
This blog series is given in four parts.
See parts: One | Two | Three | Four
Welcome to part three of our blog series on the transformative power of the digital twin concept. In the previous articles, we explored the early stages of stamped parts and assemblies, as well as the intricacies of planning and budgeting. Now, we delve into the realm of tool design and construction.
The digital twin has revolutionized this domain by enabling early tool geometry creation, issue detection, process optimization, and virtual simulations that mimic real-world behavior. With the ability to accurately predict outcomes and optimize processes before tool construction even begins, a paradigm shift in development planning is required.
However, this shift comes with its own set of challenges, particularly in integrating the expertise of tool builders with engineering and design teams.
In this article, we unravel the complexities, potential barriers, and management considerations involved in harnessing the full potential of the digital twin for tool design and construction. Join us as at the crossroads of virtual simulations and practical implementations, where innovative approaches are needed to unlock the maximum benefits this technology offers.
Tool design and construction:
Once the tooling process for production of sheet metal parts and assemblies has been decided, it is necessary to elaborate the detailed design of the components and execute their construction. During these stages, the use of Digital Twin for early issues detection and correction is already very well established, this technology has been in use for more than two decades. The optimization of: process parameters, tool geometry, blank minimization, and compensation for springback, as well as other studies are already routinely undertaken using the resources of the Digital Twin of the stamping process, even before the detailed design of the tool is started.
However, although this technology is already considered mature for application in this segment, there are still challenges that the management of the Manufacturing Engineering, Tooling Shop, and Tryout departments have to face in order to ensure that the full potential of the Digital Twin can be effectively harnessed.
Traditionally, the development planning for stamping tools sought to minimize the time dedicated to conceptual studies and to the project itself, because there was no way to really predict the tool behavior in practice before they were ready for tryout. Therefore, the objective was to release the information required for construction as quickly as possible so that it could be performed with enough slack in relation to the delivery time, in order to give the tool makers as much time as possible to find and correct any issues, minimize material utilization and etc… during the tryout, by working with the “real thing”.
With the advent of increasingly modern and sophisticated systems that allow the generation of Digital Twins of the stamping process with high accuracy, it is now possible to observe on the computer screen the behavior of the sheet during forming in a very realistic manner and with high reliability. This allows to identify in advance any potential issues and to virtually make all the modifications and adjustments that previously could only be done in the physical tryout stage. The Figure 1 below shows some examples of results that can be obtained with the most advanced resources to generate the Digital Twin of the stamping processes (while previous Figure 2, in part two, showed equivalent results for the assembly process)
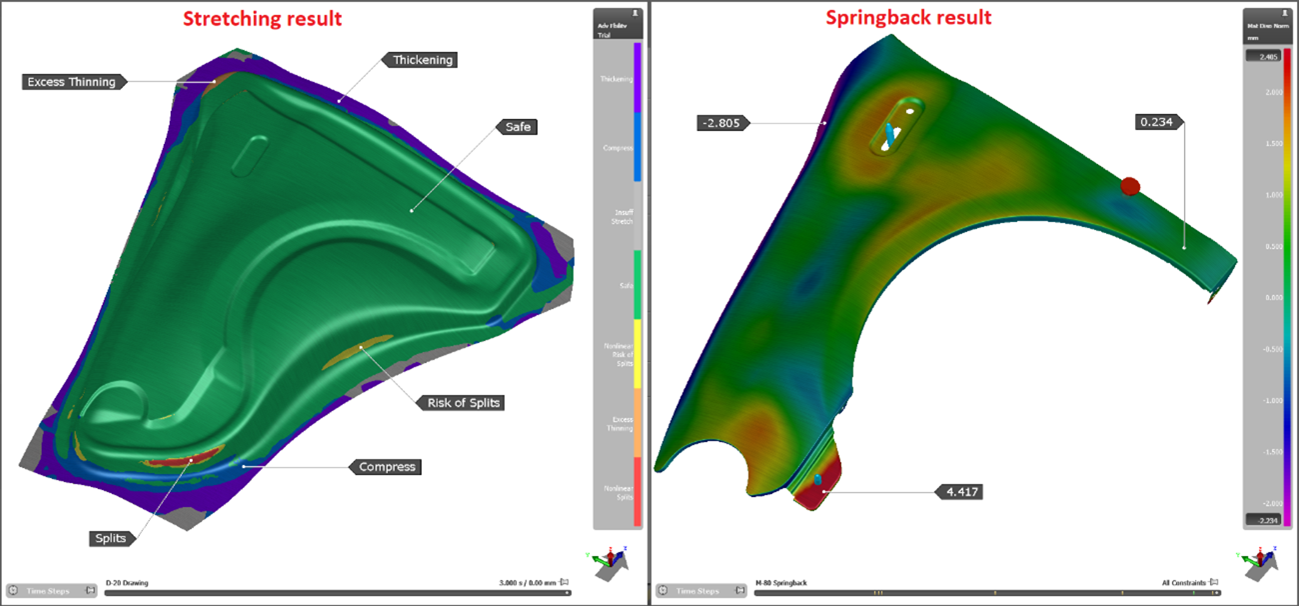
Fig 1: Examples of simulation results of the stamping process.
This capability to predict in advance the forming and assembly results implies the need for a radical change in development planning. First, it is necessary to make sure the required resources in terms of tools, qualified personnel and time are available at the right time and in an appropriate way so that the simulations can be performed properly. It no longer makes sense to hurry the engineering stage in order to extend the time available for tryout, the ideal now is to dedicate more time to the simulation stage in order to be able to carefully carry out the “virtual tryout”, ensuring maximum accuracy of the simulations performed, which allows to optimize the process even before start spending resources on the detailed design of the tools and their construction. And then make it sure that the construction and adjustment of the tools are done according to what was simulated, which is not something as simple as it seems, as will be discussed further ahead.
This new approach again imposes challenges from the management point of view. First of all, the selection of who will be responsible for performing the simulations must be carefully done. There is no point in implementing the most sophisticated computer software and installing next-generation computers but handing over their use to people with no real experience in tool construction and operation nor giving them the appropriate time to really optimize the project, something that before was not required from tool designers but from the team responsible for the tryout. It is still very common that experienced tool design personnel have had very little opportunity to be directly involved with the construction, tryout and operation of real tools, and they usually do not know all the “tricks” used in practice to solve the typical stamping process issues. In many cases, the development of the process and consequently the simulations are even outsourced to other companies. Likewise, it is usual that tooling shop and tryout team are not familiar with advanced 3D modeling systems, let alone the sophisticated simulations that characterize the Digital Twin, and therefore lean towards ignoring simulated results, expecting that the simulations do not adequately represent reality.
The major challenge is then to integrate these two related but distinct areas, bringing the tool builders knowledge to the tooling design conceptualization stage where engineers and designers work, and also ensure that they understand, participate, and commit to follow the results obtained in the simulations. This can be very hard to do, as established tooling shop procedures that have been in use for decades can become barriers to effectively implement the desired integration. This occurs because in general the models used in the Digital Twin aim to represent the tooling as it will be used in production, after all the necessary adjustments and corrections have been made, but in reality it is still common for the tools to be built differently from what was considered in the simulations, for practical reasons.
For instance, the final finishing is usually not applied to the tools before the tryout is completed, since it would be lost if surface adjustments were needed (which is common), and this changes the coefficient of friction to values different from what was considered in the engineering. It is also common for the drawbeads to be machined higher than indicated by the simulations, because in practice it is much easier to lower them than to raise them up, if that proves necessary. The sheet material employed in the tryout may also have properties that differ from the nominal properties considered during the virtual phase, although still within the tolerance ranges allowed by the standards, or the blank may not be cut exactly as engineered either because the cutting tools are not yet available or because of the attempt to reduce material consumption.
With the Assembly process, the sequence of the welding points can be changed due to access issues or effort to reduce production time. It is also common to require very tight tolerances for all stamped parts in an attempt to minimize distortions of the assemblies after welding, while it is often only some of the stiffer parts of the assembly that define their final dimensions, or the added deformations of the various parts can cancel each other out and generate a proper assembly even with parts out of dimension, which could be identified in the Digital Twin of the welded assembly.
All these and many other factors that have always been considered normal practice in the development of tooling by the stamping segment can significantly affect the sheet metal forming and the assembly process, causing discrepancies between the results of the Digital Twin and those obtained in the tryout. And as a result, tools and devices can be considerably modified from what was designed based on the simulation results, making the Digital Twin application much less effective and eventually even useless, no matter how well it was elaborated. And this hinders the full exploitation of all the potential gains that its application could provide.
The solution to this kind of discrepancy has to come down from the higher management to the individual departments (Manufacturing Engineering, Tooling Shop and Tryout). Several different paths can be taken to do this, like to assign personnel with knowledge and experience in the Digital Twin simulation systems to follow the construction and the tryout, to create committees including personnel from Tooling Shop, Quality Department and etc. that are co-responsible for the development of processes and elaboration of simulations, the introduction of the simulation results in the FMEA plan, the guidance to prepare Digital Twins not only for the production conditions but also for the tryout conditions themselves (the latter being used as reference in the steps that precede the delivery of the finished tool) and so on… .
But it is necessary that the managers in charge become aware of the full potential of the application of the Digital Twin of the stamping/assembly process, that they understand the integration problems mentioned above and other difficulties involved, and take the appropriate measures in each case to ensure that its implementation achieves its maximum possible benefits and do not get limited by adherence to old and no longer appropriate procedures, developed before this kind of technology had reached the level of development that is now available.







?")



{kind=link}