
Introduction
In this article, we examine the optimization of the dashboard panel by Chinese automobile manufacturer GAC. After ten years of using AutoForm, the company has progressed from simple simulations to employing different software to meet various goals, including early bidding quotations, robustness analysis, process planning and design, and cost projections evaluation.
The Original Design
The original dashboard panel consisted of a large, one-piece structure that required four to five operations to complete the forming process. However, the tool structure was complex, necessitating trimming and extraction in certain areas. Furthermore, the single-piece panel had poor formability, leading to significant time spent on feasibility improvements and multiple part change requests during the process engineering stage. These factors resulted in unstable production and increased press downtime. Although there was a need to address these issues by optimizing either the part or the process, making adjustments to the stamping process during the design stage posed risks of instability during production.
The New Design
The OEM’s R&D team decided to focus on optimizing the part rather than the process. They divided the dashboard panel into two parts: upper and lower. Each of these parts was easier to form compared to the original design, and the assembly process was simplified. The team conducted a trial mold to verify the feasibility of the split parts and ensured their functionality in real-life scenarios.
As a result of the split, the thickness of the part decreased from an average of 1 mm overall to an average of 1 mm in the upper part and 0.8 mm in the lower part. The following image illustrates this change. The initial design of the dashboard required the use of DC03 material and had an overall thickness of 1 mm. However, after splitting the part into upper and lower sections, the average thickness decreased to 0.8 mm for the lower part, allowing the use of DC01 material.
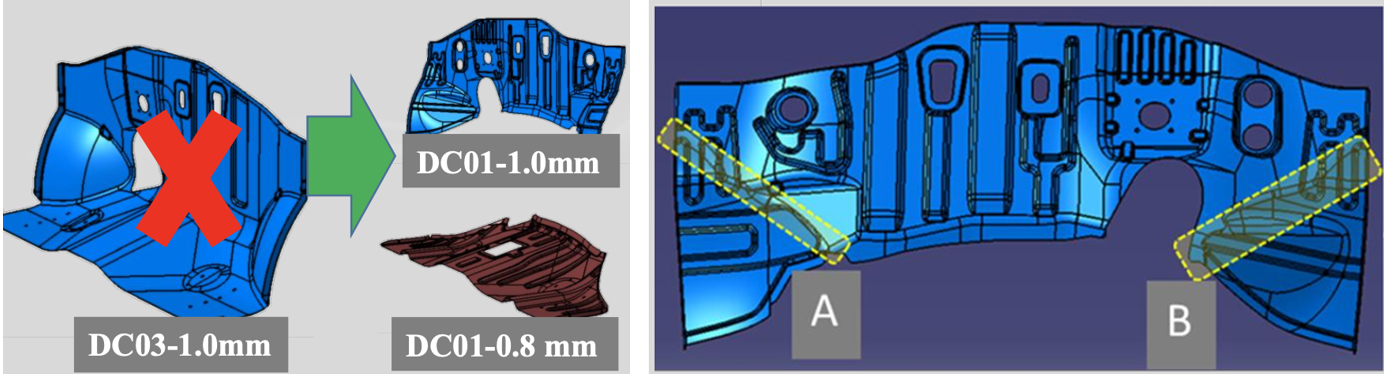
The material utilization of the upper part was further enhanced through flattening and reshaping at sections A and B.
Benefits
Optimizing the part instead of the process resulted in several benefits in this case.
Lighter body
By using thinner materials to achieve the same design, the overall weight of the dashboard panel was reduced. The weight of the part decreased from 11.35 kg in the one-piece dashboard to 10.33 kg (Upper = 6.37 kg, lower = 3.96 kg) for the split panel. Consequently, the body weight was reduced by approximately 1 kg after the panel was divided.
Improved material utilization
The sheet weight and size also saw improvements. Initially, a 19.63 kg sheet measuring 1922 x 1285 mm (length x width) was required. After splitting the panel, a total of 16.65 kg of sheet material was needed: 10.26 kg for the upper part and 6.39 kg for the lower part, with sizes of 1720 x 760 mm and 1565 x 650 mm, respectively. This switch increased material utilization by approximately 3.5%.
Less expensive raw material
The original design mandated the use of DC03 material due to the deep drawing stamping requirements. However, with the split dashboard panel design, it became possible to use DC01 material instead. DC03 costs around USD 770 per ton, while DC01 costs approximately USD 725 per ton. This change allowed for the use of less material (approximately 3 kg saved per sheet) and a reduction in cost.
Stable production
The instability in production was a significant factor driving the exploration of an alternate design for the dashboard. Splitting the panel enabled the engineers to employ simpler tool construction and processes, leading to a significant improvement in production stability. It also reduced forming risks, the number of tryout loops, and press downtime compared to the previous design. Although the number of operations increased from three to five for the single-panel dashboard to six for the two split parts combined, the improved material utilization and simpler tool geometry compensated for this increase and even resulted in a slight reduction in the overall tool cost.
Improved overall cost
The majority of the cost savings came from increased material utilization. By switching from DC03 to DC01 and reducing the sheet weight from 19.6 kg to 16.6 kg, the material cost per car decreased from USD 15.1 to USD 12. Additional savings were achieved by using simpler dies. Despite the number of dies increasing from one in the single-part dashboard to two in the split panel, the cost was reduced due to reduced complexity. The four-sequence die required for the single-part dashboard cost USD 465,000, while the two simpler three-sequence dies for the upper and lower parts had a combined cost of USD 436,000.
However, these savings were offset by some additional costs associated with the split dashboard panel. The main cost was related to welding, which was not required in the single-part dashboard but became necessary in the split design. The welding process involved 24 solder joints at approximately 3 cents per joint, resulting in a cost increase of about 70 cents for welding. Additionally, spot welding adhesive was needed for approximately 1.6 meters in length, costing around 20 cents per car, and a sealant was required for the same length, amounting to approximately 12 cents per car.
Despite the additional operations and costs, the optimization achieved a saving of approximately CNY 14 or USD 2 per unit, which will lead to significant gains in the long term.
Conclusion
By using simulation, engineers were able to obtain accurate predictions for forming operations, cost reductions, and weight reduction. Through modifications to improve favorable predictions, they achieved a lighter, simpler, and more affordable dashboard panel without compromising safety requirements. The tool maker was pleased with the solution, and this case study highlights why OEMs continue to use simulation to enhance their parts and processes. Such investments lead to desirable long-term benefits, including improved client satisfaction, higher profitability, reduced material wastage, shorter development lead times, better quality, and increased sustainability. The one-time investment in simulation provided excellent results.







?")



{kind=link}