
Inside the R&D Department of a Steel Supplier with Emin Tamer
Located in Bursa, West Turkey, Borçelik is a major steel manufacturer with a production capacity of 1.5 million tons. Its customer portfolio comprises 750 companies with a total of 1200 employees. In this post, Emin Tamer, who works in Borçelik’s Research and Development Department, shares his recent study determining whether finite element analysis could accurately represent the surface conditions for zinc coatings applied to sheet metal materials. Read on to learn whether this is a viable avenue to increase the accuracy of forming simulations.
An Inside Look at the Full Spectrum of R&D Services
I graduated with a Master of Science degree in 2014, I am currently working as a material development engineer in Borçelik. I’m responsible for generating material cards and numerical simulations, particularly for drawing analysis, along with several other mechanical characterization tests including tensile tests, stack compression and forming limit curve tests. It’s an intensive and demanding role. We are the biggest galvanized steel manufacturer in Turkey, with a 900-thousand ton capacity of the highest quality galvanized steel. As our industry is constantly improving material quality, I need to remain at the forefront of these developments and meaningfully organize the new properties for forming implementation.
We have an extensive customer portfolio, providing patented material to OEMs such as Fiat, Fordand Renault. 40% of our production serves the automotive industry. The remainder is designed for white goods, electrical appliance, radiators, and construction parts. That’s why our product range includes hot dip galvanized steel, pickled and oiled steel, and both coated and uncoated coils for the automotive industry.
Our R&D areas are extensive, covering all of the following:
- Material development
- New advanced steel grades
- Flat steel forming technologies
- Corrosion analysis
- Advanced coating and surface treatments
- Computational metallurgy
- Alloy and microstructure design
- Mechanical testing and characterization
- Dynamic structural simulations
- Analyses and parts modelling
- Physical and computational heat treatment simulation process development
- Systems modelling and physical process simulation
- Digital twin transformation
- Testing and validation
- Interface development and implementation
After establishing our R&D department in 2017, wehave since become a force in the industry by offering a wide range of digital engineering skills. We provide everyone in the department with the required computational skills: building material databases, metal property calculations, computations, sheet metal forming, optimization and safety, etc. Our goal is not only to supply materials and material card data, but to additionally advise OEMs and Tier 1s on simulation setup, showing how they can solve their critical issues with established processes and studies.
As an example, one of our customers recently wished to achieve lightweight parts by decreasing the thickness of a given sheet material. We fulfilled their objective by establishing mechanical characterization tests focusing on materials that met their target thickness. After helping them land on the solution, we confirmed it by meeting the material strength and weight requirements and demonstrated a better deformation of the part.
Capturing Zinc Coating Surface Effects in Simulation
We know that sheet metal forming accuracy relies on accurate representation of the tribological conditions, especially in deep drawing analysis where friction affects the deformation conditions. TriboForm has done a fantastic job of representing surface friction and lubrication effects. Recently, I conducted a study to examine whether finite element analysis could represent the surface conditions for zinc-coated sheet metal materials. This was investigated using different material thicknesses and two zinc-coated layers (100 and 150 gr/m2 coating thickness).
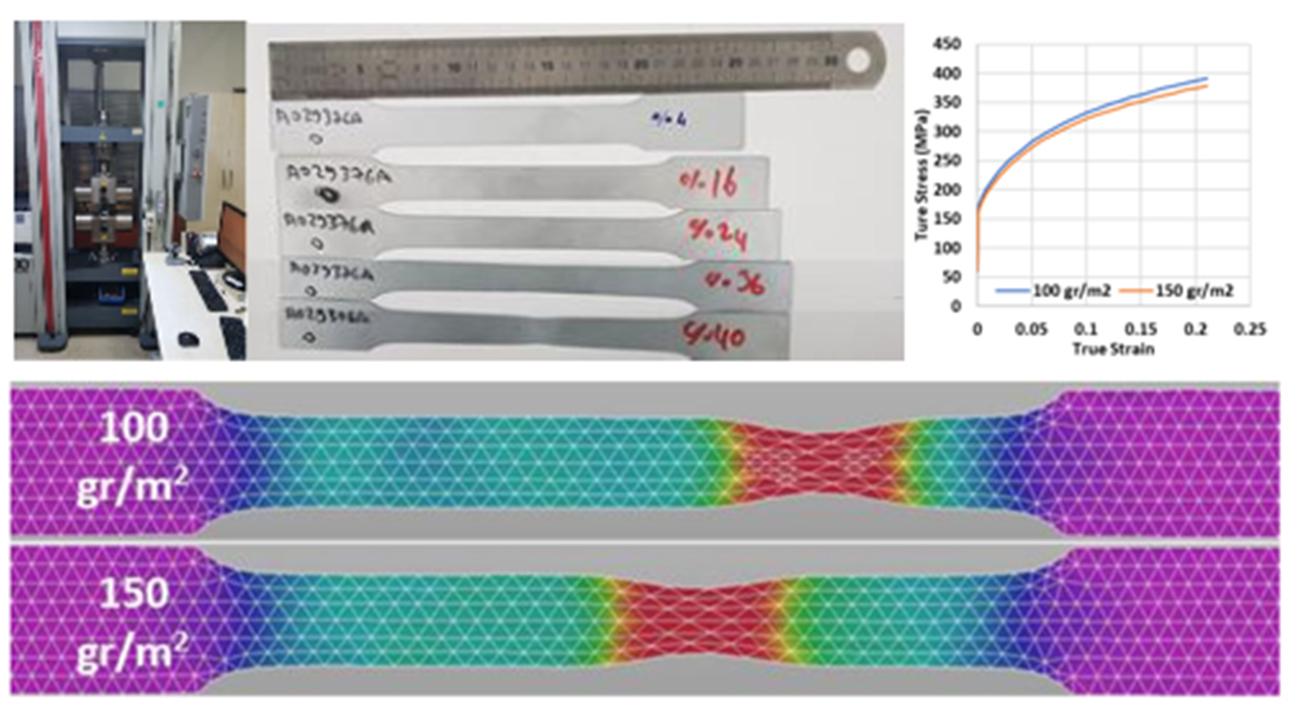
Fig. 1: Major strain results at different localized necking regions
Our intention in comparing these different thicknesses and coated layers was to gauge the compatibility between experimentation and numerical analysis. In this study, we applied normal tensile test specimens without a deformation component, as this would require too much time and reduce the efficiency expected from a typical die set. We often prepare samples in AutoForm and chose the software for this study due to the extensive material card generation library.
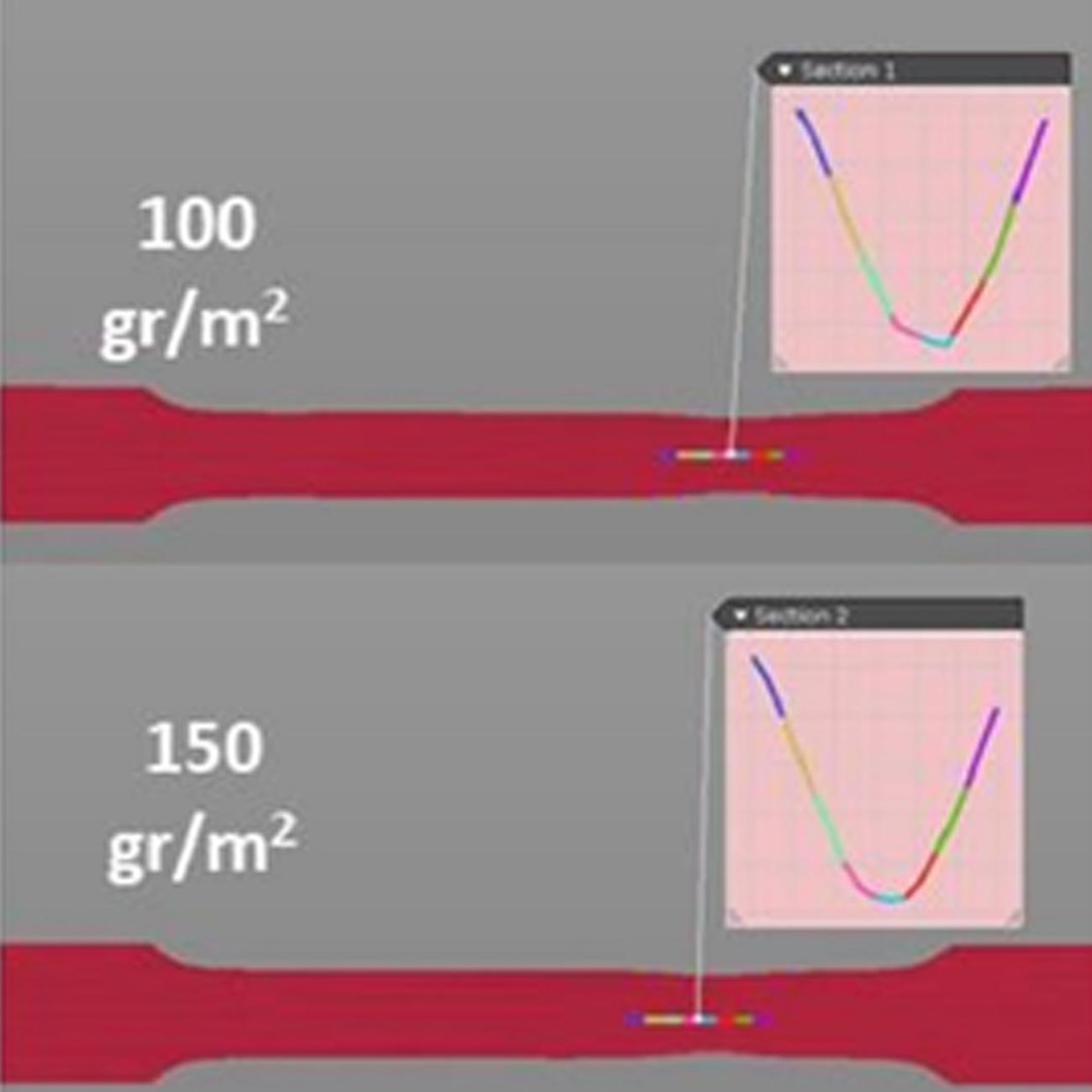
Fig. 2: FEA results of two different coating levels near fracture
You can see the results of the experiment in the figure above. The different deformation states close to facture are visible from the localized markings; the difference in elongation at the steel’s cross-sectional region was investigated via microstructural analysis.
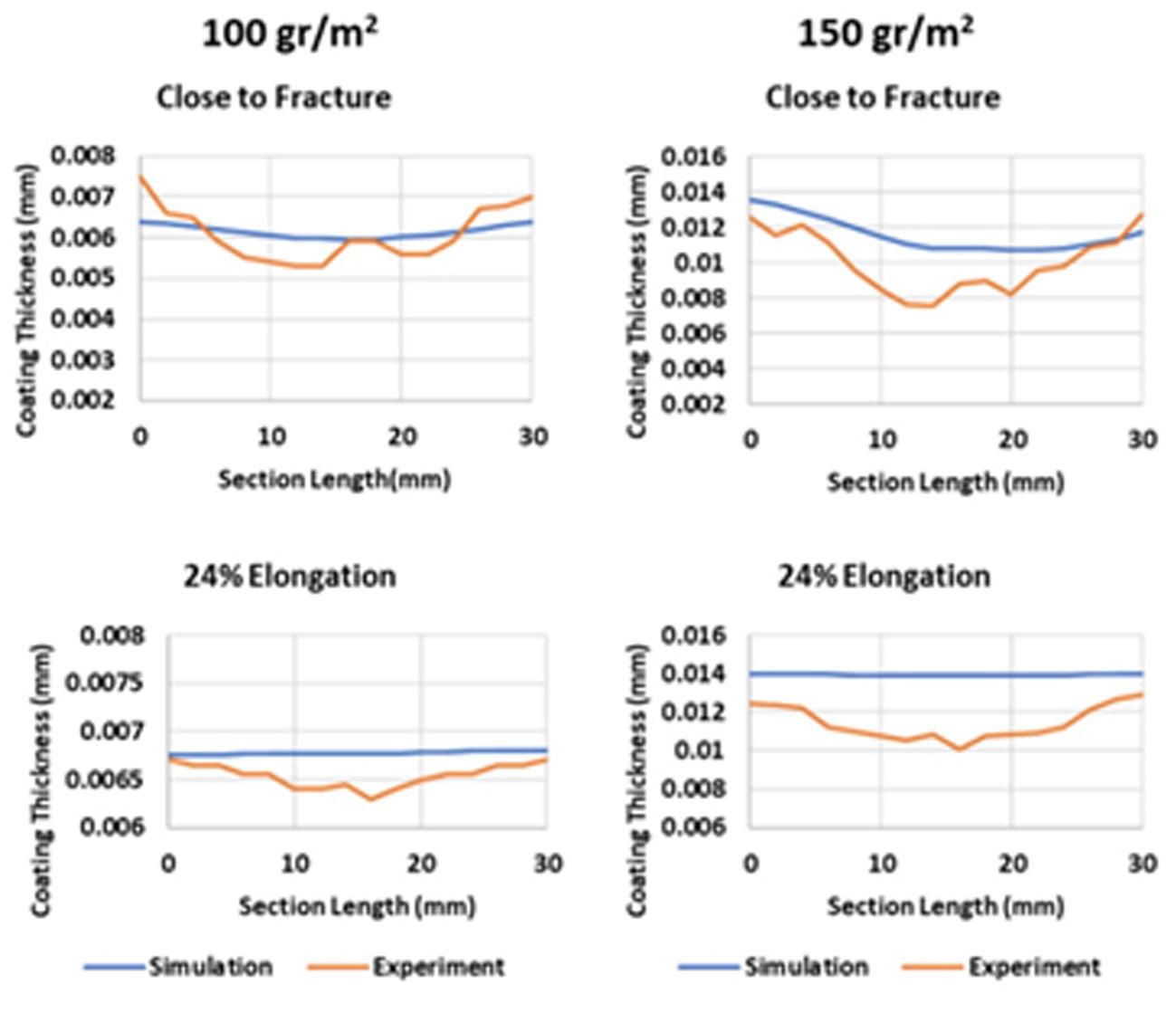
Fig. 3: FEA results of two different coating thicknesses with two deformation levels
For comparing the final results, the blue curve reflects the simulation results while the orange curve represents the experimental results. We conclude that the experimental results generally have better agreement at higher deformation levels. The compatibility is very good at the sections nearing fracture. Therefore, in high formability deep drawing operations, it’s possible to determine the most appropriate coating thickness for various end-users based on numerical analysis.
Thanks to this study, we can now inform our customers of which coating layer levels will allow for easier part deformation. We can further help in deciding the most fitting coating thickness to achieve the forming of real parts by creating new material cards that incorporate the zinc coating data.
In doing so, we can reduce the discrepancies between simulation and real world, between numerical analysis and actual stamping. Many suppliers apply zinc coatings to their materials without incorporating this information into their material cards. These cards only describe the steel and not the coating that comes with it. Therefore, as leaders in our industry, we are taking the charge by increasing our efforts to analyze different coating layers on different steel grades.
In this regard, I genuinely enjoy my job. I come to the job with enthusiasm because I’m constantly discovering new things, meaning it never gets boring.
About Borçelik
Borçelik was founded in 1990 as the first private and the second largest flatsteel producer in Turkey. The Company has started its business operations with producing cold-rolled steel in 1994. Borçelik has increased its production capacity to 1.5 million tons with the investments made in the years 1994, 2003 and 2008 which costs totally 530 million USD. Borçelik has three cold-rolling and three hot dip galvanized steel lines. As Turkey’s largest galvanized steel producer, Borçelik offers the highest quality products with 900 thousand tons of galvanized capacity. Borçelik operates as a partnership of Borusan Holding and ArcelorMittal, one of the world’s leading integrated steel and mining companies. Borçelik has a total production capacity of 1.5 million tons under the Borçelik brand and a metal processing capacity of 500 thousand tons under the Kerim Çelik brand.
“Our working ethic is to improve ourselves, our stakeholder profitability, and foremost to improve our customer service by incorporating several R&D centers and onboarding technical skills relevant to customer industries,” reports Emin Tamer. At present, the company targets the digital transformation of forming and assembly processes to expand their knowledge of material applications far beyond suppliers that focus solely on mechanical testing of their materials.







?")



{kind=link}