
Removing the Unpredictability Before it’s Too Late
While some medium strength steels show predictable springback behavior, most higher strength steels, complex phase steels, and even aluminum are comparably erratic when it comes to springback. This unpredictability poses one of the biggest challenges in the sheet metal forming industry. The inability to compensate the tools accurately can result in losses amounting to tens of thousands of dollars. The topic we will specifically address today is one that affects the compensation process significantly, yet many users remain oblivious to: checking the process robustness or sensitivity before compensating the tools.
In the design phase of the metal forming process chain, the tools are virtually compensated once good formability is achieved. But the virtual compensation applied on the single process point simulation doesn’t account for the uncontrollable noise variations in production — resulting in real life sheet metal behavior that diverges from the simulation results. Single process point simulation means that the simulation only accounts for fixed values for material properties, blank thickness, lubrication, etc. But in reality, when it comes to high volume production, there will be variations in the above-mentioned parameters from their fixed value between different material suppliers and even different coils. These variations are significant, yet largely uncontrollable. The result is a sizeable difference in the way the panel springs back in reality, which defeats the purpose of compensation in the first place. This inevitably leads to multiple tool re-cuts, which is costly in terms of time and resources.
AutoForm has developed a comprehensive approach to achieving robust compensation that accounts for the noise variations in question. Let’s look at a simple example of an underbody cross member that has passed the virtual formability test in the design phase. At this point, it’s critical to examine the robustness or sensitivity of the process. It takes just a few button clicks to set up a robustness simulation that accounts for all the common noise variations in the process with acceptable ranges. Typically, these include material properties such as yield strength, tensile strength, and r-value, lubrication, blank thickness, etc. The noise variation ranges are pre-defined in AutoForm standards based on 80% of the materials we’ve dealt with. Of course, the user must cross-verify these ranges for their particular project by validating it with the material supplier’s log files for the past few months/years of data and edit the range as necessary. A typical robustness setup within AutoForm is shown in Table 1. The material’s yield and tensile strength must always be inter-dependent through a correlation factor (which AutoForm software determines automatically). The ranges can be defined either in percentages or absolute values.
| Noise parameter | Correlation factor | Min | Max | Std deviation |
| Yield strength | 315 | 385 | 3.33% | |
| Tensile Strength | 1 | 624 | 694 | 3.33% |
| Lubrication | -10% | 10% | 3.33% | |
| Blank thickness | -10% | 10% | 3.33% | |
| Material R-Value | -10% | 10% | 3.33% |
Table 1: Robustness setup in AutoForm
After the simulation is completed, AutoForm gives the user several options to analyze the process robustness. One of the critical functions to verify prior to compensation is the process capability (Cp). In basic terms, Cp reflects the consistency or repeatability of the process. If the sheet metal springback isn’t repeatable over the course of several stampings, then applying compensation is futile because it won’t be stable. Think of practicing penalty kicks in soccer; if you’re kicking the ball away from the goal post but at the same exact spot every time, that’s a good thing because your shots are predictable. Eventually, you can adjust your technique to kick the ball consistently into the goal post. Our approach works the same way; you need to be consistent with your springback for a large data set before compensation — that way, you can recalibrate to achieve stable tool compensation and reach your dimensional tolerances.
As you can see from the image below, the Cp function shows that the panel features high variations in springback. The simulation also indicates the potential scrap rate had the user gone ahead with the same sensitive process. In this case, the average scrap rate in some regions is around 7%. For an average automotive production volume of 300,000 parts/year, that is an astonishing 21,000 parts scrapped due to erratic springback caused by process parameter fluctuations.
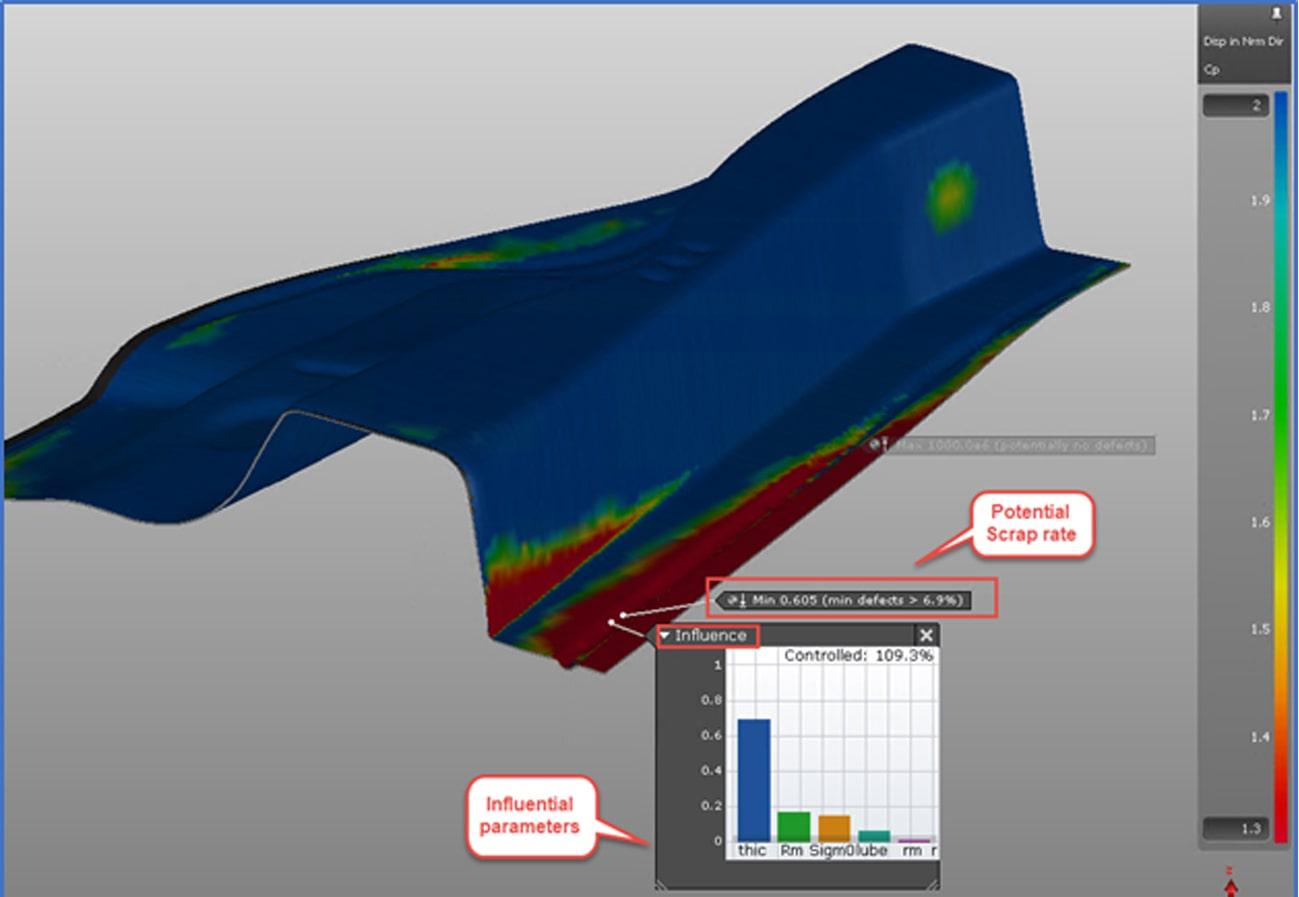
Figure 2: Springback Robustness map and “red area” most influencing parameters
Furthermore, the analysis provides deeper insights into the most impactful noise variations. In the current example, the blank thickness is the most influential parameter; this means that if the coil produced is flimsier than the simulated version, then there will be a significant springback anomaly, resulting in a high scrap rate.
At this point in the design phase, the user can foresee the potential issues virtually and make changes to the process to benefit from huge savings in time, cost, and resources. For example, in this case, the user may decide to stiffen the beads adjacent to the region of high springback variation. Stronger beads would induce a higher level of plastic strain, which could potentially solve this particular problem of springback instability.
An ‘all-in-one’ approach to making these changes and re-evaluating the process robustness can be performed using one single simulation file. This approach combines the existing robustness setup with optimization, wherein the user can re-evaluate repeatability (Cp) while optimizing the beads to induce a higher amount of plastic strain, simultaneously keeping the risk of splits under control — as shown in the image below.
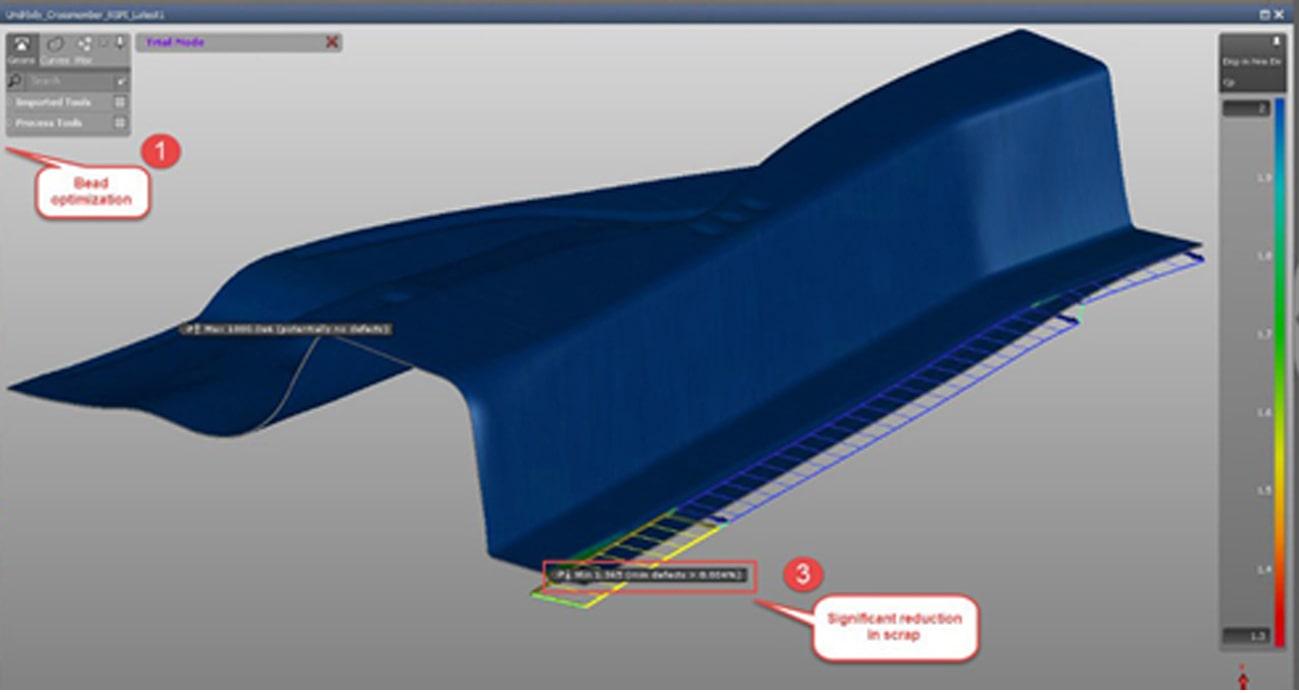
Figure 3: Robust process improvement
While users may see this initial approach as time consuming, it turns out to be the biggest time saver if implemented early on in the process chain — never mind the savings in cost and resources. Many users in the U.S have begun reaping the benefits of this comprehensive approach. For that reason, we hope this blog reaches other users who can leverage the advantages of robustness prior to compensation.
You may also be interested in this post, “Mahindra Tool and Die Plant: Hood Outer Springback Reduction without Springback Compensation,” which we highly recommend reading.







?")



{kind=link}