
Introduction
Prior to the current case study, the accuracy of AutoForm’s stamping and assembly software was confirmed in a joint study with Italy’s Fontana group. This case study was then carried out at the site of Starq Y-Tec, a China-based tier-1 supplier for Mazda and BYD. The company is responsible for the stamping and assembly of various BiW components.
In this article, we examine their application of AutoForm Assembly, which drastically reduced the time and resources spent to obtain a satisfactory final product.
The Problem
Starq Y-Tec was stamping and assembling single parts for a popular manufacturer. At this point, they were not yet using any digital tools to simulate the assembly process; it was all done manually. As a result, there was no way to identify any issues that may arise during the assembly.
While creating a front side member for one of their clients, they came to recognize the shortcomings of a manual trial and error process.
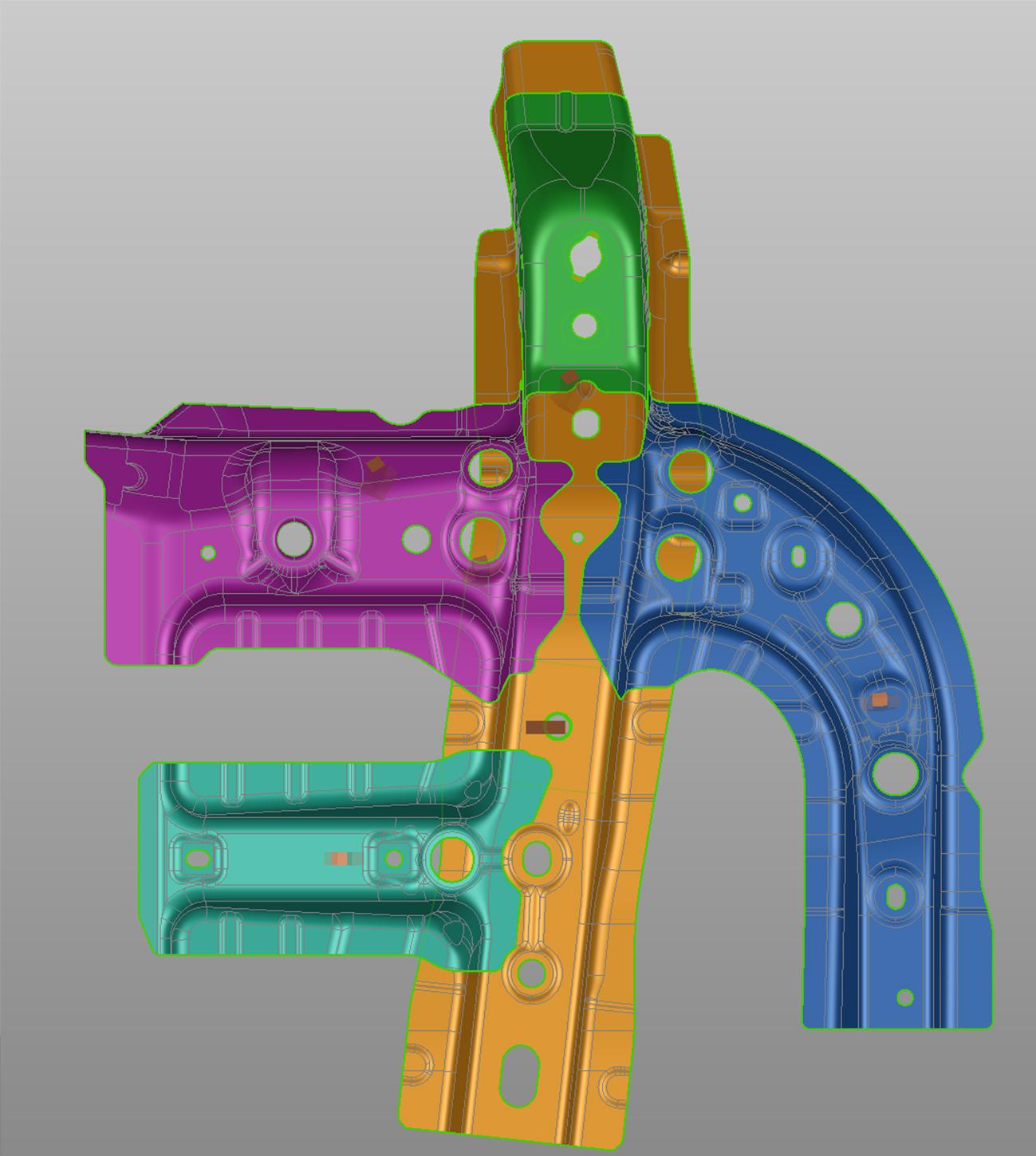 Fig. 1: The parts for assembly
Fig. 1: The parts for assembly
The stamped parts were not perfect, but they were close enough to the nominal geometry. There were some springback issues from the stamping process but since the parts were within specifications, the team went ahead with the assembly.
During assembly, the team discovered that the stamped parts were not fitting together. So, they went back to the engineering stage and redesigned the parts. The modified parts were then stamped, and a tryout was carried out. The whole process took about 2 to 3 weeks.
The tryout results were still not good enough. The physical loop was repeated several more times to reach satisfactory results. Remember that the stamped parts were within tolerance from the very first design.
Li Qi, vice president of Starq Y-Tec, explained, “Without the digital method to predict the assembly issues in advance, all the pains were discovered at the end. We put a lot of effort into making single parts in tolerance in the beginning, but we had to re-engineer and do tryouts to make parts that would fit into the overall assembly. It really costs more time and money to be achieved.”
This is a common sentiment found in the stamping and BiW assembly industry. OEMs often have to re-engineer parts to fit into the final assembly.
Also, when the parts do not fit, it is deemed a problem of the assembly team. They are often perceived as creating extra work for the engineering and tryout teams, who both believe they have done their part.
Applied solutions
When the Starq team discovered the problems in assembly, they went about the manual method and modified the process to improve the assembly results.
They tried iterations of three process tasks. These were:
- Changing the clamp position or the clamping sequence
- Modifying the weld position or the sequence of the welding order
- Modifying the various single parts to achieve better assembly results
The trial and error loop was repeated more than four times (with each lasting anywhere between 2 to 3 weeks) until a satisfactory solution was reached. Clearly, this is a slow, complicated, and inefficient method.
Not to mention the added expense of time and money — longer development lead times, higher costs, delayed production, lower quality end products and tools, and increased employee workload in the form of overtime work on weekdays and weekends to avoid production delays.
An often neglected effect of such haphazard production is employee mental health. The additional workload coupled with aimless initiatives can lead to increased fatigue and frustration, along with reduced morale and confidence. Futile bickering and blame games between the engineering, assembly, and tryout departments add to the negative impacts.
This scenario is unfortunately common in many production facilities. Customers are often shooting in the dark without the proper guidance of digital simulation on what needs to be changed for a satisfactory assembly.
The AutoForm solution
Top management at Starq Y-Tec determined that they needed to better predict the issues in assembly to bypass the above problems. They needed a faster, reliable solution to satisfy their clients who are frequently pressed for time and unable to wait days or weeks for a solution.
The Starq Y-Tec team decided to validate AutoForm’s assembly simulation capabilities as it accurately represents a wide range of processes. This project involved two main stages:
- Representing the actual parts and the assembly process as accurately as possible. The team first verified that the software could represent the challenges and complexities of the real world assembly. Then they scanned their actual part and added it to the program before running a simulation. The test part used in the study was the front side member, consisting of five individual components of the material SPCM980YL-55/55. The part thickness was 1.8 mm.
- Analyzing the actual results. The AutoForm simulation results were compared with the measurement report to verify the simulation accuracy.
Results
The results of the AutoForm simulation turned out to be very close to the measurement report of the actual assembly.
A total of 104 points were observed for the comparison. Out of these, 80 pairs of corresponding points had a difference of less than 0.5 mm, of which 56 were less than 0.3 mm apart.
Of the remaining 24 points with a difference of more than 0.5 mm, only six were more than 1 mm apart.
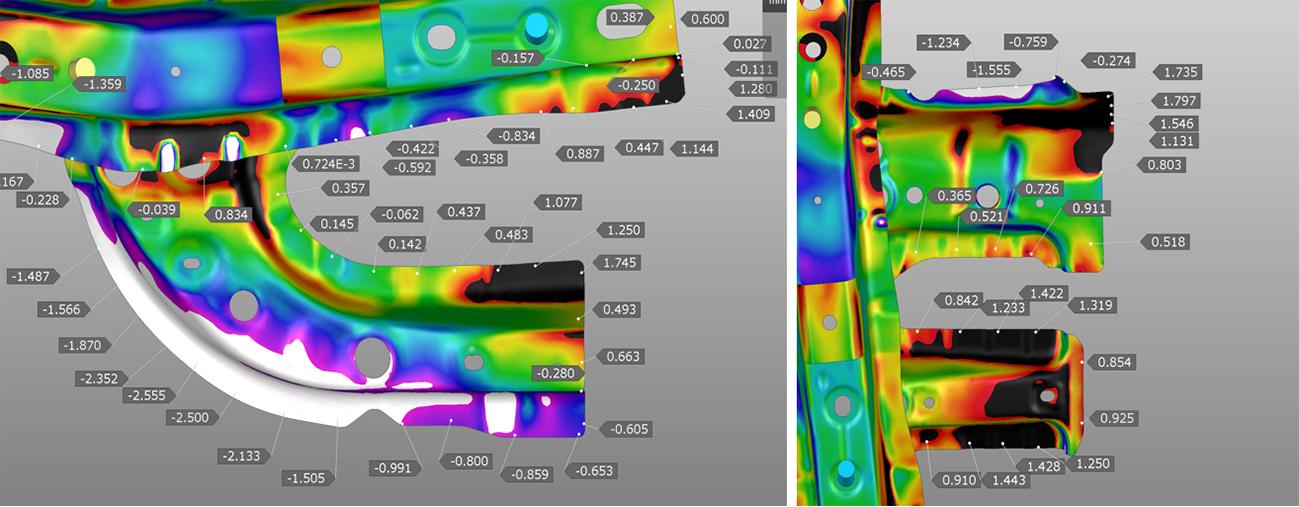
Figure 1: Assembly group evaluation
Clearly, the assembly simulation yielded a result that was very close to the actual assembly. More than 50% of the points were within 0.3 mm of each other and 74% were predicted within 0.5 mm of the actual assembly.

Figure 2: 74% of measurement points were within ±0.5mm prediction range
Thus, using the simulation, it becomes possible to predict any issues in the assembly process to a high degree of accuracy. Plus, this can all be done relatively quickly.
Applied more broadly, engineers can use it to model and develop their specific processes virtually and eliminate the physical trial and error loops currently required in the real world.
What makes the solution unique from its competitors?
AutoForm has the following three advantages over its competitors:
1. Ability to model the assembly process
The solution has a wide range of tools and settings to represent a process with great detail. This makes it ideal to model a range of assembly processes.
2. Quick setup and simulation
The setup and interface are user-friendly, requiring only a short amount of time to establish. There is no need to wait for the parts to arrive (often from different suppliers) and assemble them physically.
3. Reliable solution
AutoForm offers a dependable solution that can achieve desirable stamping and assembly results within a few virtual trials. It can also identify the most influential parts in the assembly simulation and provide target geometries to yield favorable assembly results.
Conclusion
As seen during the study, the simulation results shadowed the actual results with enviable accuracy. If the engineers had implemented the inputs from the AutoForm simulation in the engineering stage, they could have saved at least two loops each of single part modification and assembly tryout.
Combined with the Fontana Group study, we now have published 2 real-life case studies where AutoForm has proven its capability in predictably modeling esoteric processes. This directly correlates with the successes our other customers are seeing globally using AutoForm Assembly. Through its use, many companies have been able to save considerable time and expense, and have incorporated it into their standard processes.







?")



{kind=link}