
In this article, Fabrizio Tinti Technical Manager at AutoForm Italy, describes how Alastampi is now using simulation to investigate and solve aesthetic defects for sheet metal household items. Alastampi S.R.L. is a company specialized in the design and construction of dies for sheet metal stamping. It operates in Italy and worldwide for different markets such as household appliances, automotive, motorcycle and mechanical part tools in general. We examine how Alastampi has brought the feasibility simulation of white-goods to a next level, having gone from simple formability checks to sophisticated surface defect analysis over the last few years.

Keeping Part Quality Under Control
During a recent visit to Alastampi, their CEO, Alaimo Angelelli, showed me several panels to which the Customer Quality Controller had given his approval. Mr. Angelelli stated, “Reaching this standard of quality has been our target for many years,” he said, adding, “Some people wrongly consider white-goods tooling to be easier and less expensive compared to tooling for automotive industry. The flat shapes, small radii and the strict tolerances we need to guarantee, in addition to the stainless steel grades used for such goods, make the stamping processes very critical for us too. Our long experience in die making plays a role, no doubt, but it is only one part of the process. We recognize AutoForm has been a fundamental partner in our success.”
Back to 2015, not every white-good tool designer and producer was utilizing simulation for feasibility studies for their products, and admittedly very few payed attention to the prediction of aesthetic defects. Compared to this industry, the automotive OEMs were using simulation technology to assess surface quality for their parts years before; from this point of view, Alastampi can really be considered a pioneer tool maker for the Italian white-goods market manufacturing.
Andrea Gagliardi, Sales Manager and Senior Application Engineer at Alastampi, brought our attention to a dishwasher inner door that represents, for him, an important turning point. He showed me the pictures of that problematic part after tryout: two surface lows were clearly visible (see Figure 1).
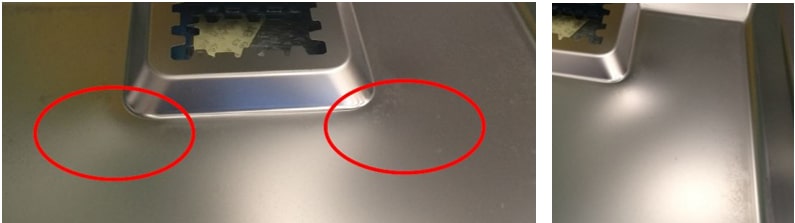
Fig. 1: Red circles highlight the two critical zones. The part is clearly not flat and its aesthetic defects are visible.
Following the standard engineering procedure at that time, they focused their attention on the major formability issues like splits and wrinkles. Springback compensation efforts done in the engineering phase also took the front stage at that time, but only minor attention was ever dedicated to surface lows prediction. Mr. Gagliardi remembered: “I was asked to join my colleagues in tryout one day, to have a look at the stamped panel, and when they asked me how to fix those unexpected issues the first answer I had was to detect it in simulation.”
Mr. Angelelli added, “With AutoForm support, the problem was investigated and the issues were identified through several post-processed variables. As a result, and since then, two strategies have been introduced as part of the Alastampi simulation standard; namely investigating zebra lines and curvature cases.”
He further stated, “The zebra lines proved to be useful whenever the panel is flat or has a shallow curvature. With this result variable, Alastampi can immediately identify any problematic area. Once the potential issue has been found with the curvature cases, it’s possible to extend the analysis to the curvature, checking in which direction we can expect curvature change. In addition, both result variables can be simultaneously displayed on a CAD part, avoiding any misleading conclusion.” (see Figure 2 & 3).
These are only two of the many result variables available for analysis that can help you keep the quality of your designed part under control.

Fig. 2: Zebra Line analysis displayed on reference CAD geometry (left) and the simulated sheet (right). The two pictures should be identical in the flat areas to exclude any possible surface defect.
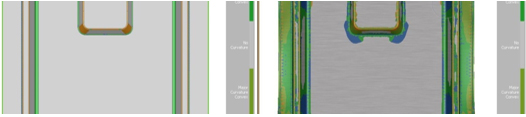
Figure 3: Curvature Case analysis displayed on reference CAD geometry (left) and the simulated sheet (right). Blue areas in the flat grey simulated part surface indicate an undesired Concave Curvature. The goal is to achieve the same part curvature modeled in CAD after springback. The two pictures should look the same.
Conclusion
This example of the dishwasher inner door is additional proof that aesthetic defects of flat un-stretched stamped parts, can accurately be predicted by AutoForm Forming. The surface quality can be kept under control during the engineering phase, avoiding repair and modification loops when the die is in tryout.
“This advanced feasibility study made the part recovery possible within a single tryout loop, achieving the final customer desired quality target.”
On behalf of all our fans at FormingWorld.com, thank you Mr. Alaimo Angelelli and everyone at Alastampi for sharing their excellent work.







?")



{kind=link}