
It is clearly known that the friction during both cold and hot stamping process is not constant and it has strong dependency to several parameters such as contact pressure and temperature distribution. For the cold forming simulations, the physical-based TriboForm friction model has already been a well-known solution to accurately incorporate this phenomenon into forming simulations. But it was not possible until recently to use this four-dimensional friction model for hot stamping simulations. Therefore, the current industrial standard for simulating the hot stamping parts is still to apply a constant coefficient of friction in a range of 0.45 ~ 0.5. As a result, each OEM has defined a specific standardized friction coefficient value based on experience. Introducing the TriboForm friction model for the most common material of hot stamping, Boron Steel (22MnB5 (+AlSi)), in the latest versions of Forming R10 and TriboForm Analyzer 4.0, enables users to apply an advanced friction model into hot stamping simulations as well. In this blog post, to solve the mis-matching issues between simulation and try-out the effect of the advanced friction model on simulation results of two hot stamping parts, B-pillar and A-pillar, by KIA Motors are studied.
Case 1: B-Pillar (22MnB5 (+AlSi), 1.6t)
Kia Motors produces many types of B-Pillar through the hot stamping process. The common practice in the engineering phase of these parts is to apply the constant coefficient of friction (µ) of 0.5. However, for some of these cases under the standard simulation settings, the tryout results show inconsistency with the simulation results. Figure 1 demonstrates a clear necking which occurred only in the middle of a B-pillar, and there was no additional necking or splits on other areas during the tryout.
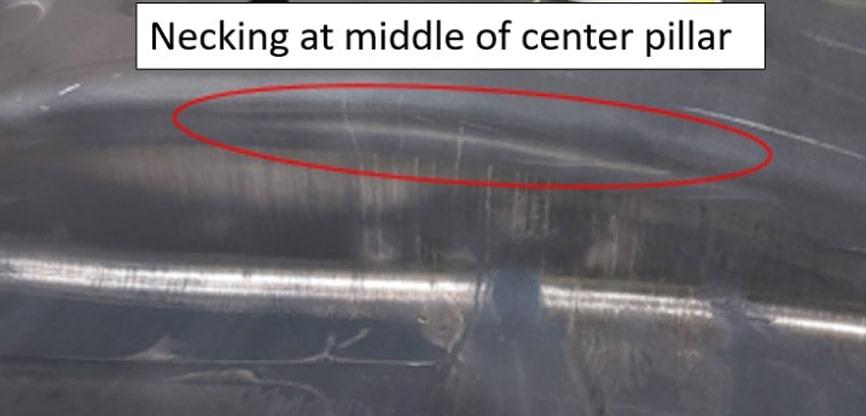
Figure 1. Necking issues at the middle of B-pillar
However, the result of simulation was slightly different from the actual results. In the simulation by applying the constant coefficient of friction, split was predicted at three locations (Figure 2). While the simulation results correctly predicted a split at the central area (Area-B) corresponding to the tryout results, the other two regions with splits (Area-A and Area-C) were not found during try-out.
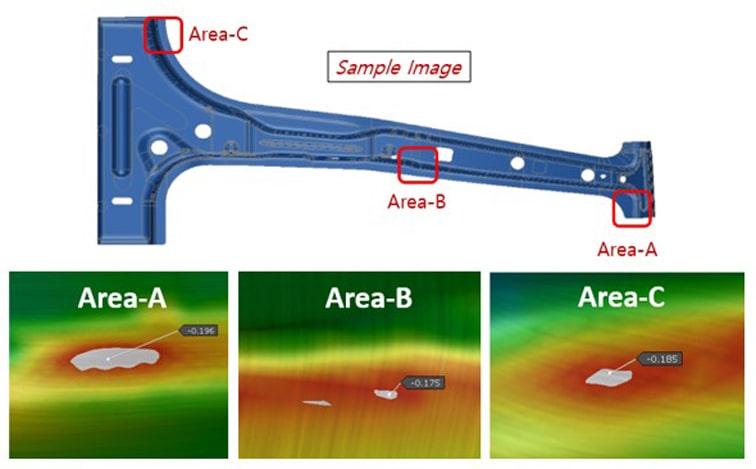
Figure 2. The thinning results indicates the split at unexpected areas (A and C) using the constant coefficient of friction (µ= 0.5).
The recent Forming R10 and TriboForm Analyzer 4.0 releases has introduced a four-dimensional friction model of 22MnB5 steel with AlSi coating, which describes the dependency to contact pressure, sliding velocity, temperature and strain for the hot stamping processes. By using the TriboForm plug-in, this friction model can be easily and quickly incorporated into the forming simulations. Therefore, KIA was equipped with a new advanced tool to investigate the effect of frictional behavior on the forming simulations, the weakest link in hot stamping till recently.Simulation results applying the TriboForm advanced friction model shows that the thinning values at Area-A and C are significantly decreased and predicted as safe area (Figure 3), now matching very well to the tryout results. In addition, area B has higher thinning value and the split issue was clearly predicted.To explain the effect of friction on the forming, the distribution of coefficient of friction is displayed on the part surface (Figure 3). It is not anymore constant but during the stamping process shows a large variation depending on the process conditions such as temperature distribution and the contact pressure between tool and sheet (Figure 3), which clearly affects the forming behavior.
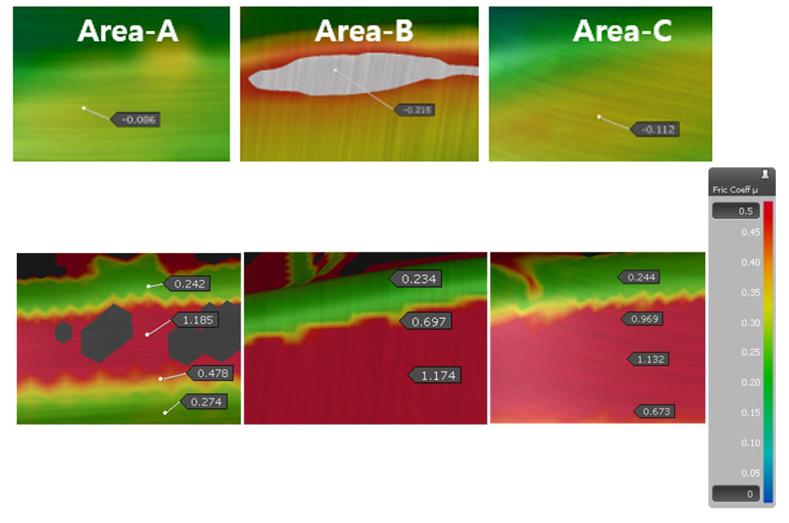
Figure 3. (Top) Thinning results using the TriboForm friction model which shows a clear split at Area-B and no-split at areas A and C matching the try-out results. (Bottom) Distribution of friction on the same areas which shows its variation depends on the local process parameters.
Summary: The same promising results were found for the A-pillar part. Generally, to improve the accuracy of the simulations, adjusting the coefficient of friction is a common approach by stamping simulation engineers when having mismatch between the simulation and tryout results. However, as shown for these two application cases, applying a constant friction value to simulations may lead to unpredicted formability issues. Hence, applying the advanced friction modeling of TriboForm for stamping simulations which reflects the real world in the virtual world can bridge the two worlds one step further. In particular, for the hot stamping parts, the variation of the friction coefficient during the stamping process is much larger than general cold forming, so it is very important to apply the advanced friction model in the stamping simulations.







?")



{kind=link}