
Introduction
Salzgitter Hydroforming (SZHF) is one of the global market leaders for hydroformed components, e.g. for chassis, car-body or exhaust and heat treatment applications. The headquarters and two plants are located in Germany. In China, SZHF is represented by a joint venture.
Last year, they conducted a case study to determine the accuracy and applicability of AutoForm’s hot tube forming simulation software. In this blog post, we explain how we developed the latest version of our software in collaboration with SZHF to integrate the complex process of hot tube forming — a relatively new process in the forming world that offers superior part properties compared to cold hydroforming.

What is hot tube forming?
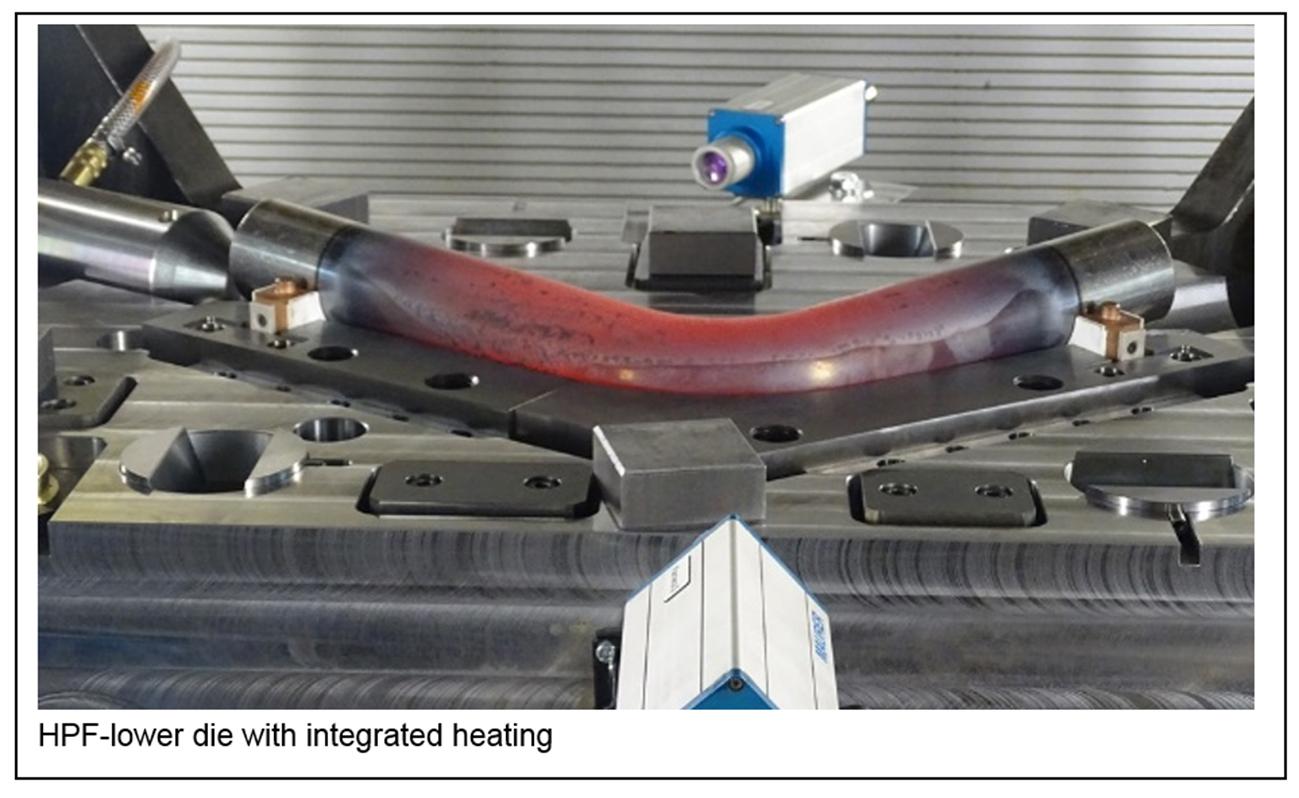
Hot tube forming is the process of using high temperatures to form tubular parts with complex hollow geometries. Manganese-boron steel is heated to its austenitic phase (approximately 950oC) to improve formability before being placed in a die.
After the die is closed, a medium pressurizes the metal workpiece from the inside, pushing it outward into the shape of the enclosed die. Typically, this medium is a gas such as nitrogen. The high working temperature reduces the need for high pressures while permitting the metal to elongate further without rupturing compared to traditional warm and cold forming methods. The gas pressure is therefore sufficiently high to form the tube. Once the desired part shape is achieved, it is then quenched or cooled at the maximum rate to achieve a martensitic phase structure, giving the tube its characteristic high strength.
Hot tube forming typically makes use of high strength steels such as 22MnB5, which can easily attain a tensile strength of 1500 MPa. In fact, Salzgitter has already manufactured ultra-high strength parts with tensile strength up to 1800 MPa using this process.
The need for hot tube forming
The automotive sector is highly dependent on the hot stamping of sheet metal to create automobile parts with high strength and hardness. A formed sheet is typically connected to other sheets using various joining mechanisms to create the desired part shape. This design provides a high degree of strength and crash resistance.
Even so, car manufacturers are always seeking innovative solutions to further improve passenger safety and fuel efficiency. There are many constraints to this goal such as cost, fuel consumption, vehicle weight and process complexity, including extending the range of electric vehicles. And so, in recent years, manufacturers have focused on the properties and structure of car components to yield better designs.
This is where hot tube forming provides many advantages over traditional forming processes. In addition to delivering high stiffness and crash resistance, hot formed tubular parts are relatively compact. They take up a small area which can be an important factor in parts such as a car’s A-pillar. Let’s take a deeper look at this comparison in the next section.
Hot tube forming vs hot stamping
Hot tube forming is the logical next step after hot stamping in BiW assemblies. It surpasses hot stamping in terms of stiffness, strain, uniformity across varying cross-sections and crash resistance, while producing more complex parts. This ability to create complex shapes reduces the number of parts and the need for joints (such as spot/line welds) as in the case of stamped sheets. The weight of the part and BiW assembly is therefore reduced, providing a higher strength-to-weight ratio.
Due to these advantages, hot tube forming has applications in parts such as A-pillars and sill reinforcements, bumper and side door beams, and various other chassis components such as twist beams and the subframe.
Hot tube forming vs cold tube forming
When compared to cold tube forming, hot tube forming still comes out on top. Hot tube forming delivers greater formability than its cold counterpart, allowing for more complex tube shapes. It also requires lower pressures, so for example, we could use cold tube forming to create parts consisting of material grade DP1000 with equivalent strength obtained from hot tube forming of high strength steels. However, this would require far greater pressure inside the tube during the forming step. Despite this, it is difficult for cold tube forming to attain high elongation and cross-sectional differences. As a result, a workpiece’s strain capabilities are far superior in hot tube forming.
Shifting trends for hot tube forming in BiW design
While hot tube forming has been the subject of research and optimization for around two decades, it is yet to be widely adopted. As it stands, tubular parts remain a niche in BiW design and hot tube forming is a niche in tubular parts — making hot tube forming a niche of a niche. That’s not to say automakers aren’t aware of it.
OEMs such as Ford and Seat among many others are either already using hot tube forming in their designs or learning what it can do for them. With plenty of room to grow, market evaluation shows the preference shifting towards hot formed tubular parts for their numerous advantages.
OEMs are increasingly reaching out to Tier 1 suppliers like Salzgitter Hydroforming to create these parts. While SZHF has developed processes to create these hot formed tubular parts with enviable accuracy, they lack appropriate simulation solutions for pre-production feasibility checks during engineering. As enquiries increase with every passing month, there is a clear need for dependable hot tube forming simulation software.
How TubeXpert addressed Salzgitter’s simulation needs
Customers frequently approach SZHF requesting novel parts with complex designs. These designs require a hot tube forming process or a multi-step-hydroforming process using cold tube forming. In the latter case, the required elongation may be too great or the part may have high variation in cross-section along the tube length. In these cases, SZHF recommends hot tube forming as an alternative process to deliver better results.
Upon hearing this suggestion, clients naturally wonder about important aspects such as the cost, accuracy, and time needed to create the part. Answering these questions requires a detailed simulation of the part, which SZHF could not reliably perform.
Using TubeXpert, SZHF can now determine the manufacturability of a part design in house, with no need to outsource simulation. They can also determine the cycle time to provide the client with a highly accurate quotation for the part. All completed in the same amount of time as a cold tube forming simulation. SZHF can now model the entire process and provide a quotation within two to three days with the help of TubeXpert. As a result, the client can immediately evaluate the cost of each process.
In addition to manganese boron steels, TubeXpert can accurately simulate aluminum, titanium and stainless steel. The software can simulate the entire hot tube forming process including quenching for both indirect and direct hot tube forming.
Summary
With hot tube forming, SZHF and their OEM customers enjoy greater functionality, complexity and time savings of tubular parts as it requires fewer parts and less assembly. It also saves labor, welding costs and any assembly issues associated with hot stamping. This makes hot tube forming cheaper in the long run compared to hot stamping.
With all these advantages, more manufacturers will undoubtedly adopt hot tube forming in the coming years. Consequently, both OEMs and suppliers will rely on TubeXpert to simplify the process. This will give suppliers greater confidence in their process capabilities, while OEMs can trust that the findings are coming from a reliable source.
On behalf of AutoForm and our FormingWorld.com fans, thank you Mr. Wenzel and SZHF for this fantastic update for our community.







?")


{kind=link}