
Part 2. The Straightforward Springback Compensation Process Using AutoForm
See part one here: SIMWON Korea: Layout Modeling of the All-in-One Integrated Stamping Process
Established in 1994, DONGYOUNG has developed tools for various body structures. Recently, in line with automotive industry trends, it has focused on advanced high-strength steel products. Because of the increased springback and related compensation challenges posed by this type of steel, DONGYOUNG introduced AutoForm in 2021 to perform a variety of analyses and resolve issues, thereby delivering higher-quality tools and leading the market.
This post introduces the springback compensation process used by DONGYOUNG through the AutoForm Smart Design Workflow. The detailed workflow is illustrated in Fig. 1 and aims to minimize the feasibility study phase due to the product’s shape. It includes the springback compensation process using AutoForm-DieDesignerPlus, as well as verification results from tryout tools produced based on this process.
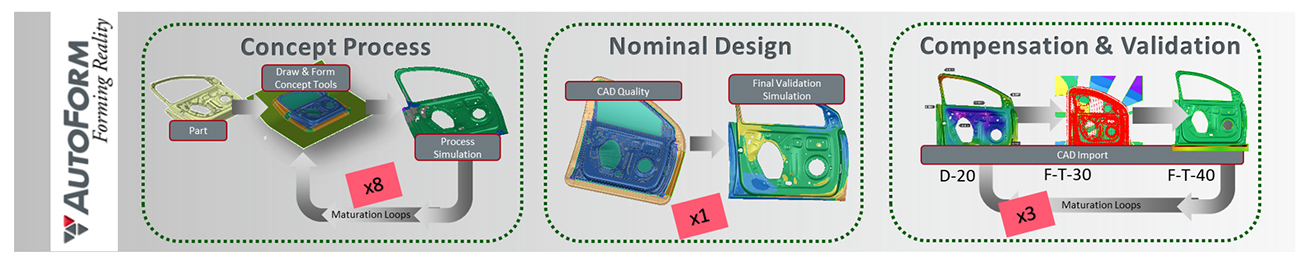
Fig. 1 AutoForm Smart Design Workflow
Figs. 2 and 3 detail the workflow prior to springback compensation. The product is a member component made of 1.2 GPa grade advanced high-strength steel, and the feasibility studies were performed to determine the springback.
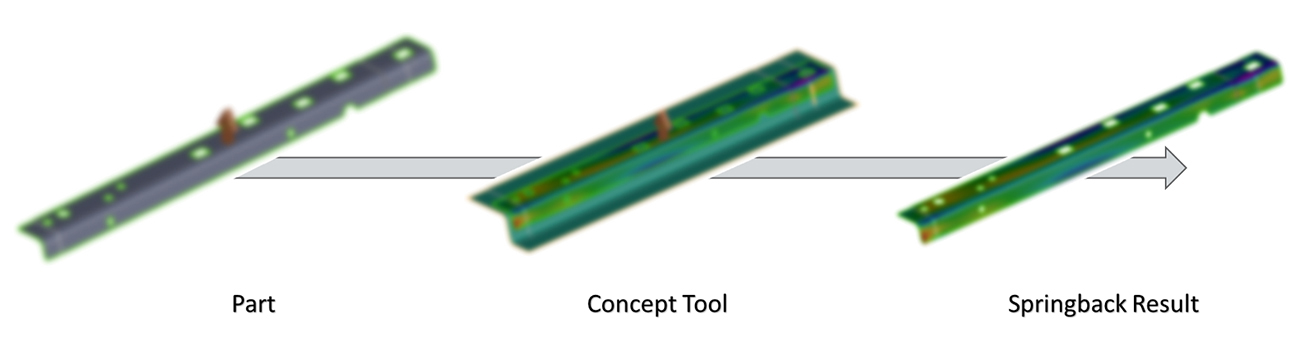
Fig. 2 Concept process of the part
After layout modeling was complete, the springback results were verified. Although the springback was minimized as much as possible in the concept stage, the nominal stage still showed a maximum springback of approximately 4 mm.
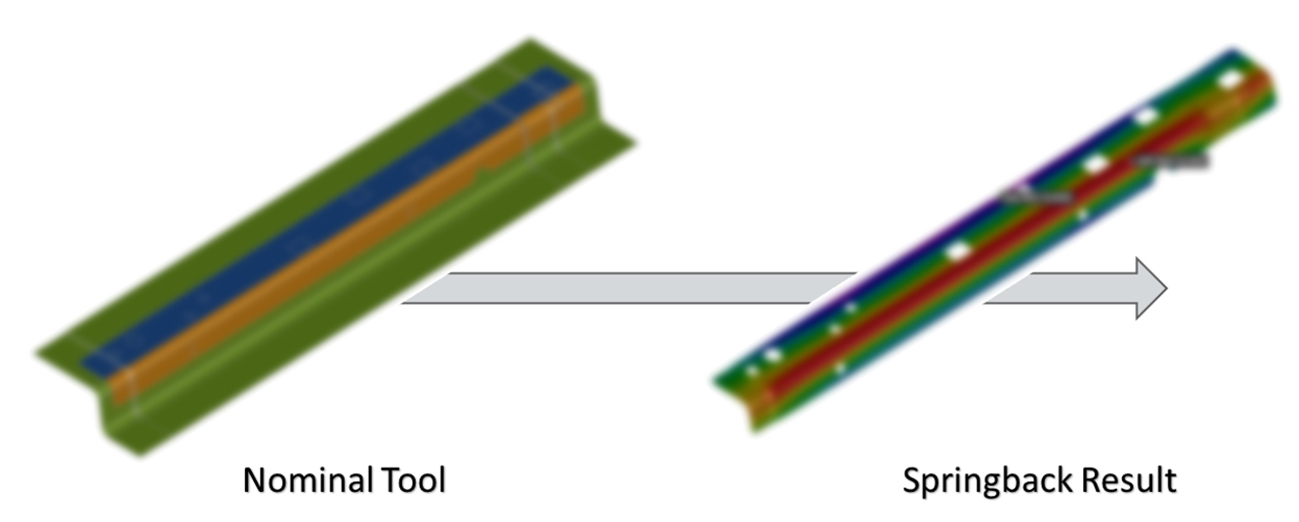
Fig. 3 Nominal tool design process and springback result
To stabilize and further reduce springback, the first iterative analysis defined a direct region on the product area (Fig. 4), which was then subjected to springback compensation.
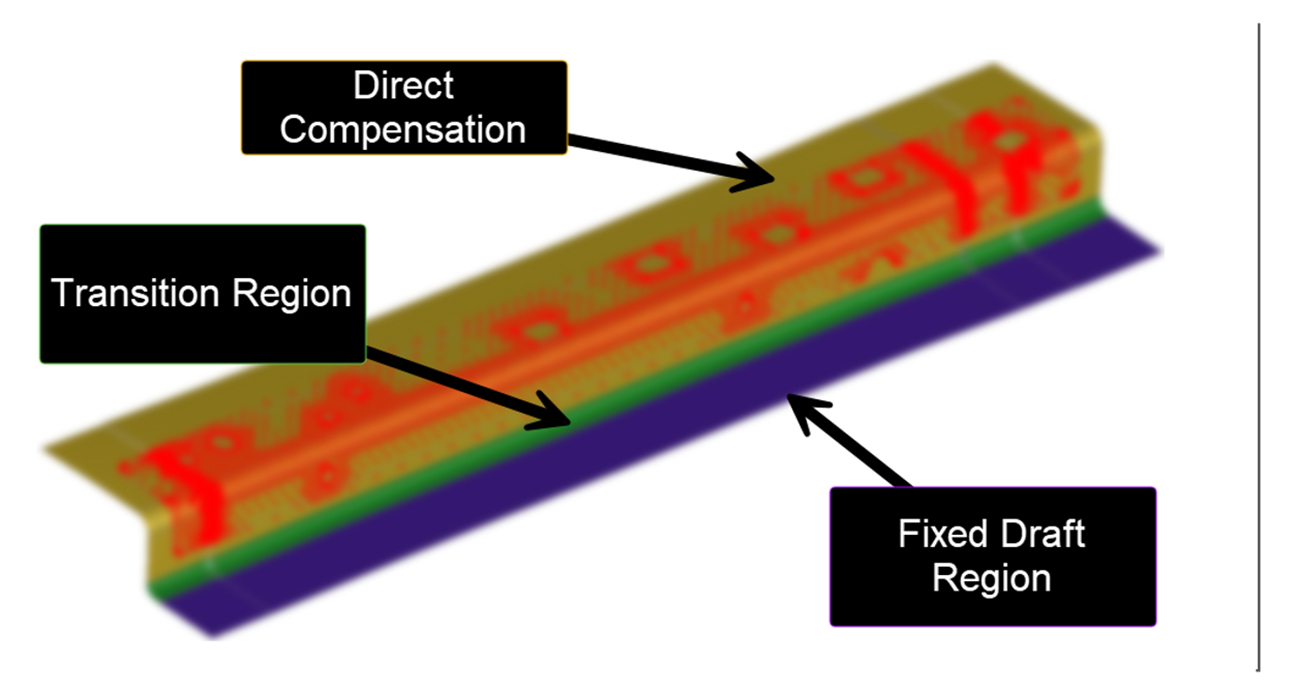
Fig. 4 Compensation strategy: defining the direct region over the part area
However, in the second iterative analysis (Fig. 5), applying springback compensation to the entire direct region led to surface quality degradation. Given the material characteristics of advanced high-strength steel, any compromise in surface quality raises concerns about springback stability, so additional measures were required.
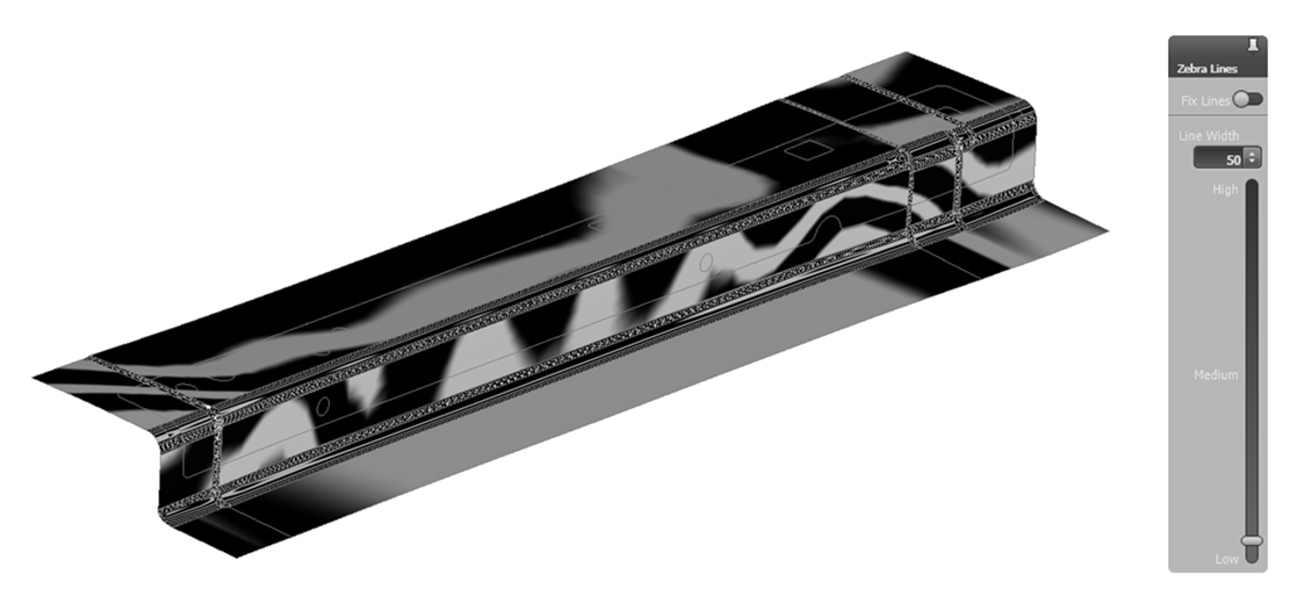
Fig. 5 Zebra lines analysis result to assess surface quality of the direct region
DONGYOUNG addressed this issue by defining a reference target region in the area where surface quality had degraded (Fig. 6). Using the curvature case result variable, the improvements in surface quality were clearly evident (Fig. 7).
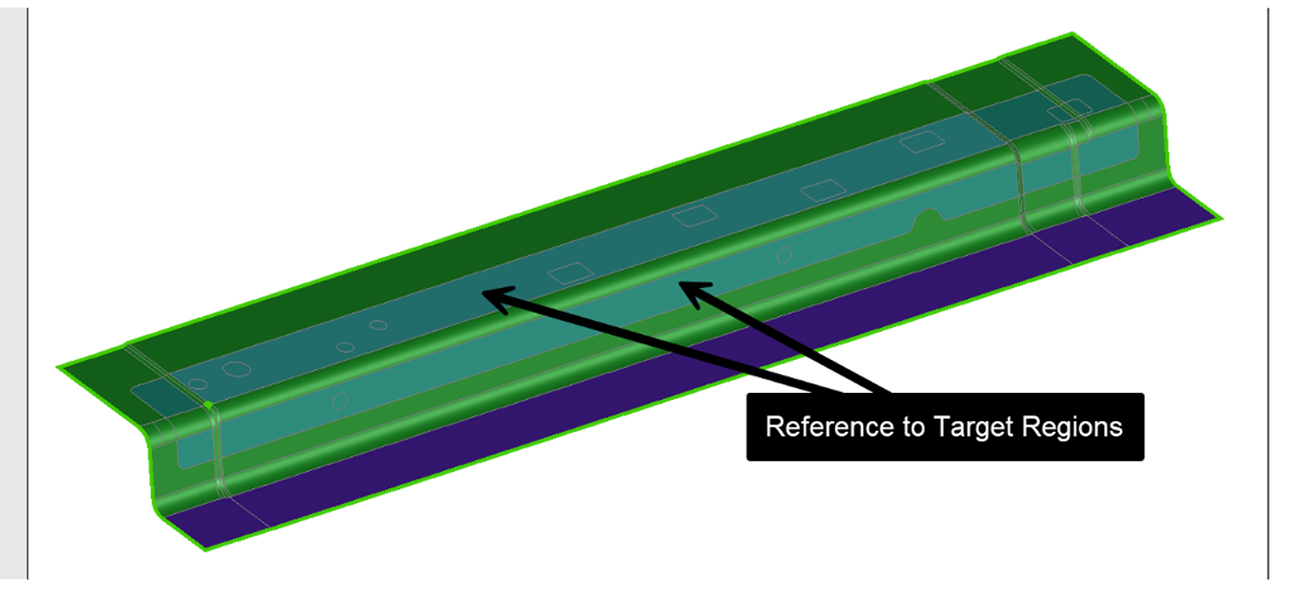
Fig. 6 Compensation strategy: defining a reference target region in the degraded area
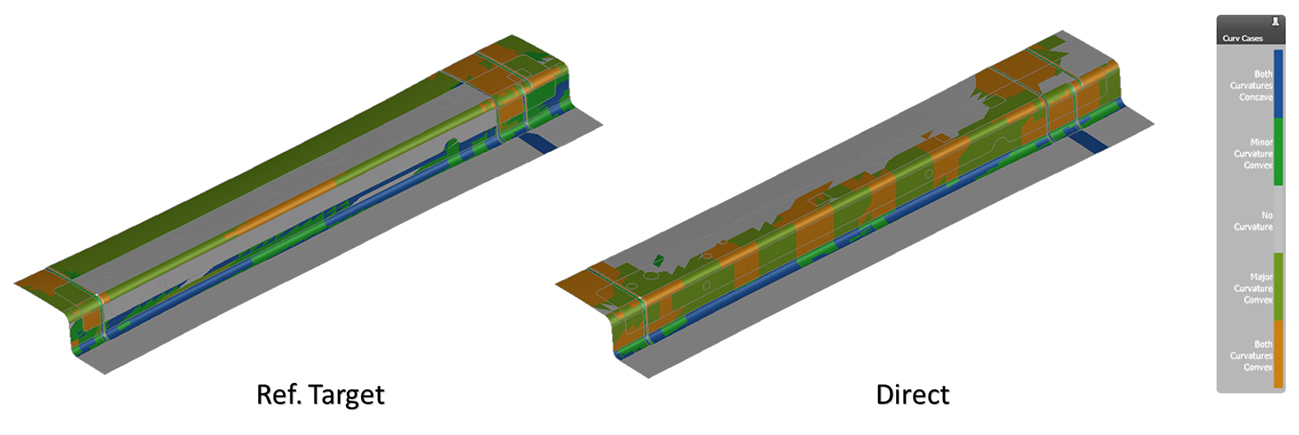
Fig. 7 Curvature case analysis results comparing direct and reference target regions
Following these adjustments, the final springback analysis predicted a maximum of about 0.7 mm (Fig. 8), well within tolerance and suitable for tool processing and subsequent tryout verification.
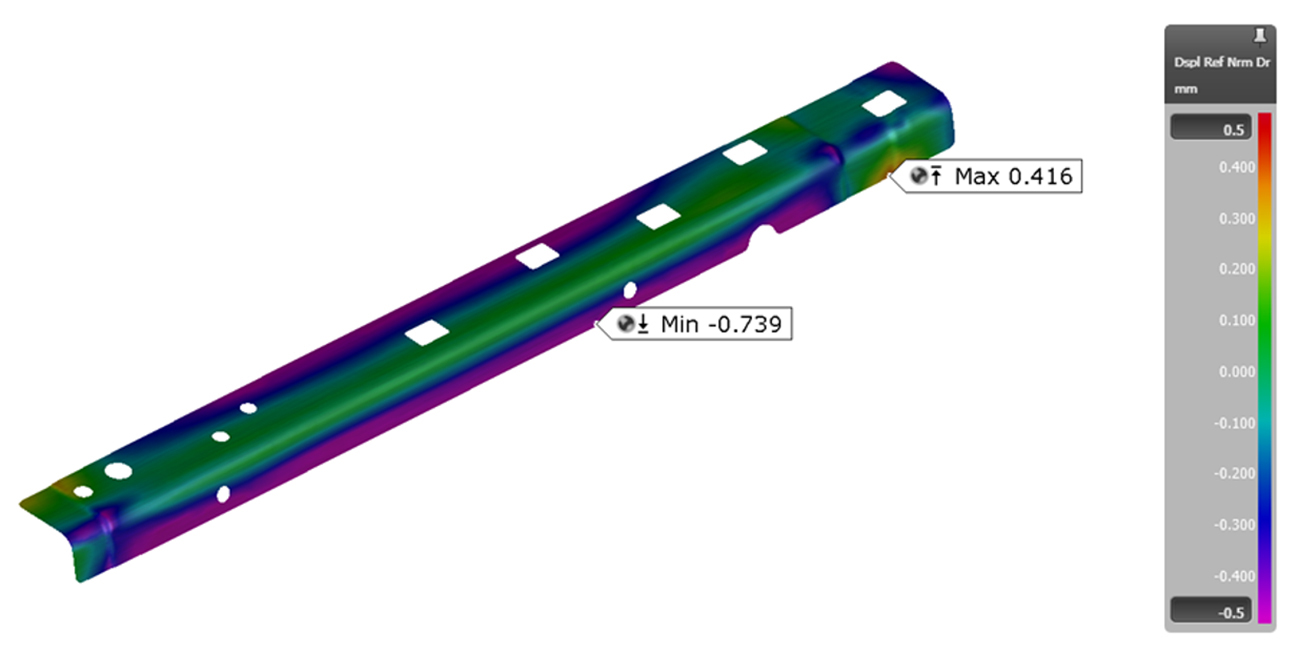
Fig. 8 Springback result of the final compensation simulation
After the tools were processed, the results were measured with a specialized jig (Fig. 9). As shown in Table 1, the comparison between forming analysis and tryout showed an excellent correlation, with a maximum deviation of 0.9 mm.

Fig. 9 Tryout results using a measurement jig
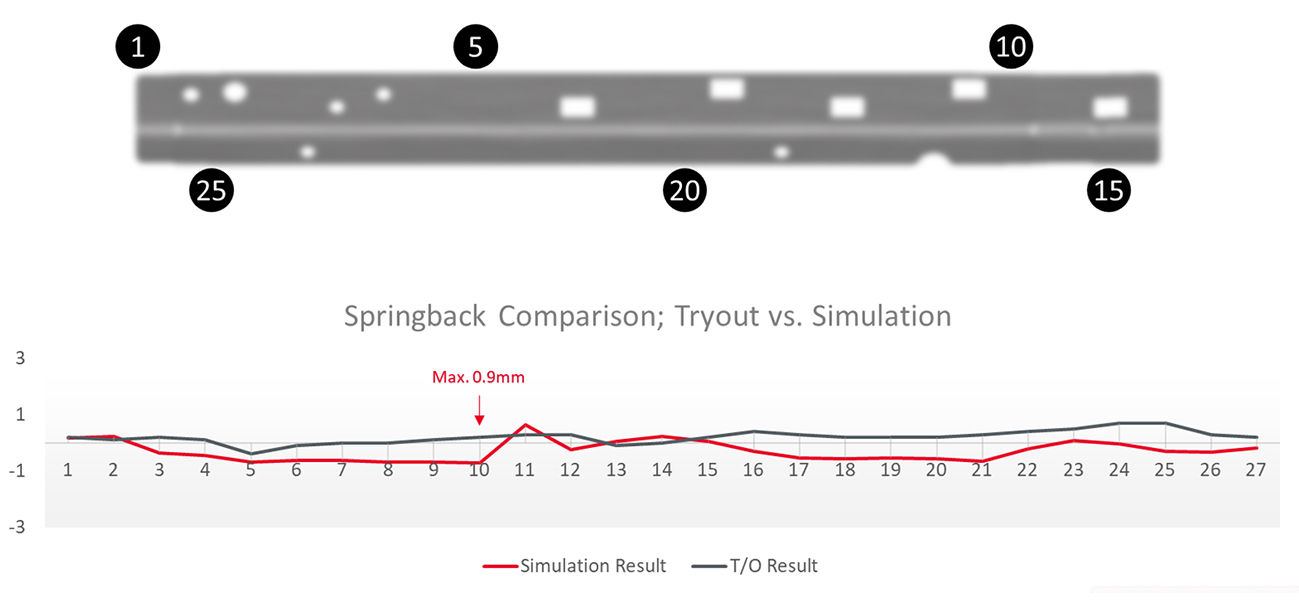
Table 1 Simulation vs. tryout comparison results
Overall, these findings confirm that the integrated process—from the product’s concept stage to the completion of the tool’s machining data—can be efficiently managed using AutoForm’s all-in-one process via DieDesignerPlus. The comprehensive workflow also shortens development time and cuts costs. We hope that customers will consider adopting this integrated approach, as it leads to more than just schedule reductions—it offers opportunities for deeper analysis that can significantly reduce the number of tryout loops and remachining expenses.







?")



{kind=link}