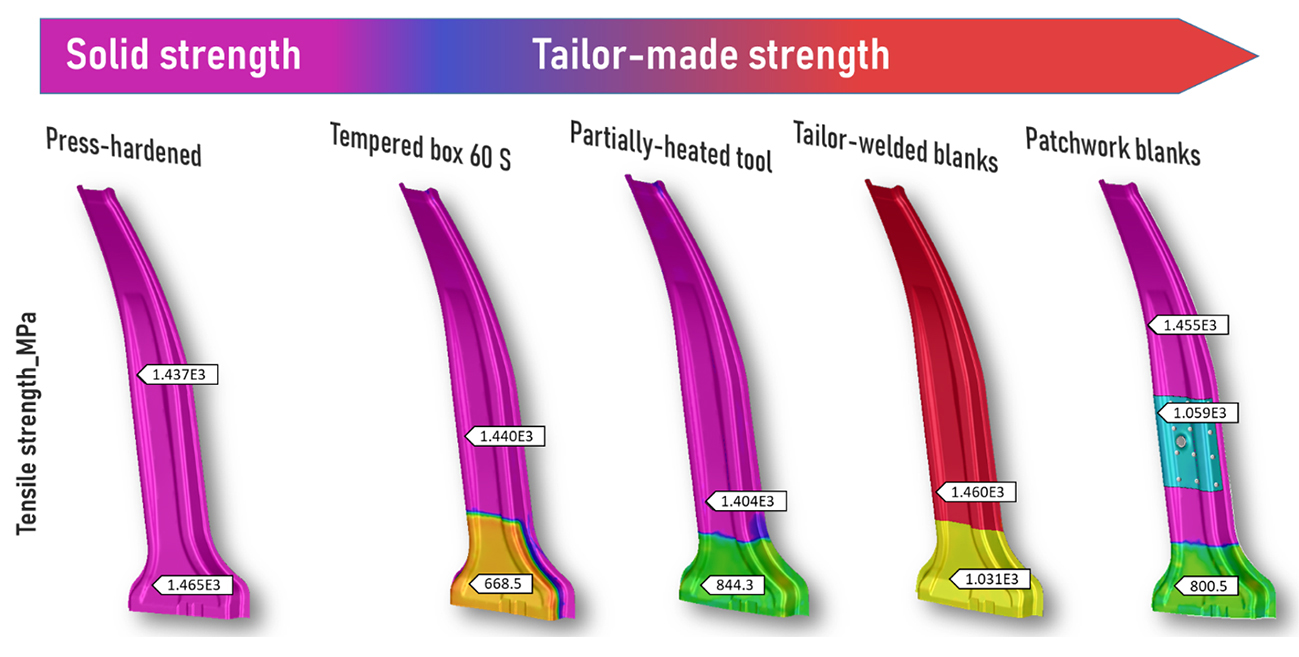
Fig 9: Comparing press-hardened to tailor-made strength







?")



{kind=link}