
The Quality of Hot Forming Simulations Is Surging
Until recently, frictional behavior during hot stamping had only been studied in scientific literature. This is because there was no industrial solution to integrate an advanced friction model like cold forming into forming simulations. In this blog post, Dr. Alper Güner from AutoForm and Dr. Johan Hol from TriboForm describe this missing link in hot stamping simulations and a recent breakthrough development to tackle it. This is a critical topic based on the substantial impact of frictional effects on hot stamping according to literature.
Currently, there is enough experimental evidence to show that friction coefficients evolve during hot stamping operations. However, hot stamping simulation results have thus far been derived from calculations that use a constant friction coefficient. Therefore, it was important for numerous parties including steel suppliers, OEMs, and AutoForm to improve the current industrial standard. To that end, a development project involving Tata Steel, Volvo Cars, and TriboForm was defined to accurately simulate the real frictional conditions in hot stamping — including the ability to describe the heat transfer coefficient between the sheet and the tools next to the friction model.
The new heat transfer model developed through this project is groundbreaking. During the forming operation, there is heat transfer between the sheet and the tools. Yet, the final inherent material properties of the part are determined as the sheet cools down. While this resembles advanced friction analysis during cold stamping, it had never been accounted for in hot stamping.
The Weakest Link in Hot Stamping… Until Today
Process engineers employ very sophisticated models including temperature dependent R-values, and we can calculate temperature dependent FLCs. Consequently, the accuracy of hot forming simulations is comparable to normal cold forming simulations. However, despite adopting such sophisticated models, most engineers are still using a constant coulomb friction model, generally with a friction coefficient of 0.45. Yet, process engineers across the board would agree that friction is not a fixed value in reality.
Even intuitively, anyone could recognize that friction cannot be constant during the hot stamping process. A glowing hot sheet exits the furnace at approximately 930°C. There is a transfer time of eight to ten seconds before the sheet is placed on the tools at around 800°C. Now consider the coating as the glowing hot material meets the forming tools. Throughout the forming process, the temperature, contact conditions and velocity are all changing. When using a fixed value for the friction coefficient, these physical fluctuations are oversimplified and reduced to a single number.
The First Steps: Developing the Advanced Friction Model and First Validation Case
A partnership between Tata Steel, Volvo Cars, and TriboForm over a two-year project resulted in the adaption of TriboForm’s four-dimensional friction model, which describes friction properties in hot stamping using experimental test results from Tata Steel. The initial validation phase was performed on numerous Volvo car parts to verify the improved simulation accuracy.
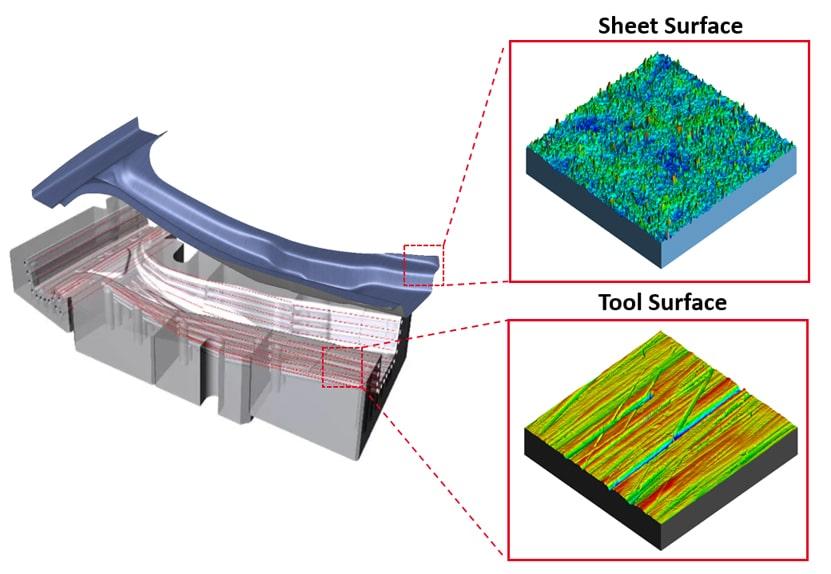
The model considers the effect of the sheet coating, the material properties, the effect of the adhesive behavior between the sheet and the tool, and the process conditions like contact pressure, strain in the sheet material, interface temperature, and sliding velocity. Cold forming simulations already supported a similar four-dimensional friction model that accounted for a temperature effect. However, this temperature effect on friction is quite different in hot forming than cold forming, so the friction model was further developed by TriboForm.
The TriboForm advanced friction model for hot stamping considers four different aspects of process conditions. First, the effects of temperature dependency, including the reduction of material strength due to temperature increases. Second, the interface effects include how the material adheres to the tool material and the shear strength between the sheet and the tools, which are also temperature dependent. Third, the material property considerations include material strength and the effect of temperature on the sheet coating, which is normally aluminum silicon. Finally, the model considers changes in friction conditions under contact pressure and strain, such as when the material is stretched, and velocity dependency during the operation.
Currently, both friction and heat transfer coefficients are directly accessible as a package through the release of AutoForm R10. Process engineers in the industry do not need to conduct additional experiments or upgrade their theoretical or practical knowledge in tribology. By simply clicking a button, software users can access this array of knowledge and historical developments.
Tribology is complex — but TriboForm makes it easy.
Readers can access the original from Application of an Advanced Friction Model in Hot Stamping Simulations: A Numerical and Experimental Investigation of an A-Pillar Reinforcement Panel from Volvo Cars – IOPscience, published together with Volvo Cars, Tata Steel and the Technical University of Dortmund.
Lastly, Dr. Sanaz Berahmani, Technical Product Manager of TriboForm, will present a talk entitled: “How important is advanced friction modelling for cold and hot stamping sheet metal simulations?” during Forming in Car Body Engineering, which will also shed light on the topic of tribology in cold forming and hot stamping.







?")

")

{kind=link}