
Tom Cacic, G.S. Die & Design, Inc.
Due to the real and ever-growing pressures and new demands in the automotive world, such as the need for higher strength materials and more complex geometries, we chose to turn to AutoForm simulation software some 15 years ago. We had begun to quote for larger parts of a higher strength, and frankly, we felt intimidated yet hungry to grow our specialty by engaging in the next level of challenges that lay before us. The founders of the company, my father Greg and his partner Steve, had begun to think of predictive forming software as the way of the future to ensure the survival and prosperity of the company. It is with a true sense of utmost admiration and respect that I write this article for all the family-owned tool and die shops across our great country of Canada.
The project that convinced us about the benefits of simulation software in general, and AutoForm in particular, was a cross member designed for 80 ksi (550 MPa) high strength steel; the part shape and material had us anticipating significant springback.
Can software accurately model the forming of this part, as well as the eventual springback? And therefore, allow us to start designing tools early, towards a reduced build time? The amount of time spent in the press on trials was enormous and costly, as we typically worked with the math data without prior compensation to cut the steels for the first draw operation; we then used the panels from this first operation to analyze the results, and then subsequently re-cut cams to compensate the sidewalls with a slightly more pronounced inverse curl than presented itself after the first press trials.
We understood that adopting new software could involve a steep and arduous learning curve, but with the strong support we received from the team at AutoForm, we went ahead with this project in earnest. Following old dogma and consensus in our shop, we set this process up with a first draw, to perhaps stretch the walls; however, simulation showed a significantly greater magnitude of sidewall curl with this higher strength material than we were used to addressing, or could be addressed, with our conventional compensation methods.
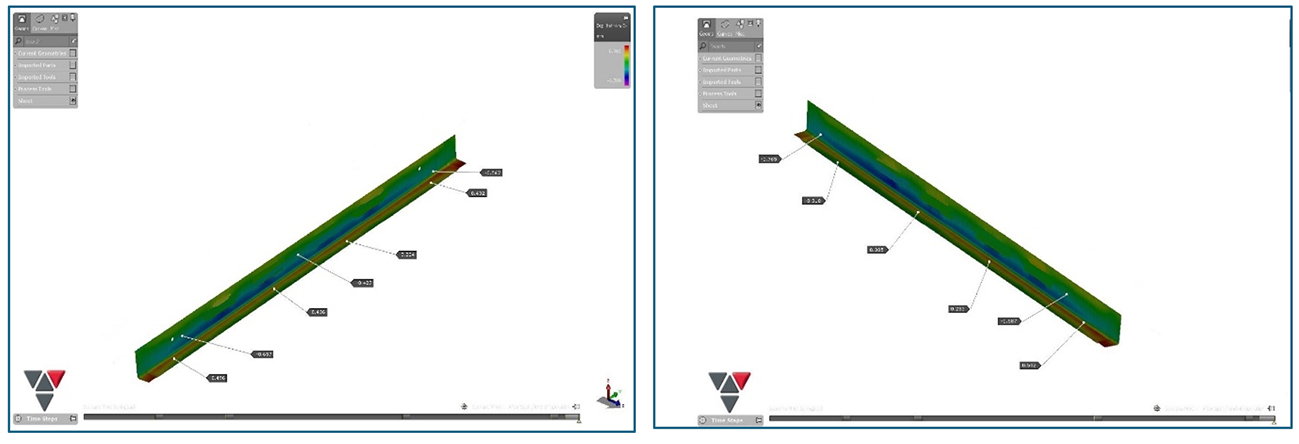
Besides the curl down the sidewall, there was also strong gradation/variance in the springback along the lengths of these walls.
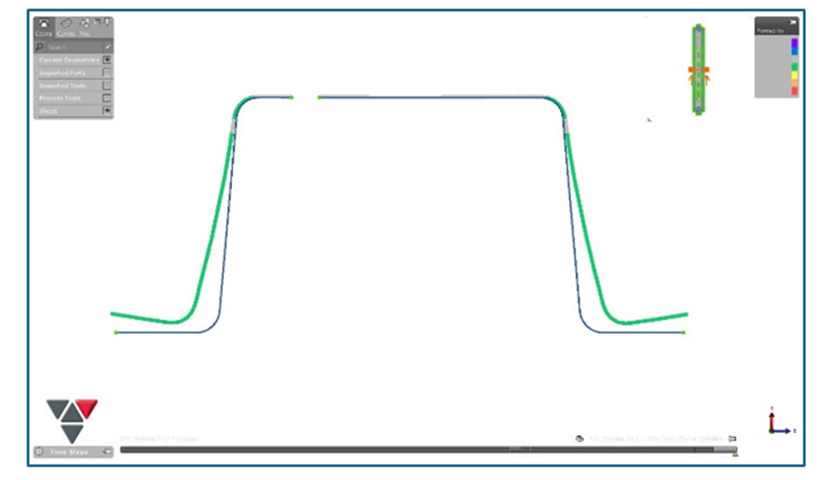
Strong curvature variance along the lengths of the sidewalls
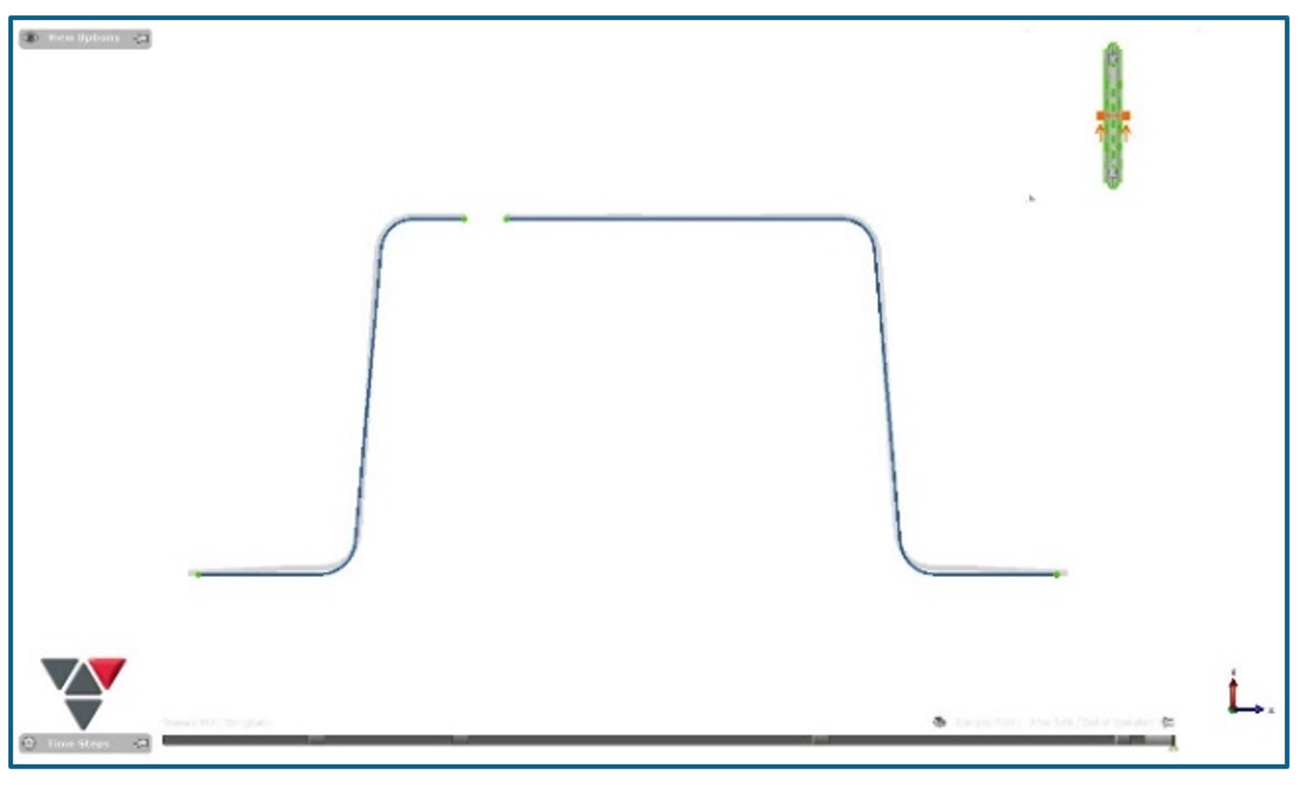
Springback compensation was now just a matter of adjusting the angle on the walls as opposed to trying to curl back these walls. This very first job implemented with AutoForm was a resounding success—and vindicated our approach!
Following overbend compensation in the clamp and form process
We therefore pivoted to a clamping and forming approach, rather than draw and trim, to keep the walls straight. Running this clamp and form process showed vastly improved results in simulation, with straight sidewalls with minimal curl, as we also observed in physical panel trials.
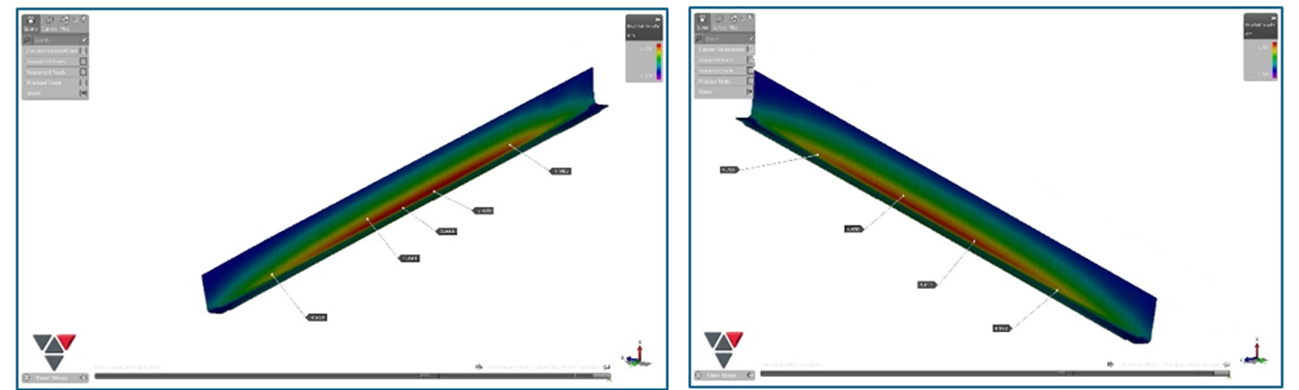
Following overbend compensation in the clamp and form process—3D view
After this initial project and the success we achieved, AutoForm quickly became an indispensable tool for us and completely revolutionized the way we approached our business.
With its ever-expanding list of attributes and vast spectrum of features, from simulating the most complex parts to planning the entire tool process, and the ability to cost to a very accurate degree, I would strongly recommend this software to all tooling facilities in business today as a template to run their business.
Looking back 30 years, the automotive industry was a much different environment. It was a place where all efforts in a tool and die shop were reactionary, and indeed, bringing the part to spec was a black art mostly left to the toolmakers on the shop floor. The specifications on parts, from form tolerance to trim tolerance, were much larger, and the timelines for the projects were longer as well. It was a time before laser welding and advanced assembly procedures, when the focus on assemblies was non-existent for tool shops: customers rarely, if ever, requested engineering changes they would like to make to the part to adjust for assembly issues. Part concessions were granted much more frequently, and our customers themselves employed experienced tool makers who could also readily address any maintenance issues at their own facilities. Not to mention that the industry was primarily based in North America, and there was a good margin in the tool prices to build the tool the customer demanded. It was a very different time indeed.
Fast forward to today’s incredibly fast-paced and globally competitive automotive world, where as soon as the data is received, one must begin their due diligence simulating the data to establish feasibility and the all-important material usage. The ability to view any part issues early on gives the tool shop the path to approach the customer with any change requests swiftly, so that they, in turn, can approach the OEMs for any concessions that would prevent issues down the road. This includes not only changing geometry but also opportunities to look at the material itself if the geometry cannot be changed. Establishing a stable process is first and foremost in a successful outcome after all, and to compete globally for the shrinking margins that have become the reality of the current times.
When thinking about what success looks like today, one must consider many factors. Today a successful shop must function with an ever-shrinking pool of skilled labor both on the floor and in engineering. Bringing a functional design to the floor as quickly as possible is the first crucial step towards the goal of bringing the part into the very tight specifications required today within a similarly tight timeline and budget. The robustness of the process to produce the part repeatably over a wider range of material specifications is another must-have result in the ability of tool shops to win their next project. To achieve successful buy-off, you not only must build a tool that can deal with today’s higher strength materials, but the customer must have total confidence in your ability to do so repeatedly, and that confidence must begin with engineering.
It would be great folly to believe that without a diligent focus on engineering and FEA analysis, one could get ahead in this business, as OEMs and stampers relentlessly push forth with their plans for electric and hydrogen-powered vehicles that demand lighter but stronger components. Shops today would be left adrift, unable to acquire work, much less engineer working solutions without having a tool such as AutoForm which has become the gold standard in the automotive stamping industry.
The feature for us that became the most useful very quickly was the ability to build the addendum and binder features for the first draw operation and manipulate them quickly, responding to the outcome of each simulation in minutes without having to manipulate surfaces in CAD. This, along with the ability to reliably develop flanges with the trim development feature, was also very useful as it removed many hours of trim development time on the floor.
The Sigma and process improvement features, from adjusting draw bead heights to pressures on pads to even iteratively adjusting geometry, give the engineer much larger input into how to not only build a working tool but one that will work consistently to deliver quality parts over a wide range of uncontrollable inputs such as lube and press tonnages.
An added benefit to having AutoForm was that the toolmaker, who prior to using simulation had very little input into the design process, could now sit right next to the simulation engineer, view the results in real-time, and even offer vital suggestions based on his experience. In fact, many a toolmaker would learn from the results of the simulation, expanding their knowledge base to the floor. We also found the communication with our customer improved markedly, as we could discuss approaches to benefit the tool process as they viewed the simulations along with us in meetings. They could make suggestions and be part of the design stream, which smoothed the process of design considerably. Items that we would have missed could perhaps be caught by our customer and added to the process, especially feature changes that would survive in production along a wider range of material specifications.
In conclusion, we have found AutoForm to be an indispensable tool that any tool shop or OEM can and should rely on for all their forming needs and much more. We simply would not have been in the position to grow the company if not for this very innovative software, burgeoning with ever-expanding features. The automotive world trusts AutoForm for a clear reason: precision, powerful predictive features, and reliability.

A photo gallery of parts for which G. S. Die has built stamping dies for customers







?")



{kind=link}