
Michigan has the largest number of tool and die shops supplying the North American automotive stamping industry. Grand Rapids, on the western side of the state, has always had the greatest concentration of these shops. Growing up there, a career in die making was a natural draw for me. Though I knew the training / apprenticeship program would be arduous and long, the endgame made it worthwhile—a very satisfying career in a highly skilled trade that paid well if you leaned in, both physically and metaphorically. This still is true, even as the ranks of die makers continue to shrink and their work product evolves with the rapid adoption of innovative digital technologies.
And lean in I did, from the very beginning. Soon after starting a factory job at Walter Hagan Golf, I secured admission to the National Tooling and Machining Association’s (NTMA’s) Die Maker Apprenticeship program along with a sponsor—a reputed die shop in the area. I set a goal for myself of completing NTMA’s theoretical coursework in six months. The early days were tough: eight hours of classroom work at NTMA following a day’s work at the die shop, where I mostly performed maintenance and janitorial tasks, as is usual. The die shop committed to my success in big and small ways—training, equipment, etc.—and expected me to work for them for four years after the apprenticeship ended, which seemed fair.
My hands-on learning started in earnest after I completed the six-month coursework at NTMA. I was assigned to a bay leader, and to working with die makers; the “journey” in my “journeyman die maker” training was off to its start! Over this time, I learned all the different aspects of “making” a functional stamping die: starting with a rough-sawn block of steel and getting it ready for machining, reading 2D part prints to locate and drill holes for bolts and dowels, eventually performing the 2D machining using machining mills and surface and tab grinders, and getting the block ready for rough 3D shaping. This was followed by hand grinding (or “pulling paper”), hand setting punches, running lead checks, “blueing” and spotting… This was the standard “bill of die making operation” back in the 1980s, when the lead time to “sell” a tool was about six months. Soon enough I had graduated to become a certified die maker, one who is responsible for a part—and ALL the tooling that goes in a press to stamp it.
As the competitive pressures on automotive OEMs like timing, cost, new materials, process innovations, and build quality cascaded down their supply chains to the tooling industry, advances in technology magically kept pace. Early innovations such as programmable and accurate high-speed machining significantly shortened the time needed to prepare die blocks for 3D shaping. By the mid-1990s, lead time expectation for first trial had shrunk to about three months—and this was before the advent of simulation!
After my committed time at my sponsoring die shop, and also persuaded by organizational and ownership changes there (which were and continue to be common in the highly dynamic and ever more competitive tool and die industry), I started as a full-fledged die maker at another die shop in the area. About the same time, mid-1990s, my urge to grow my competencies in emerging technologies took me through a 3D surfacing class using the Mechanical Desktop software at a local community college. Although I was hired as a die maker to work on the die shop floor, my new employer was sufficiently impressed with my digital surfacing skills and proposed that I move “up” to an engineering position and help them take advantage of all this new technology. This meant a pay cut initially, but the potential of innovative and highly productive new technologies, and my willingness to play the long game easily convinced me that this was best for my future. My responsibilities in Engineering involved converting wireframe products into surfaced geometries, tool surfacing, and cutter path creation for all their dies. Other IT functions were simply a natural extension of my responsibilities as I had become the “computer guy”.
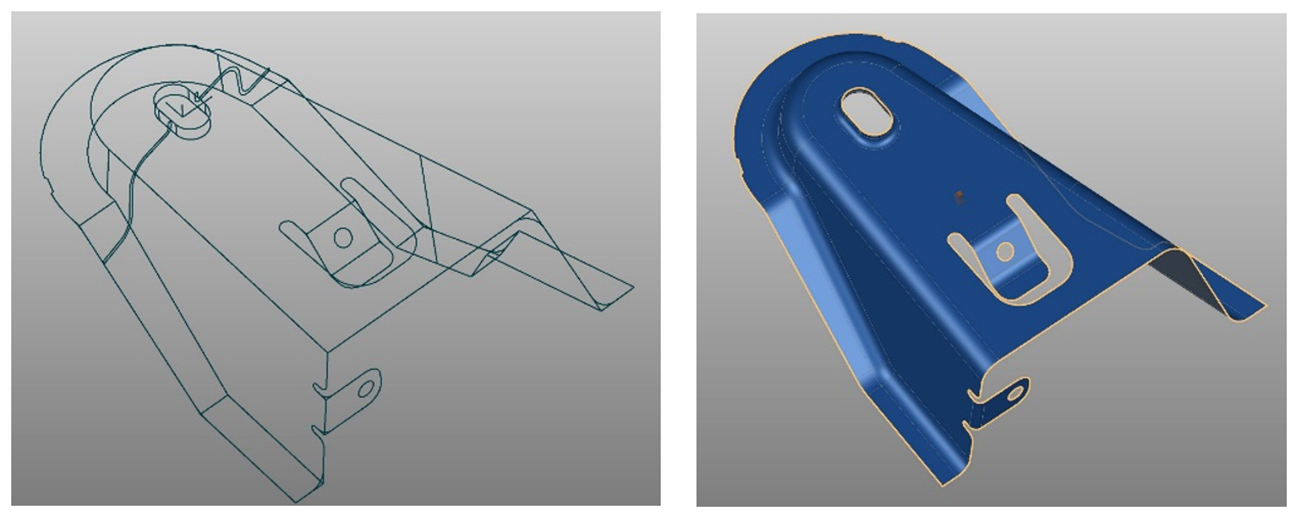
Wireframe from a customer that would not include radii for fillets (left). After surfacing the wireframe to part print specifications (right; one side of metal).
Those were interesting times and a great opportunity for flexible and nimble learners. As technology advanced, cutter path programming moved to the shop floor, executed directly on the new CNC machines. OEMs’ design software could now deliver fully 3D product files, eliminating the need for a stamper or die shop to build this out from wireframes.
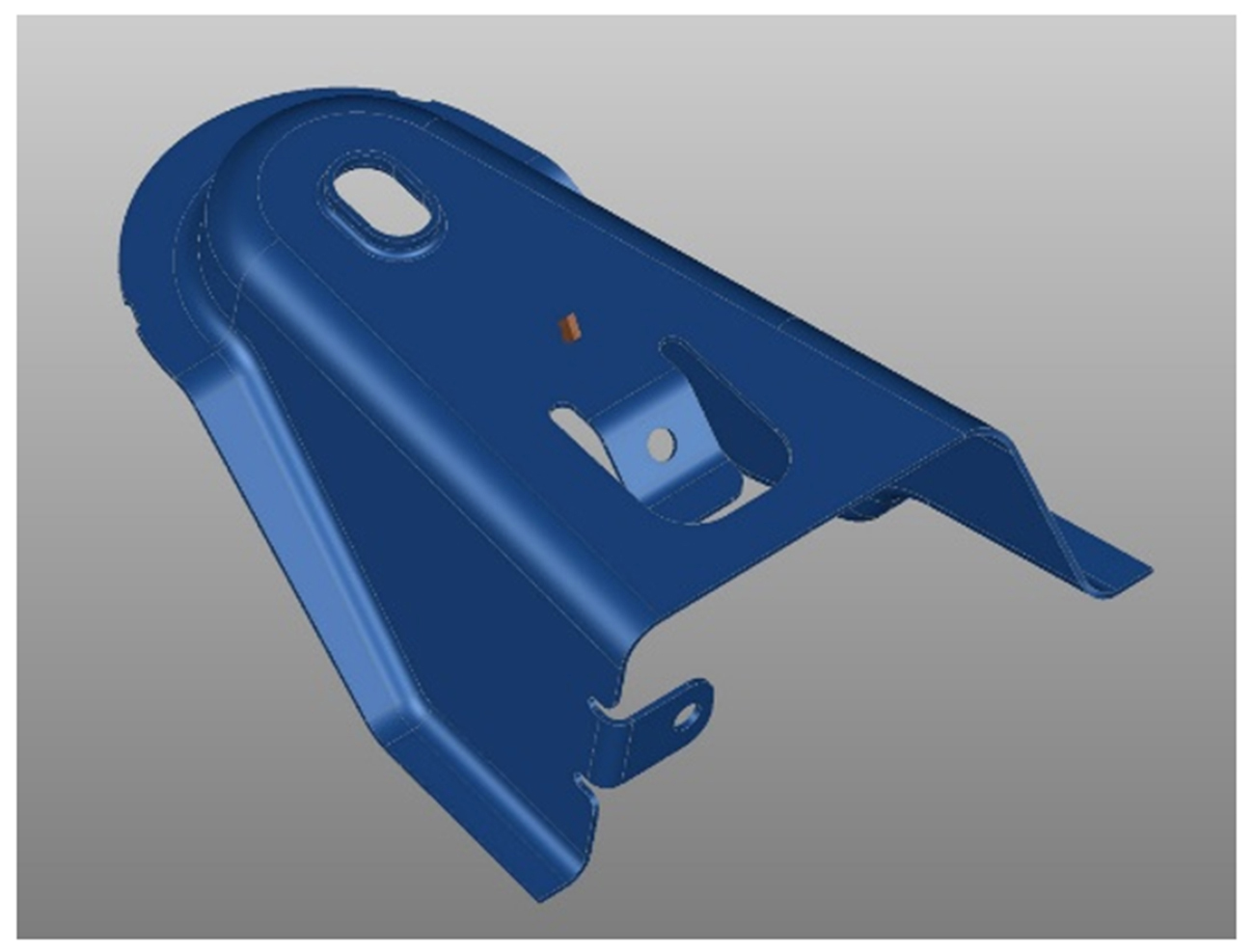
Typical solid geometry provided today.
All this, and more, significantly increased productivity in the engineering room. Evolution and maturity of stamping simulation technology, challenges brought on by new and advanced material grades, and the ever shrinking “budget” for stamping tools (both cost and time) dovetailed with the growing availability of skilled computer operators and computational bandwidth. This started the adoption of simulation technology in the tool and die ecosystem.
Our die shop was one of the earliest, if not the first, adopters of simulation in its engineering operation. For our visionary owner, simulation was the ticket to cost avoidance, quicker turnaround on the full tool build process, significantly greater revenue potential, more aggressive and cost effective forming processes, communication with customers, and many more benefits. Before simulation, we would handle forming or springback issues using tribal knowledge. I remember more than once being presented with a part that we all knew was going to cause trouble with springback. So, we would all make our best guess at the amount of springback to expect, toss a couple of bucks in a hat, and wait for the results. When the first part out of the die was measured for springback, the closest guess got the winnings. I would then use the measured springback to make adjustments in CAD and resurface the geometry. Trim lines were developed by scribing them onto a piece of sheet metal, band sawing out the blank, and filing each blank edge by hand. Eventually, waterjet or laser would be used, but this still required changing the cutting lines in CAD.
Initially, the key value proposition simulation offered us was the ability to simulate all operations of the more difficult and critical jobs. After evaluating the options available on the market back then (Pam-Stamp, Optris, AutoForm), we elected to go with AutoForm. Important considerations were the intuitive and user-friendly simulation setup environment and the very quick turnaround on simulation runs. As the capability to create tooling surfaces for the purpose of simulation setup (AutoForm-DieDesigner) quickly matured, this functionality became indispensable to our operation. Eventually, trim line development using AutoForm-Trim and Compensator provided significant additional benefit. Early on, all this capability was available on Unix-based platforms—SGI, HP-UX, Sun OS. We jumped at the opportunity to migrate to a Windows system as soon as this became available—and we were the very first die shop in North America to do so.
The AutoForm toolkit quickly became integral and invaluable to our engineering operations: bidding on die build projects, engineering and optimizing tooling surfaces and forming processes, communicating with customers, and communicating with die makers on the floor. The quality and timeliness of the technical support we received from the AutoForm team were crucial in realizing the full benefit of the software.

Limited sampling of parts I simulated (courtesy of Pinnacle Tool website)
The onset of the Great Recession of 2008 brought the automotive industry to its knees… and the tool and die industry in Grand Rapids and elsewhere was quick to experience the catastrophic repercussions. The die shop I worked for, like many others around us, had little financial buffer to wait out the storm and had to close its doors abruptly.
As the saying goes, when one door closes, another one opens. This was absolutely the case for me, leading me to the last leg of my adventure. The close rapport I had developed with the AutoForm team from our frequent and friendly technical interactions introduced a new opportunity, and a new career… on the “other side” of the support line. When the tool shop I was working at closed, Dr. Kidambi Kannan offered me a position at AutoForm. I started working from home as an Applications Engineer in 2008, supporting AutoForm customers still standing in Grand Rapids. This was a completely different career path that I never would have imagined. I was a bit nervous at first, but it didn’t take long to fit right into the support team. All I had to do was to model my technique on the style of application support I had experienced as a customer—it was like already receiving on-the-job training from a customer’s perspective! I believe bringing that customer experience into the support role has been very beneficial.
I thoroughly enjoyed supporting and visiting customers, many of whom were already acquaintances or friends. As my support skills grew, so did the level of customers I supported, eventually including Tier 1 suppliers and OEMs. And as AutoForm expanded, so did the opportunities. I was offered the position of Technical Team Lead, then I managed the Grand Rapids office, and eventually became the US Technical Director, the position from which I am now retiring. AutoForm has provided me with many opportunities that I would never have dreamed of when I started this adventure as a tool and die maker. As AutoForm is an international company with offices scattered around the globe, I was fortunate to see many other countries and make many lifelong friends.
I hope you enjoyed my story and I wish you all great success in whatever you do! Always remember to look outside your bubble and take advantage of the opportunities that come your way.
“A pessimist sees the difficulty in every opportunity; an optimist sees the opportunity in every difficulty.” –Winston S. Churchill

Mark Hineline, AutoForm







?")



{kind=link}