
Verification vs. Reducing the Unexpected in Tryout
There have been significant advances made within professional engineering departments through the use of software to predict and avoid potential problems in the execution of a project. Simulation solutions are available for many areas of the engineering process chain, including complex systems and production lines involving several products or individual processes, such as automotive stamping. In this article, we will discuss the latter, going over the benefits of integrating simulation solutions in the automotive stamping sector.
The initial task of elaborating a stamping process is already difficult, as there are many influencing factors. Engineering needs to overcome a series of challenges, like finding the appropriate software and obtaining the necessary input data – raw material information, necessary equipment, machining precision, press tonnage, etc. Thus, they need to set up meaningful computer simulations to predict the physical results in a coherent fashion, which will facilitate process decision-making. This task is further complicated by a series of external factors, such as a lack of confidence in virtual results from conservative old school experts and, above all, by the pervasive communication barriers that exist between departments.
It’s difficult to ensure that your tool shop is using the latest input parameters following any changes made in tryout. It’s even more challenging to guarantee that the simulation is correctly executed by the tool shop and built according to digital engineering.
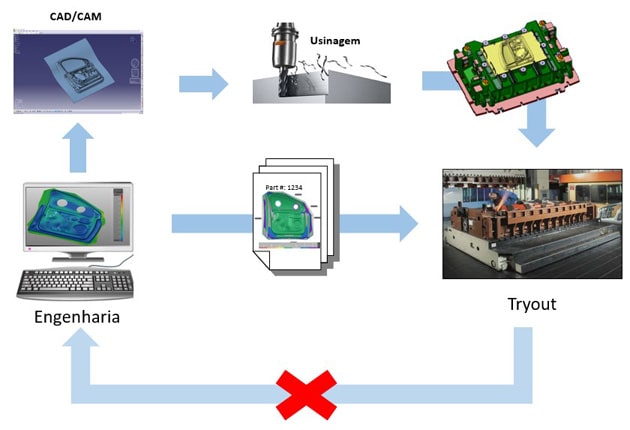
Figure 1 – Conventional information exchange flow
“Last week I was called to the tryout area; the team was worried because they stamped a sample and got several splits through the whole panel. I ran there only to find out that they had decided to stamp a sample before polishing the contact areas,” we heard from one engineering manager. According to him, tryout had decided to test before polishing just to see “what was going to happen.” They were unaware that polishing is an important step in tool adjustment. This is a prime example of the above-mentioned communication problems between departments. While the need for polishing is a well-understood point for engineering, it’s not always clear to the tryout team.
Today, it is still common to find professionals with several years’ of experience who simply do not believe that software can predict what will happen under a press. Acting upon this opinion, they end up stemming the technological evolution that could increase the efficiency of an entire tryout team.
One of the biggest current challenges in company management is successfully integrating various departments, eliminating communication breakdowns and directing the entire team towards the final objective. In order to work together effectively, everyone must share the common goal of producing the highest quality stamped part in the least amount of time possible and at the lowest cost.
There are a number of theories on how to improve this communication and integrate teams. One method aims to involve the tryout team during the development process of the engineering package. Using their wealth of practical experience, they often have valuable inputs for the definition of the process. In addition, and once they feel part of the development, they can adopt the projects as their own and thus fight for its realization in the tool shop.
This theory is based on stakeholder management, exemplified in Figure 2, which emphasizes the need to involve all team members who have any influence on the project from its inception. This makes them feel more engaged, part of a whole, and thus more inclined to favor the team. In this way, the distance between departments can be minimized, promoting healthy communication and a cohesive finished product.
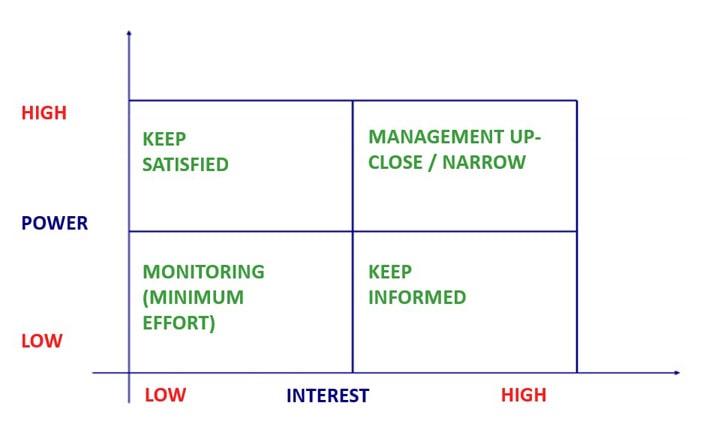
Figure 2 – Power/interest mapping – Source: FGV
Just like many strategies involving human engagement, the theory outlined above is easier explained than executed. It requires direct action by management and supervision of all departments involved so that the main objective can be achieved.
Although each company has its own methodology, the tryout begins once all the initial adjustments have been made, ensuring that the necessary contact is made when closing the tools (spotting). From there, the first correlation is sought with the development in the engineering phases, i.e., finding the same draw-in of the simulation in the stamped part during the tryout.
Important and often overlooked factors play a significant role in the end-result. Highlighted among these factors are the following questions: Is the same raw material used in both simulation and tryout? Is the initial position of the blank correct? Are friction conditions consistent with the tribology system (i.e. the tool has already been polished, as assumed in the simulation)? Is the geometry of the draw-beads in line with the initial target? Do the geometries of the tools follow the simulation?
Most of these factors can be verified. However, often when something unexpected occurs in the tryout, compounded by the pressure of producing quick results, contingency plans are adopted and the correlation control between what was simulated and what was performed is lost. To avoid these problems and maximize the efficiency of the tryout, we can use technologies already available on the market, covering the application of the simulation, directing actions and maintaining the desired correlation.
These technologies already allow us to go beyond traditional simulations by predicting results based on a range of variation and no single inputs. In this way, we can make adjustments to the tryout based on the actual data. This ensures the stability of the process and that it is always within the process window (Figure 3) by engineering, reducing not only the tryout time but also the losses resulting from downtime of production, such as those that occur when changing coils, due to tool wear, heating, etc.
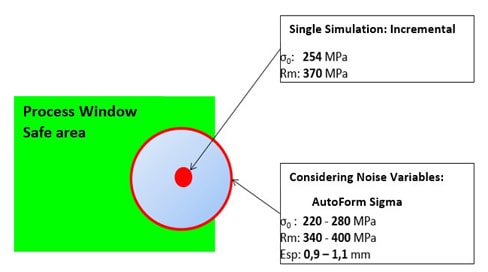
Figure 3 – Process window
It is also possible to upload this information to the user of the tryout team, so he can execute a status checklist of both the tool and the process at the starting point of the tryout. Based on this information and the simulations performed by the engineering team, the software will propose solutions for the adjustment of the draw-in. It may indicate, for example, which draw-bead must be modified and which modification must be made, based on a reduction strategy previously defined through the collaboration of both the engineering and tryout teams.
In addition to proposing solutions, the software also allows the tryout toolmaker to test the results if the change is made. In this way, it is possible to document all of the changes, e.g., ensuring that the springback results which were already studied and compensated by engineering are not compromised. We can see an example in Figure 4, where the image on the left shows the result of springback in the nominal situation, i.e., as they were originally simulated. On the right, the sliders that control the draw-bead dimensions were moved and the software shows the springback results corresponding to this new bead configuration.
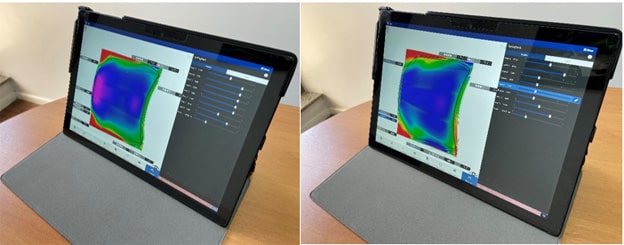
Figure 4 – Springback results as a function of modifications in the draw-bead geometry
Software solutions contain the immediately recognizable information of today’s engineering (level of stretching, thinning, conformation limit curve, etc.), but also the less apparent information used in the tryout. Using technology to involve and integrate teams from the beginning becomes essential, and it can increase efficiency once everyone joins in the evolution. Forming one cohesive team can prevent employees from feeling threatened by technology and better utilize the vast combined knowledge and experience of all members.







?")



{kind=link}