
Dr. Jakub Machálek on Systematic Process Improvement
In this guest blog post Dr. Jakub Machálek from PWO describes issues concerning the stability for part formability and the way towards robust process through systematic process improvement using AutoForm. This is a most welcome post from PWO, a recognized leader in lightweighting.
As with any other branch of industry, mechanical engineering is subject to current trends and innovative solutions. The pace of progress of mechanical engineering is most evident in the automobile industry, which has recently undergone a series of major changes. And not only technical innovations, but also in the production process. The main trends include pressure on automakers to reduce costs and increase production efficiency in their factories and among suppliers. Harmonizing the feasibility, functionality and precision of parts involves the sheet metal forming industry. Thanks to continuous progress in this field, we now have the opportunity to design practically any part with the maximum utilization of the mechanical property of the materials. Another factor that undoubtedly has an impact now and will continue to have one for the future of the automotive industry is the ongoing tightening of environmental requirements for CO2 production and safety standards.

Fig. 1: At the center – PWO CZ
It is perfectly understandable that the customer requires a high-quality part that complies with prescribed geometry at the lowest possible cost of the press dies. Maintaining stable geometry requires a precisely designed technology, i.e. the production technology concept for the part. This is the most important part of the pre-production planning process. At this point, the initial state and quality of the final part are determined. By properly and correctly choosing the technology concept, we can prevent later problems during the actual production. These problems, of course, are not related solely to quality issues like the risk of splits, wrinkling, excess thinning, and springback, but it also includes difficulties in the functionality of the tool itself, such as positioning and transferring the workpiece between stage and problems with velocity strokes, stamping in serial production, etc.
All these issues are actually the costs for methods that are insufficiently precise, and they “love” to remind us of this fact during the next serial production. The fact of the matter is, all tools and presses face these issues. A tremendous and invaluable aid at this moment is the experience of toolmakers and molding, development and design specialists who can use their experience, together with modern procedures, to uncover the cause of many problems during the preparation phase of technology concept and design of the tool.
Using these advantages and the expertise of professionals have made the company PWO Czech Republic (hereafter PWO) a leader among other makers of tools and presses. PWO provides complete development activities for deep drawing of sheet metal, including designing workpieces and analyzing the feasibility and development of technologies for stamping parts. PWO has been engaged in the manufacture of stamping tools and in stamping specific mechanical and structural components, safety and seat components for the automotive industry. This is not only about a tool shop, but also about today’s very modern serial production encompassing presses of a wide spectra and modern technologies, including lasers.
And so the development and design departments of PWO use the latest technologies, and specifically internal procedures and innovations. It is no surprise that software today is used to simulate the actual process of deep drawing with the finite element method. This CAE software is used in many contexts, e.g. in determining feasibility, in proposing part modification, assessing clamping concepts, springback simulation, and last but not least a robustness analysis of the serial process. The use of sophisticated computer simulations and implementing their results in design work achieves significant time and financial savings.
The use of simulation software is a common practice among companies. This is done prior to the actual design of the tool, where the part is “simulated” to ensure its formability with respect to the technology concept. The part must not show any risk of splits, excess thinning, thickening or wrinkling. It must be taken into account that a single simulation describes only one particular state, where the input conditions are precisely defined. In serial production, however, the same parameters of lubrication, blank position, drawbead force factor, sheet thickness and its mechanical attributes, etc., cannot be continuously maintained. In evaluating the simulation, we are therefore unable to precisely distinguish where we are moving in the “window of formability”, see Fig. 1. We are only able to determine whether the part is formable under these conditions. As such, no evaluation can be made about whether the part will be satisfactory and risk-free throughout its production. For a better idea, here are two conditions of simulated parts and their visualization, see Fig. 1a). In both cases the results are feasible.
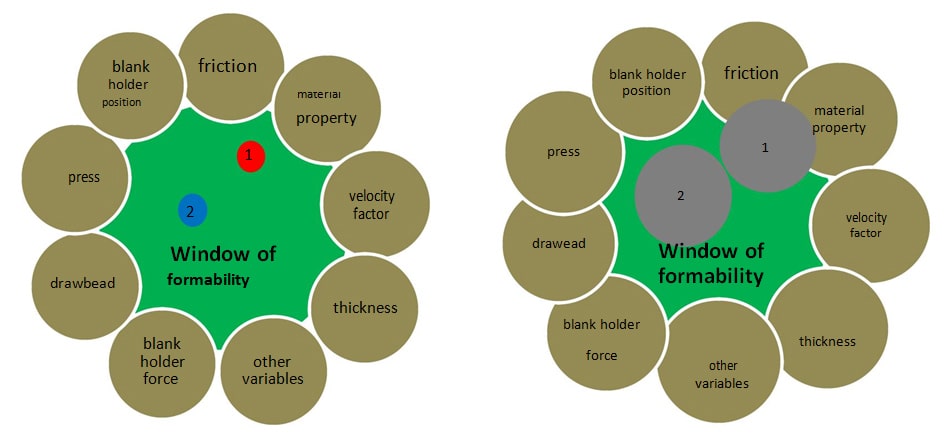
Fig. 2 a) Formability with dominant variables b) formability with visualization of process variability
So then, how to approach the problem? Even in cases of forming intricate structural and safety parts? The many years of experience of PWO Czech Republic suggest that this method is insufficient. Serial production is so variable that the approach must be more sophisticated. We have here requests for parts that follow the most recent trends which, outside design components, reduce weight while increasing demands for the strength of the material, etc. High-strength steel and special alloys are starting to be used more and more. Increasingly represented here are aluminum alloys, dual-thickness parts and other alternative materials. All this leads to the need for improving access to the evaluation of formability. Thanks to the far-sighted approach of technicians and management support, PWO Czech Republic is now reaching the next step of the systematic process improvement of stamping parts.
Improving the process starts with the original set of simulation, where the variability of the process is assigned. Individual variable parameters are assigned a variance of values. That forms the basis for carrying out dozens of variations in calculations which mathematically describe the formability of the part, see Fig. 2. The results we get, moreover, include a variance of values from the original settings. One state is already satisfactory here because it is within the area of formability, while the other one is unsatisfactory because it is greatly affected by friction and the quality of the material. We can therefore accurately evaluate the variance of the formability of the part, see Fig. 1b). Based on this information, we are able to streamline our manufacturing process and adapt it to a more stable final quality of the part. We can, furthermore, distinguish the influence and sensitivity of design parameters on the quality of parts. In addition, all of these steps are still in the design phase of the tool, which allows us to solve key production problems well before we reach the producing phase of the tool.
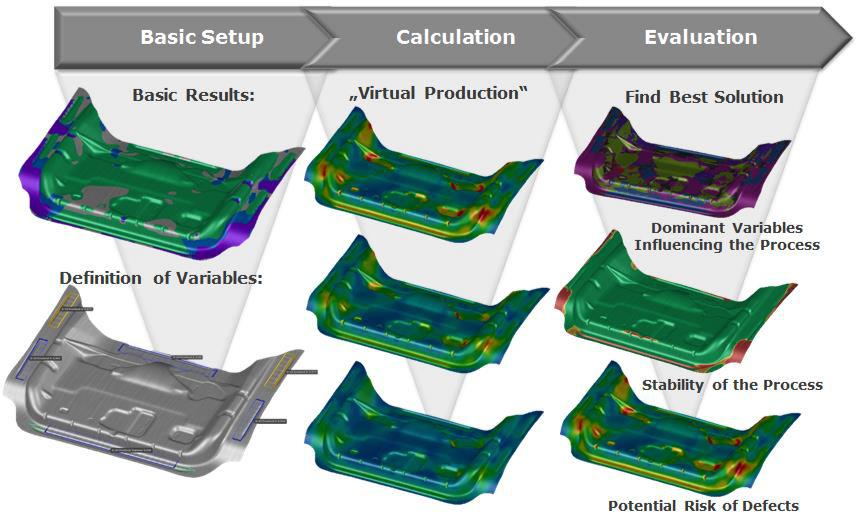
Fig. 3 Evaluating the stability of the process and the process variability of stamping
This process, furthermore, offers a number of additional benefits, which help us to improve the production process and optimization of tools. When evaluating the springback effect of a part, we are able to determine whether the springback is stable in all variations, and so is within the tolerances of the drawing. We are then just one step away from the next evaluation of the variability of springback of stamping, in consideration of gravity and clamping in a fixture, etc.
Can the process be further improved, can the best possible solution be found? Is it always the right procedure to take the first solution and calculate the variance of all possible situations for this option? Another point of view using the variability of simulation and calculations gives us another opportunity to use the potential of simulations. In this approach, we do not take variables such as a state which is fixed and apply variability to it. If we take into account that it is possible to include components and variations of the calculation that singularly influence the quality of the stamping and these are designed in the tools, such as the height of the draw, size of the force of the holders, restraining of the drawbeads, drawing radius, shape, size and position of the blank etc., then we can definitely get the best solution from the initial design of the method. We start from a set of variables that clearly affect the quality of the part. We can then have all possible variations of conditions calculated and from that we evaluate the best possible combination of variables so that we are in the middle area of formability. See Fig. 3.
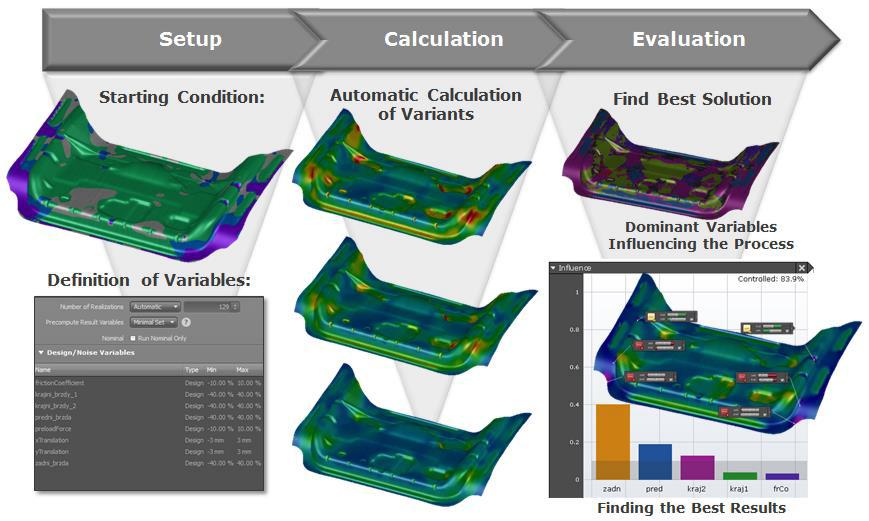
Fig. 4 Process improvement thanks to the variability of input parameters
All this while still in the preparatory phase, when we are at the beginning of designing the tool. Of course, this solution is time consuming and needs to be properly set up and evaluated.
It is true that the constant pressure of customers and continual improvements in the material, process, production, and quality attributes of parts is narrowing the area of formability like never before. It is therefore necessary to consider individual phases of production and design. To monitor trends and experience in each step of production and apply them to the actual process. Ideally to share in the development of new opportunities, approaches, innovations and know-how. To co-create them directly, something which PWO Czech Republic does so successfully. In many ways it is the creator of a systematic process for improving the production of parts using the technology of sheet metal forming.
Ing. Jakub Machálek, Ph.D.
www.pwo.cz
About the Author:
 At PWO Czech Republic a. s. I am responsible for sheet metal forming simulation by evaluating the formability of the parts with respect of variability in serial production. Based on these results we modify the technology concepts, clamping concepts etc. and consult our customers on part modification. Furthermore, we seek to advance our approach to simulation by investigating advanced modeling, especially material models (mainly High Strength Steel), for increased accuracy of springback prediction. Lastly, we focus on evaluating edge strain for the prediction of fractures at cut edges in HSS steel. Contact me through our website to find out more.
At PWO Czech Republic a. s. I am responsible for sheet metal forming simulation by evaluating the formability of the parts with respect of variability in serial production. Based on these results we modify the technology concepts, clamping concepts etc. and consult our customers on part modification. Furthermore, we seek to advance our approach to simulation by investigating advanced modeling, especially material models (mainly High Strength Steel), for increased accuracy of springback prediction. Lastly, we focus on evaluating edge strain for the prediction of fractures at cut edges in HSS steel. Contact me through our website to find out more.
![]()







?")



{kind=link}