
Introduction
Initially, Mabe focused on producing kitchen cabinets and integrated furniture. Thanks to its rapid growth, the company became Mexico’s largest appliance exporter by 1960. By the 1990s, Mabe was responsible for designing and manufacturing over two-thirds of the gas stoves and refrigerators sold in the United States. Additionally, 95% of appliances sold under the General Electric brand were produced at Mabe’s San Luis Potosí factory, which is the largest kitchen manufacturing plant in the world. In this case study, we examine the methods and tools that have assisted Mabe in improving their appliance production and speed since the company’s acquisition.
Challenges in home appliance manufacturing
Today, modern households have access to over 50 different types of home appliances. These appliances not only need to incorporate the latest technology but also have to look attractive. Designers continuously change the appearance of each new version to give it a fresh look.
The home appliance industry is highly demanding and requires innovative solutions to create successful products quickly. Often, the more visually appealing a product is, the harder it is to manufacture. For example, take the lid of a washer/dryer. If it’s not a glass lid, lift it up and look at its bottom side. You’ll notice the extensive use of the hemming process, with numerous return flanges. The lid must match the curve of the washing machine’s top, even if it’s flat, and the handle must be large enough for the user to lift the lid comfortably. All of these features must align and fit together precisely to ensure the overall assembly is in tolerance.
Such demands make it necessary for Original Equipment Manufacturers (OEMs) to use digital tools to evaluate designs and make decisions quickly. This is why Mabe began using AutoForm three years ago. Before we dive into the new process at AutoForm, let’s first understand how appliances have been traditionally manufactured.
The traditional process
Traditionally, design engineers would create the complete design for a part, which would then be sent to the die shop to assess its feasibility and formability. The focus of design engineers is to create products that are both functional and visually appealing. However, they are not typically knowledgeable in forming limit diagrams (FLDs) for various materials, nor do they have access to the tools required to evaluate each part for various manufacturing processes.
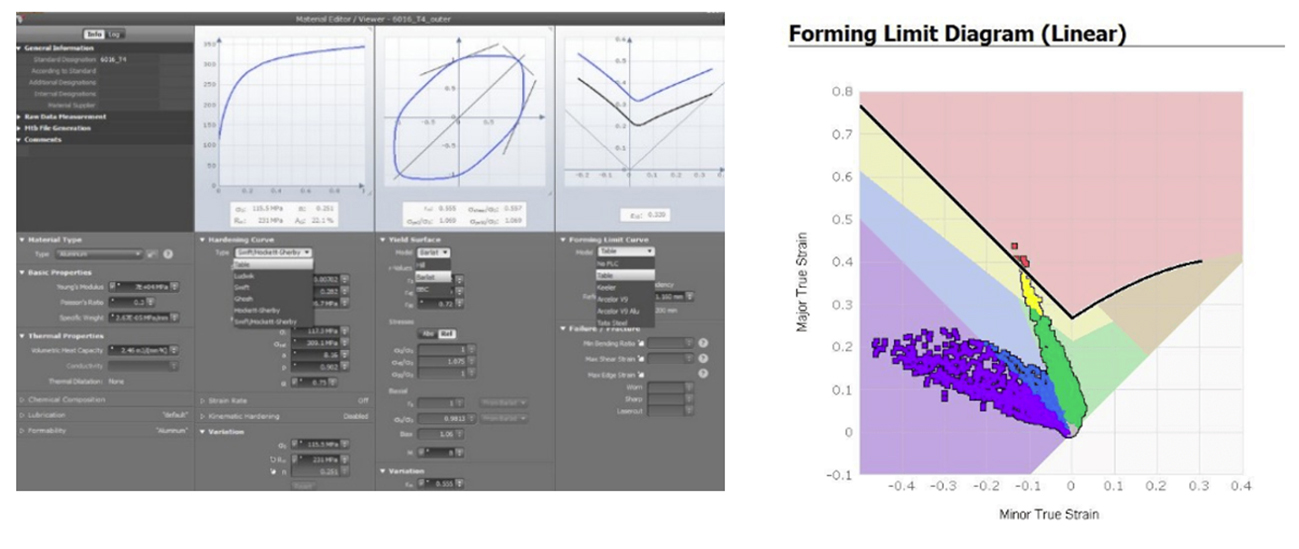
1.- Forming Limit Diagram and Material Cart
Both simple and complex parts can pose challenges during manufacturing. Even when produced to specifications, the assembly process can be equally challenging. If the parts cannot be manufactured or assembled according to the design, the die shop will have to request changes from the product designer. This often occurs at a stage in the development process that affects multiple parts. Typically, there are multiple exchanges between the two teams to arrive at the optimal design, which can take weeks and even months for just one part. Even the simplest products can be complex and consist of many parts that need to be managed, as shown in the assembly view of a stove below.
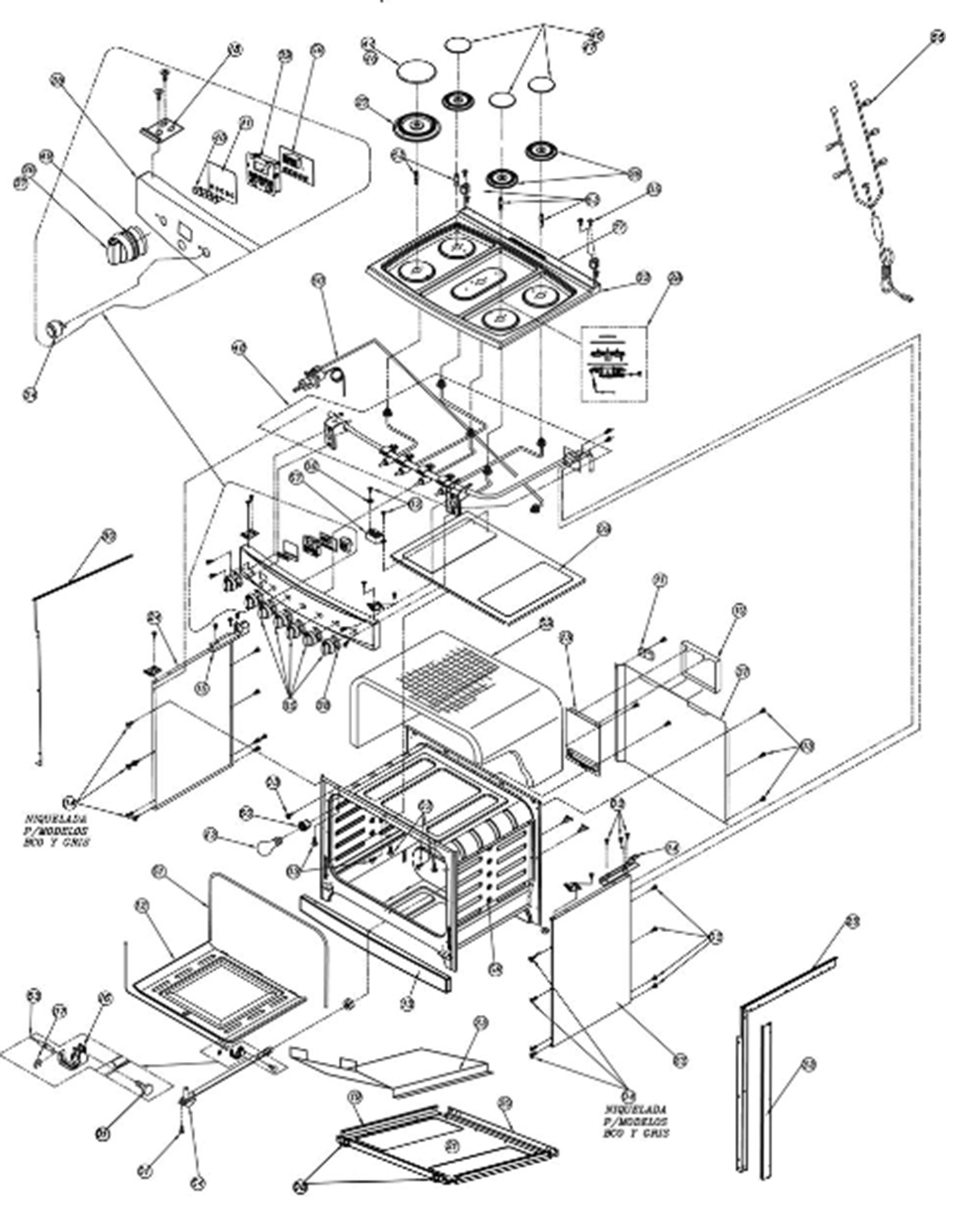
2.- Stove Assembly
The simulation team
The simulation team located at Mabe TyP Querétaro performs the feasibility evaluation of each piece for stamping, before moving on to the design stage. They provide support to the stove, washer, and refrigeration departments and primarily focus on class “A” parts, which are the most challenging to manufacture. However, they also work on other structural parts using transfer and progressive processes.
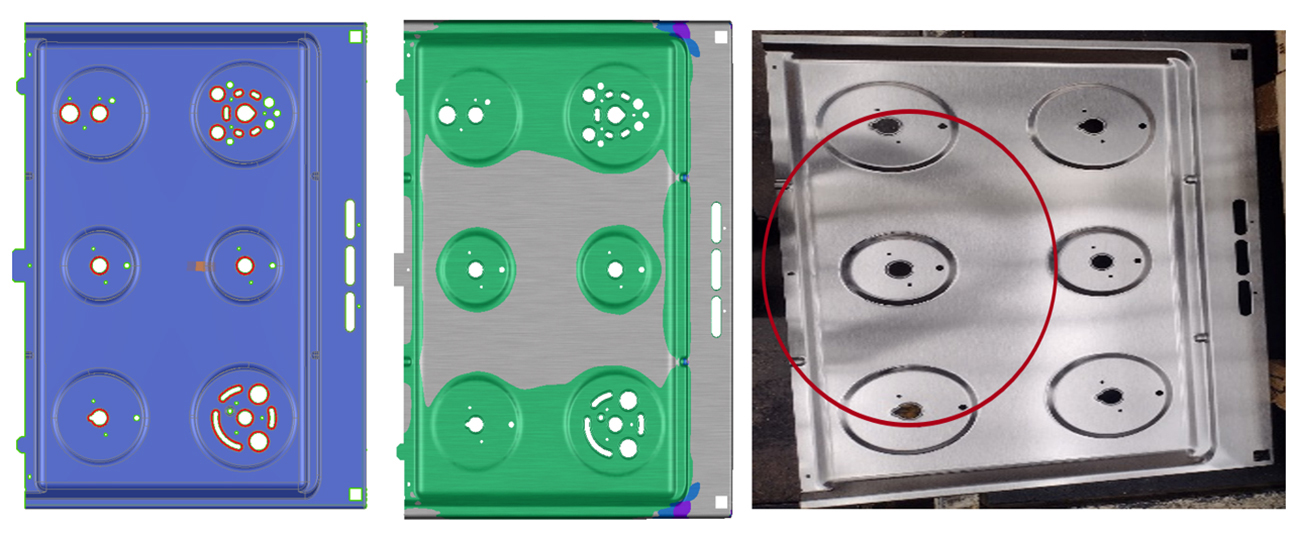
3.- CAD Part, Simulation, Actual Part.
In the above image, the gray zone represents an area of insufficient stretching, leading to a semi-bubble in the center of the part when it returns to its natural state. The simulation team at Mabe uses AutoForm software to evaluate the proposed designs and builds an overall process design for stamping parts, analyzing it virtually for potential issues and opportunities for improvement early in the design process. If any inconsistencies or limitations are discovered, the simulation team returns to the design team, using AutoForm to explain the critical points and necessary changes, along with the reasons behind them.
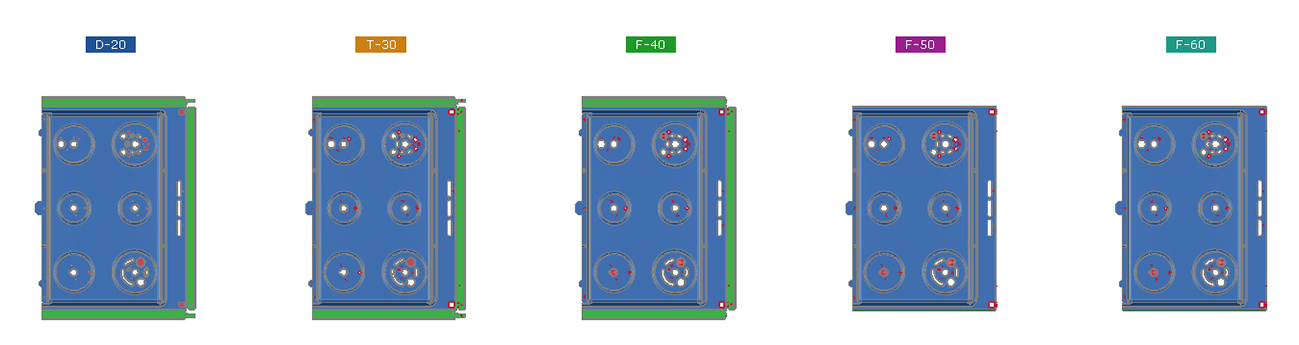
4.- Virtual Process
The simulation team also works closely with the tooling engineers. With their expertise in tools, they can recommend and validate changes through simulation, streamlining communication between the design team and tooling engineers and significantly reducing the time needed to develop formable and workable parts. Furthermore, all these decisions are based on data, making them crucial for effective communication, future product development, and those responsible for delivering the final product. The simulation team plays a vital role in accelerating the manufacturing process by collaborating with tooling and design engineers to create a product that is not only aesthetically pleasing but also of the highest quality.Top of FormBottom of Form
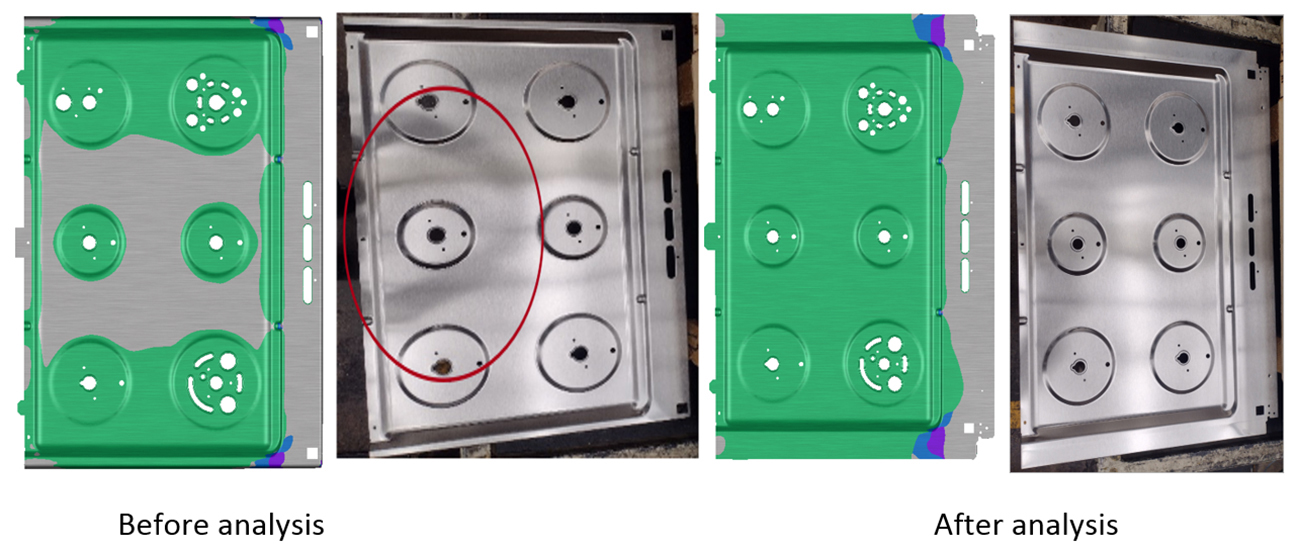
5.- Process improvements
The process analysis shown in the images above highlights a problem and countermeasures are applied to improve the part quality. The improvements are evident in the increased stretching in the center of the piece and reduced geometric waves on the surface. By thoroughly outlining and analyzing the entire process, the time to move from the conceptual phase to the production phase is reduced by weeks or even months. MABE estimates that they save 40% or more time compared to traditional processes. This, in turn, translates into significant savings in terms of man hours for each project.
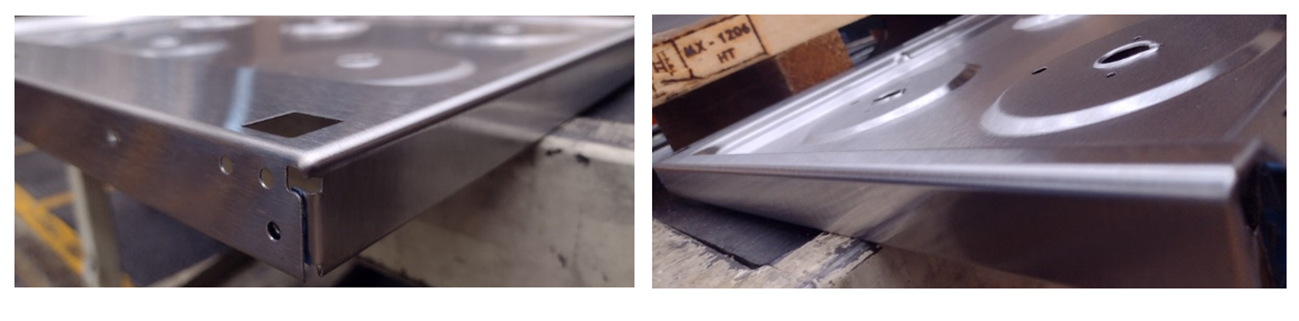
6.- Better surface quality.
Conclusion
The Simulation Team at Mabe continuously strives to enhance their procedures and stay ahead of the curve. Their proficiency in tooling gives them a comprehensive understanding of the manufacturing process, taking into account both software and practical considerations. They successfully strike a balance between meeting the design engineers’ desired aesthetic and the die shop’s capacities.
Mabe’s methodology is a prime example of the results that can be achieved through innovation, leadership, efficiency, clear communication among all parties involved, and the utilization of powerful simulation tools throughout the entire product development and engineering journey. Their streamlined approach leads to a minimum savings of 40% on total setup time.







?")



{kind=link}