
This is part three of a three part hot forming series exploring how KIA has researched the current technologies which enable digitalization in hot stamping on all business and supplier levels. In this post we see how KIA investigated which software systems could satisfy the requirements of full digitalization. They were not afraid to share reasons for their initial digital transformation failure and what they did to enable this megatrend. Finally, they explore the cost benefits of “digital die spotting” on hot stamped parts as demonstrated in part two.
See Part One | Part Two | This is Part Three
How can we tell the benefits of the digital transformation without a systematic agreement?
Whenever we joine conferences these days, we can see many presentations about the digital transformation trends providing the benefits. Most of the presentations focus on the agenda of the complexity of more technical regulations, solutions based on multi-physics, efficiency-driven automation, data security & protection laws, data observability, cross-departmental collaboration, Environmental-Social Governance (ESG), metaverse, artificial intelligence, Industry 4.0 maturity, and so on.
Yes, those topics and presentations are nice to notice! But from the broad topic in general, its hard to identify what we must start changing to enable the so called megatrend of digital transformation now.
Although we have spent a long time on a digital process engineering model to achieve high accuracy for decision making in future quality production, cost, and time savings, we could yet not find the correct connection to enable those megatrends above. At KIA, we admittedly struggled to make our job of process engineering effective and efficient, but felt so guilty about not knowing how the digital world brings so much focus on entire efficiency, regulations, observability, and enormous impacts on business success.
However, we are so confident that the digital process engineering we have built has already contributed to effective and efficient engineering work and will continue to ensure to extensively get into those benefits of DX. We can keep it simple as the centric process engineering connecting upstream and downstream because we know well how we improved our job with digitalization and achieved the goal of effectiveness to business success. Another advantage is that we can quickly start a small topic of what we can do now and build up a fully digital process model with the above topics at the end!
We consulted AutoForm and collaboratively investigated the potential benefits of digital best practices together as shown in Fig 1. It is noticed that the potential cost reduction percent is for the moment at the current and relative to the target of the entire cost. With this, we can prioritize the digitalization process for business success.
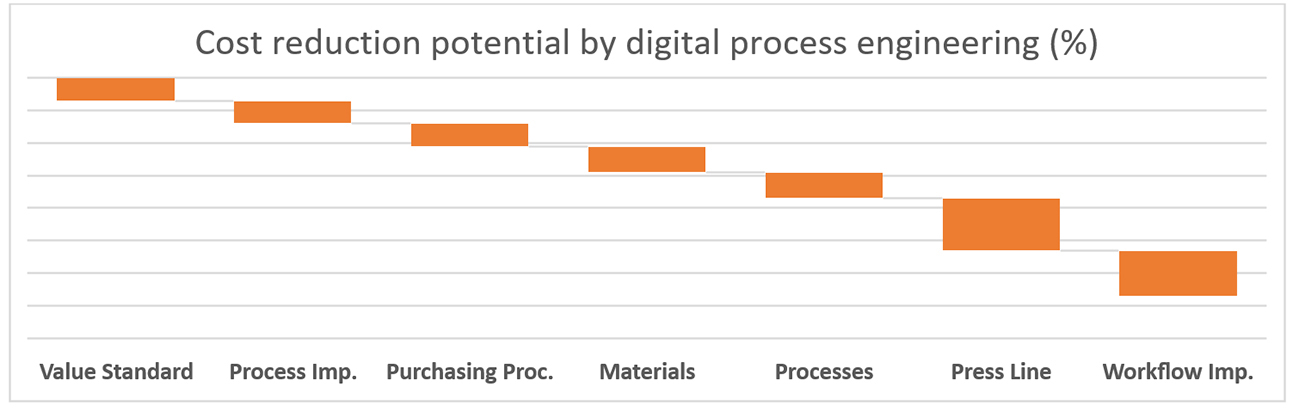
Fig 1. Cost reduction potential & realization by digital process engineering model
Car product optimization generally starts with market needs such as regulations and competitive styling & design, design update, legacy, new technology, sustainability, intelligent connectivity, etc., which are so complicated to understand comprehensively in terms of collected right data and making the quantified trade-off between value increase and cost reduction.
To increase margins and optimize product portfolios, a digital value analysis standard is needed to reduce internal complexity and avoid the shortage of alignment to business outcomes.
The complexity and misalignment of business cases due to delayed value analysis based on cost estimation with engineering are the reasons for our initial digital transformation failure. This was one of the reasons to review cost calculation schemes and systems embedded 3D modeling and engineering.
Regarding manufacturing process improvement, we know very well that cases of excessive technical specifications as the results of simple benchmarking with competitors’ offerings cause increasing product costs and optimization efforts. Our process engineering is busy finding the potential savings with process improvement. This activity links to the next item purchasing process with the suppliers.
Identifying and securing the best cost for assembled car product with reliable and resilient suppliers is the most important part of digitalization. Using an established system, we can have digital continuity for continuous improvement with the changes in designs, materials, and processes. Car makers and suppliers should be equally focused on optimizing the costs by using the same system.
Innovative and competitive product design basically relies on thinking of new materials. But the most important idea is that the use of new materials is only possible to be realized through the optimum manufacturing process. In other words, every single change of material must be validated with its manufacturing process. Process simulation coupled with a broad material database with physical testing promises optimizing product and business success. The productivity increase with the compact, flexible, and autonomous press line is a large portion of cost savings by using the digital process engineering model.
Finally, establishing a comprehensive new workflow for product optimization across departments and companies with the necessary digitalization contributes to synergy impact at the scale of cost savings.
Then, to qualify the best price for standardized parts and supply, we need to establish the digitalization standards for many aspects – such as cycle time improvement, reduce defects, quantified values, downtime reduction, quality management, value engineering with new materials & processes, flexible production line, autonomous press line, so on – are strongly coupled and interacted like the chain reaction.
Visualizing the potential benefits of process engineering digitalization, we reached an agreement on business-prioritized efficiency giving the focus on investments that also comes to supply chain visibility, engineering efficiency, and competitiveness. Admittedly, the scope of the project “Digital die spotting workflow expanding digital transformation in Hot stamped part” is also aligned with the agreement across all organizations from the result of that investigation.
For instance, we analyzed many cases of engineering sensitivity for cold and hot forming process influences on gages, amount of spring back, and local thinning, then standardized the digital process with the result of the analysis. Of course, the digital platform should be used for this analysis, and automatically, the physical engineering process should be amended with the new digital process standard accordingly. This is the additional benefit to accelerating innovative digitalization by directly using the digital tool if the digital tool is based on physics.
Kicking off the short-term digitalization project based on the result of potential cost benefits then becomes possible without resistance and hesitation. But the selection of the best software system that satisfies requirements, – such as value update with process study, digital purchasing throughout digital engineering data with supplier, material library coupled with cold & hot forming processes, stochastic engineering for intelligent press, and platform covering process approach- is a more time-consuming and complex process to be clarified. Through long-term investigation procedures with many relevant questions about IT technologies etc., finally, we recognized AutoForm fulfilled these criteria.
By the virtue of those investigations, we can simply add the additional cost benefits of “digital die spotting” on hot stamped parts;
(a) Best engineering based on physics-based simulation (b) geometry data for direct milling
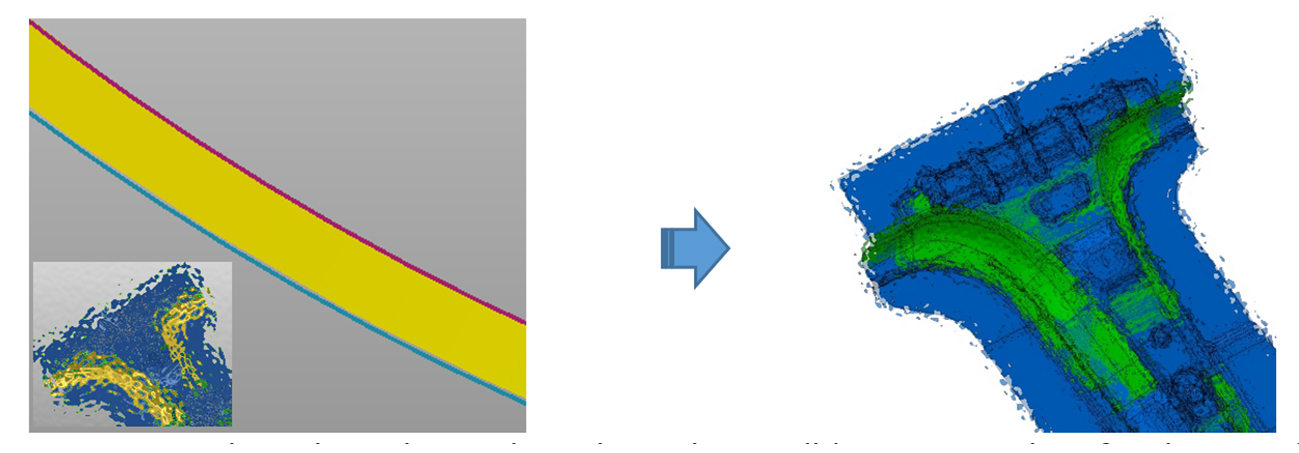
Fig 2. Digital continuity with AutoForm
Via the journey of long-term digitalization processes using verified and validated digital platform, the benefits of digital transformation can be demonstrated with one of the hot formed parts, which kept digital continuity in engineering as shown in fig 2. When we are interested in only measurable benefits here, the following are valid for driving investment decisions;
- Cost-effectiveness analysis (Measurable)
- On-site (especially floors) study for each part, component
- Potential elimination (processes or aspects)
- Completeness of digitalization factor (validated digitalization maturity)
- Formulation = elimination * digitalization factor * days * hours * specific (or physical) cost rate
From the formulation above, we can quantify the direct cost benefit with “digital die spotting”
- Tool machining: X00,000€(minimum amount per year and per car)
- Tool tryout: X00,000€(minimum amount per year and per car)
Surprisingly, the total savings summed by milling and tool tryout is somehow close to a million savings with the single additional feature of “digital die spotting”. Of course, this achievement is conditional only if the digitalization is verified with good agreement across all engineering activities and validated with floor engineering.
Success Summary
One well-known issue about digitalization is car makers should encourage suppliers to actively engage in innovation activities and transformation of engineering by way of business success. Following the motivation of the digitalization project, KIA successfully defined the collaborative goals of digitalization with suppliers and is open to getting ideas from a software company, with expertise to convert physical things to digital items.
Thanks to the previous long-term digitalization process and cost-effectiveness analysis with AutoForm, KIA has established the foundation to see further digital asset use which can give an easier way to convince the suppliers in digitalization investment decisions. This enables car makers of shared ecosystem support networks, to participate in digitalization programs to develop the capability in product combativeness and business success. Eventually, the participants shall share in business success and continue to keep the strong partnership through the digital process chain. Under quantified savings like a million scale to one feature, car makers can clearly set the reference to focus on assembly quality and savings, and encourage the suppliers to focus on their own efficiency issues which are unnecessary to car makers.







?")



{kind=link}