
Vladimir Kirichenko at Alpha Automotive Technologies Confirms Russian Industry Developments
When working with OEMs in multiple territories ranging from Brazil to Russia, a smooth and operational business model is the driving force for success. For Vladimir Kirichenko and David Khachatryan, Process Engineers at Alpha Automotive Technologies, data consistency is everything. “Per Aspera ad Astra, “Through Hardships to the Stars”. This is a story of how one Russian part manufacturer is overcoming challenges with simulation to provide for European OEMs.
Our company imports tools from overseas for stamping automotive parts here in Russia specifically for Russian materials. We specialize in a wide range of automotive parts, primarily skin panels for the body side, but we also deliver roofs, hoods, and trunks. Additionally, we deliver big structural parts such as hood inners, door inners, and all manner of reinforcements (side, longitudinal, windshield). It was a formidable challenge to deliver parts on time during the relocation of our stamping facility from the territory of the former ZIL factories in the very center of Moscow to the city’s industrial zone. To complicate matters, the demand for delivery throughout this transitional phase was at an all-time high. It’s a credit to our entire team that the business continued to perform well, despite the challenges. Our digital engineering capabilities also played a major role in ensuring uninterrupted deliveries.
From the outset, we take a very hands-on approach. Our sales and business development departments are combined into one seamless operation; clients approach us independently and we actively pursue new business. My department receives data from our sales and business departments and follow up by preparing accurate engineering calculations to develop an appropriate quotation. This is the first step of our engineering investigation. If that quotation is suitable, the client nominates us for the new project. Naturally, software is an integral tool for accurate forecasting of both manufacturing and pricing. AutoForm enables us to precisely calculate the necessary blank sizes and press force. It’s otherwise difficult to determine whether our presses can generate the required force, especially for big parts like the body side. Cars are becoming larger, at intervals of approximately every five years. We are transparent about the maximum forces we can handle, which is why we use AutoForm to estimate the force requirements during project acquisition. Owing to an increase in small parts of great thickness from high tensile materials, this functionality is extremely helpful for us. It enables us to consistently follow through on the work proposed in our bids.
One of our biggest successes was the production of body side parts for a large OEM which has a very strong position on the Russian market. Given the importance of increasing both safety and performance for new light-weighted vehicles, major OEMs only work with the best manufacturers and every aspect of the engineering processes demands accuracy. We engineer all of the necessary tools using AutoForm. However, we don’t produce the tools here in Moscow; instead, we order them from abroad, primarily from China and South Korea.
Digital engineering plays an essential role in the home line tryout as a key step to our entire workflow. Like many stamping facilities, we sometimes face problems in the press even after successful tryouts have been done at our toolmaker’s facility. In such an event, we use AutoForm to make an educated decision on how to proceed. Whenever the simulations show that it is necessary to change the forming surfaces of our tools, we transfer these surfaces from AutoForm to NX, CATIA or AutoCAD in order to prepare them for machining. We also have experience using scan data within AutoForm simulations too. From time to time, we have to do follow reverse engineering techniques because changes done during tryout from a tool maker are not always reflected in the CAD modelling of the tools.

Fig. 1: The scan of the die.
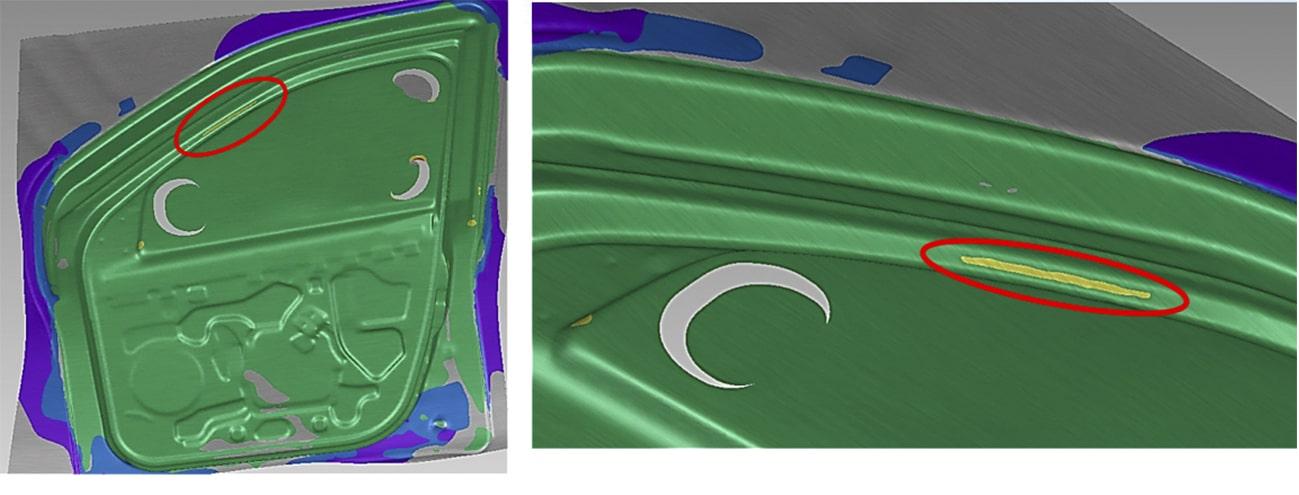
Fig. 2: The issue occurred at the very end of drawing process (0.7 mm before the end)
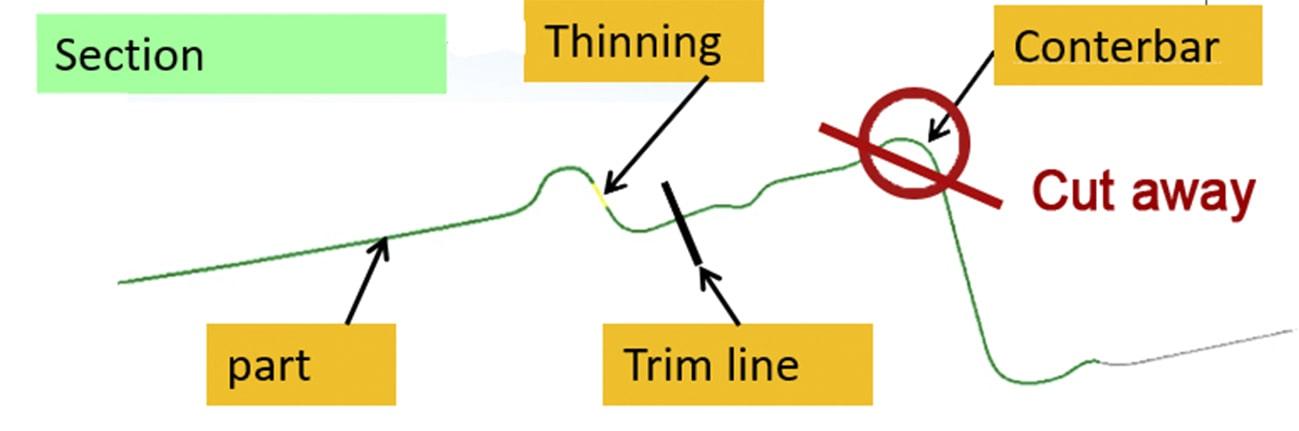
Fig. 3: The solution was to remove the geometry of the edge in the red area to prevent thinning.
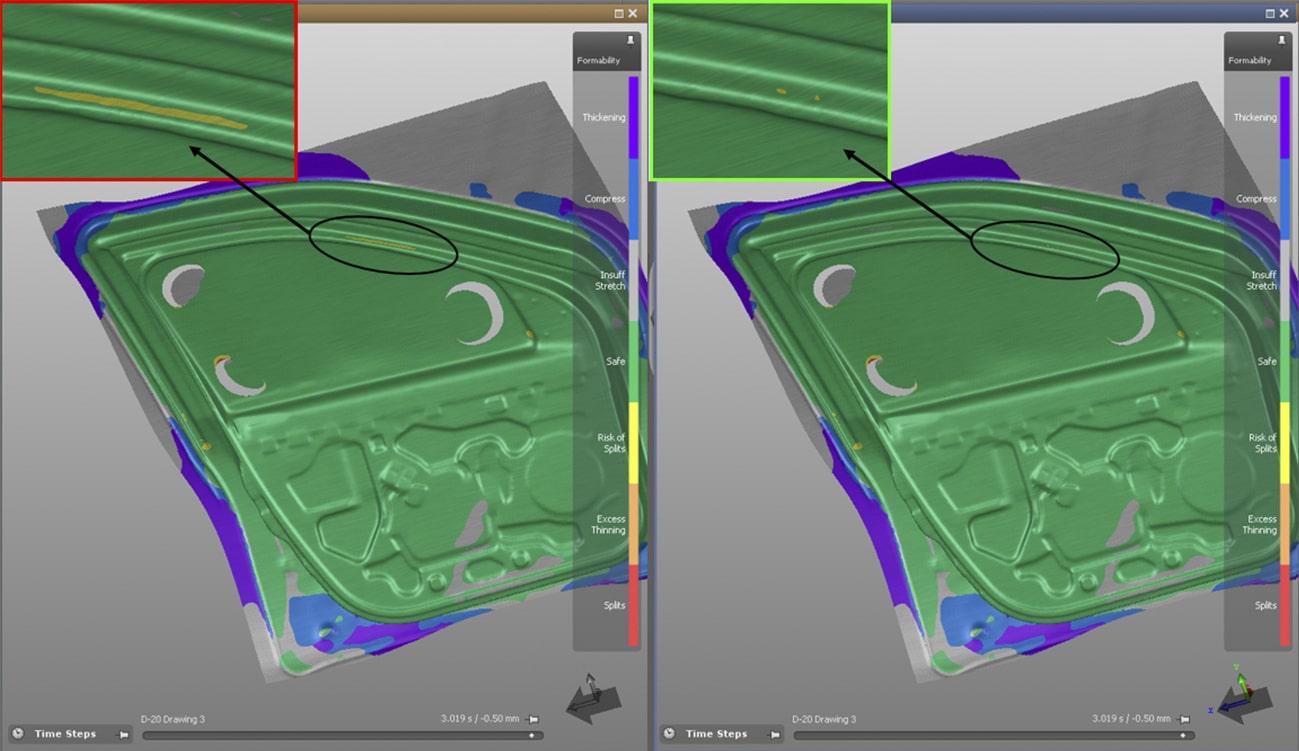
Fig. 4: (Left) The original geometry. (Right) Result after cutting the contrabar.
For that reason, we only give production the green light once the quality requirements of our customers are satisfied. The high quality we produce for the local market unlocked the opportunity to make parts for vehicles in Europe and South America and demonstrate we can meet their standards.
Using digital engineering, we can utilize tools from abroad with consistent results. Take for example the challenge to define a correct trim line for a rear door opening of a body side. At the stage of process development, our tooling supplier made simulations in AutoForm using material cards from the OEM’s database as required by customer. The simulation results were good, the blank shape was calculated very accurately and there were no cracks during tryouts at supplier because they used material with parameters very close to theoretical ones from the OEM’s database.
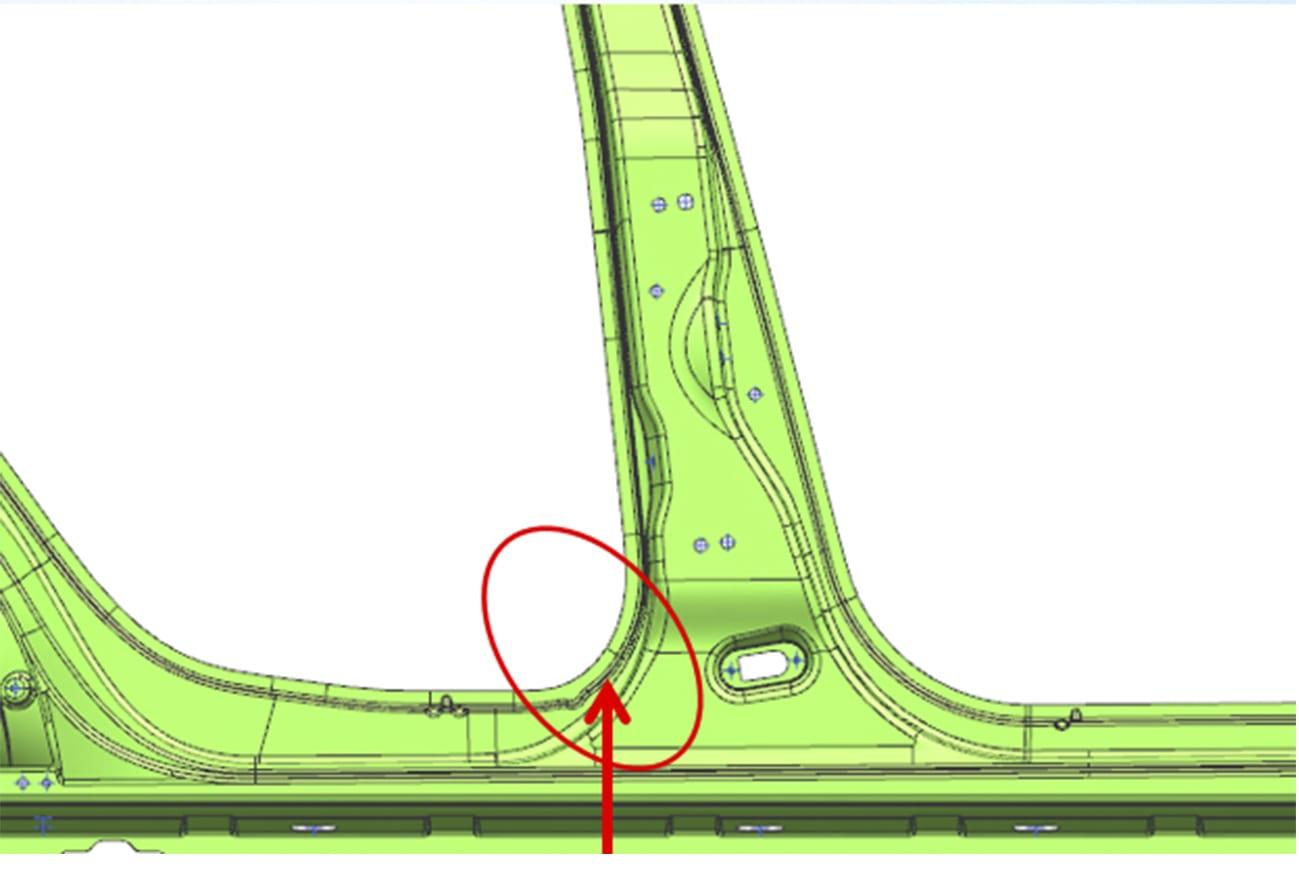
Fig. 5: The body outer side saw a split in the drawing operation
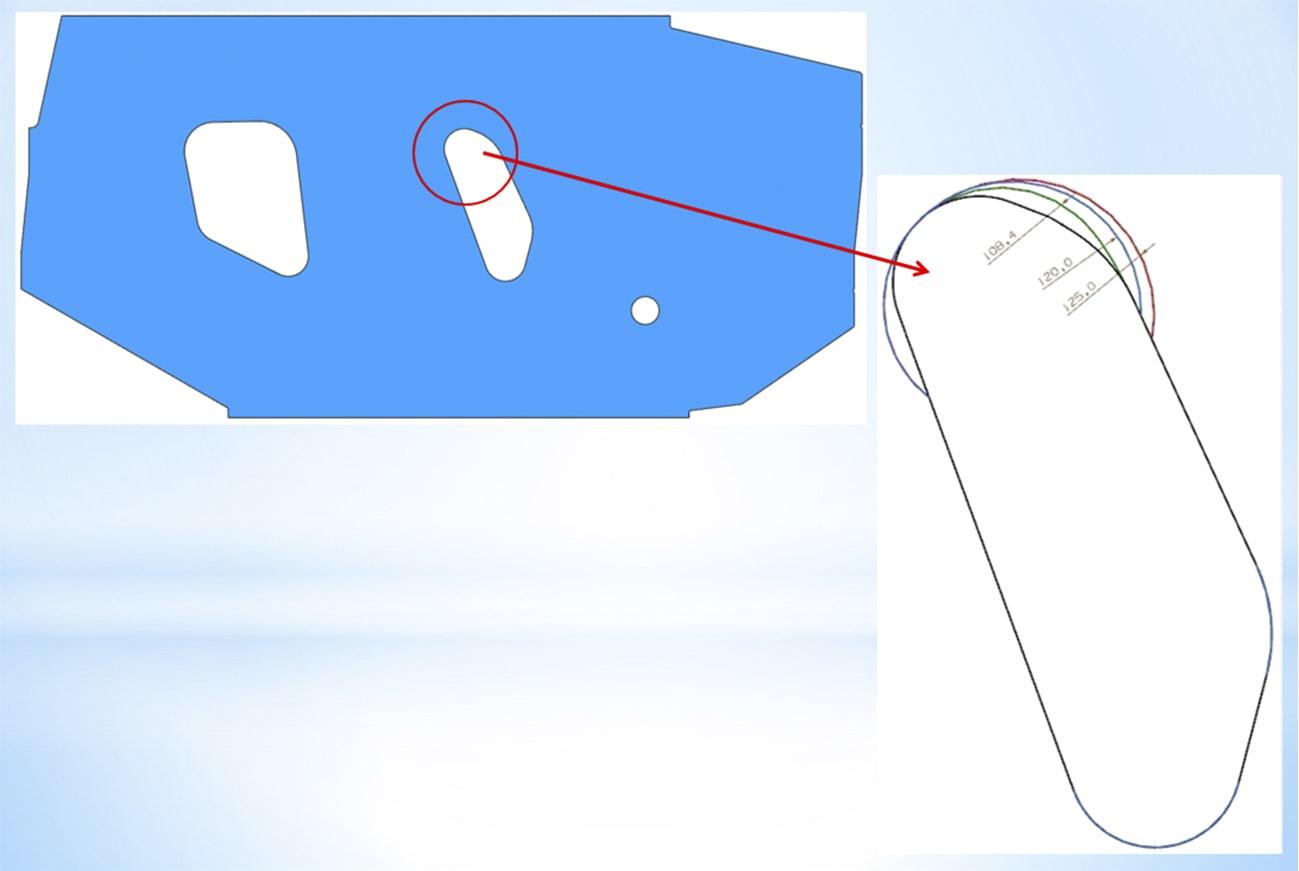
Fig. 6: We decided to try different radiuses of the cutout in the initial blank
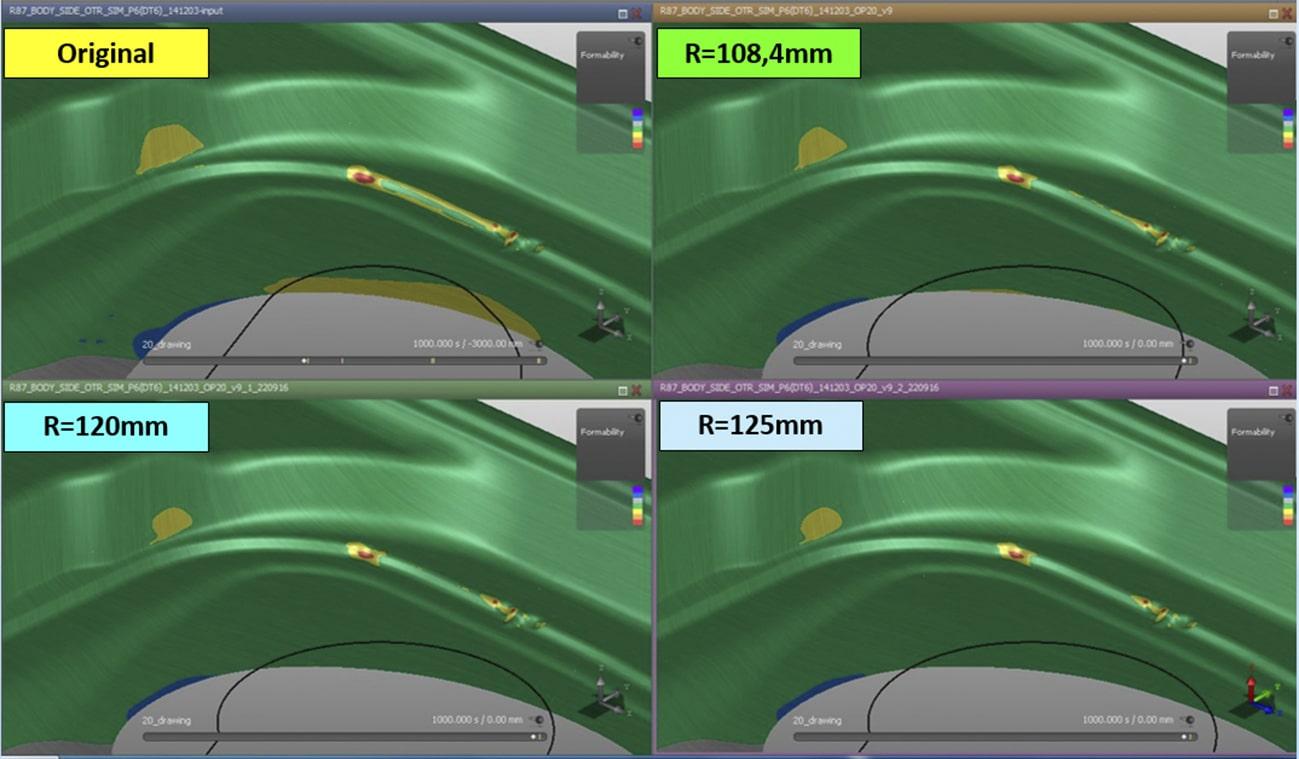
Fig. 7: finally R120 and more gives us the solution
However, when we received dies and commenced tryout in our own factory, we were challenged with large cracks in the rear lower corner of the rear door opening. We conducted analysis and then understood it occurred due to a difference in the mechanical properties between Russian supplied and foreign supplied materials. Therefore, we requested our Russian coil supplier provide material cards for that exact grade and thickness used. Following this, we made series of simulations to define the correct shape and position of trim-line which was successfully applied.
This case demonstrated that we need to be vigilant regarding material data whenever tryouts have been conducted by toolmakers outside of Russia. The properties may differ slightly, mainly in the material’s range and tolerance. Careful studies of the material coupled with creating new material is helping us avoid cracks and sustain deliverability. Robustness studies are especially critical when sourcing materials from abroad to overcome the inherent material variation.
In fact, when we encountered the OEM’s database of materials six years ago, it was apparent that they differed significantly from the Russian materials we work with. Unfortunately, proficiency is no substitution for precise material properties. Achieving simulation accuracy demands proper material testing and, at the time, AutoForm’s database did not yet contain material data from Russian suppliers. After connecting our suppliers with AutoForm, materials from companies like Severstal and MMK are now included in the database.
Like any automotive Tier 1 working with international OEMs, we need to operate according to the procedures dictated by our client. Many new simulation standards were onboarded during our partnership with the big OEMs, as many of them have their own formatting and checklist procedures. As a result, whenever our suppliers adjust their simulation parameters or deliver their own results, they must in turn adhere to these same procedures to ensure consistency for our clients. They must prepare images from the simulation results with a specific process for attaching notes and state any problems, outlining how those problems were identified. We subsequently check the reports and investigate further as needed. This uniformity allows us to send information upstream along with our proposals for well-informed change requests.
Today, as we work with multiple OEMs, our company requires a flexible engineering software solution that can effectively integrate with a multi-level delivery scheme. This requires seamless data transfer from our own suppliers to us and upstream to our clients, all without compromising speed or productivity throughout in-house and external communications. That’s where effective software is critical to our ongoing success. The fluidity, accuracy and responsiveness of AutoForm’s software have shifted our operations into cruise control, maintained even throughout our plant’s relocation. We are confident in our company’s long-term evolution, supported by AutoForm.
There’s an old Russian saying that perfectly captures our work ethic: “Дорогу осилит идущий.” This translates to, “The road will be mastered by the one who walks it.” In other words, the only way to get the job done is to actually start the project and make things happen. As for our future, while we are successfully delivering stamped parts right now, we have our ambitions set on assembly next.
Thanks to AutoForm, this way AAT can develop a good process and launch a production!
* Note: Pictures published with the kind permission of AAT’







?")



{kind=link}