

As we continue to explore topics related to digital twin technologies and the Fourth Industrial Revolution, we now turn to the future of the press shop. This is to supplement earlier posts where we highlighted the importance of technology in the areas of product and tool development, along with the savings and benefits gained by its correct use.
The discourse regarding the difficulties faced and goals set in Brazil’s metal forming and assembling industry open deep discussions about the effectiveness of our manufacturing models and how we use them. In the previous paper, we pointed out that, albeit proven and widely adopted worldwide, the technology applied to digital manufacturing still suffers from barriers in our territory. This poses a massive barrier in terms of assertiveness, quality, turnaround time, and the resulting cost of our products and tooling.
In a country where the industry is focused on producing quickly but not always efficiently, and where engineering and development are often considered costs, there are considerable difficulties in targeting investments to these critical areas. Instead, the emphasis is placed on direct return manufacturing solutions.
One particular observation we often mention in our presentations: We make something incomplete very quickly and efficiently, focusing on greater responsiveness if any problems are detected in practice; this leads us to approve multiple items due to the deadline and then spend exhaustive hours on fixing problems that could have been avoided. A very typical example is to accelerate the planning and engineering phases as much as possible so we have time for eventual correction of problems and/or adjustments. Thus, we invest in more efficient machinery that enables us to act and react quickly on the execution of something that was planned and conceived without sufficient care in the previous phases, where problems could have been detected and fixed much more easily.
The employment of digital twins and process simulation, as well as the workflow mentioned in our previous article on industry 4.0, demonstrate the benefits gained and the possible optimizations still to come with full process virtualization. Such conditions can lead the conception of formed metal products, budgeting, process definition, tooling construction, and definition of a robust and efficient manufacturing with a reduced number of rejects to a new standard. This in turn generates exponential gains for those who adequately apply the technology. However, this requires an investment in the engineering and planning phases and integration between multiple departments. (Figures 1 and 2)
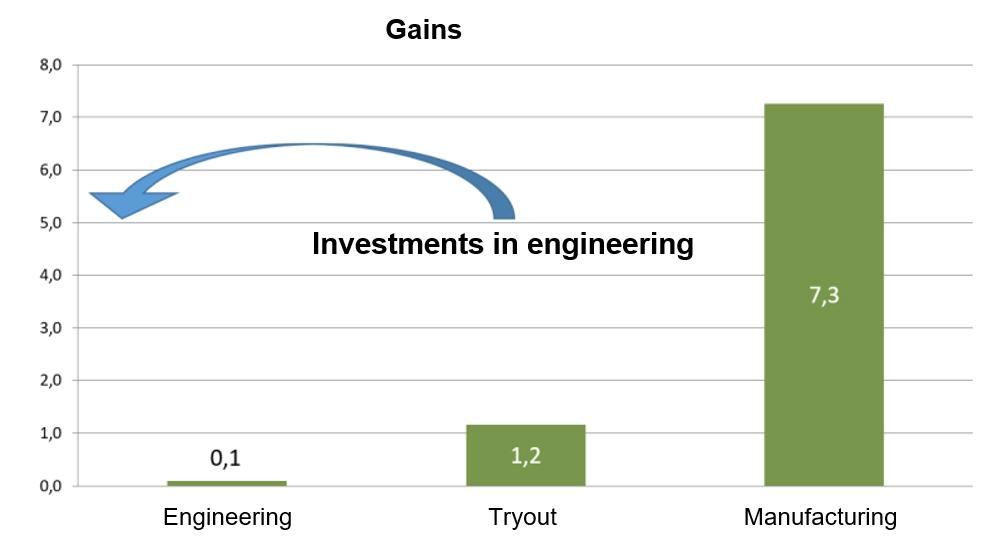
Fig. 1: Estimated ratio between investment and savings
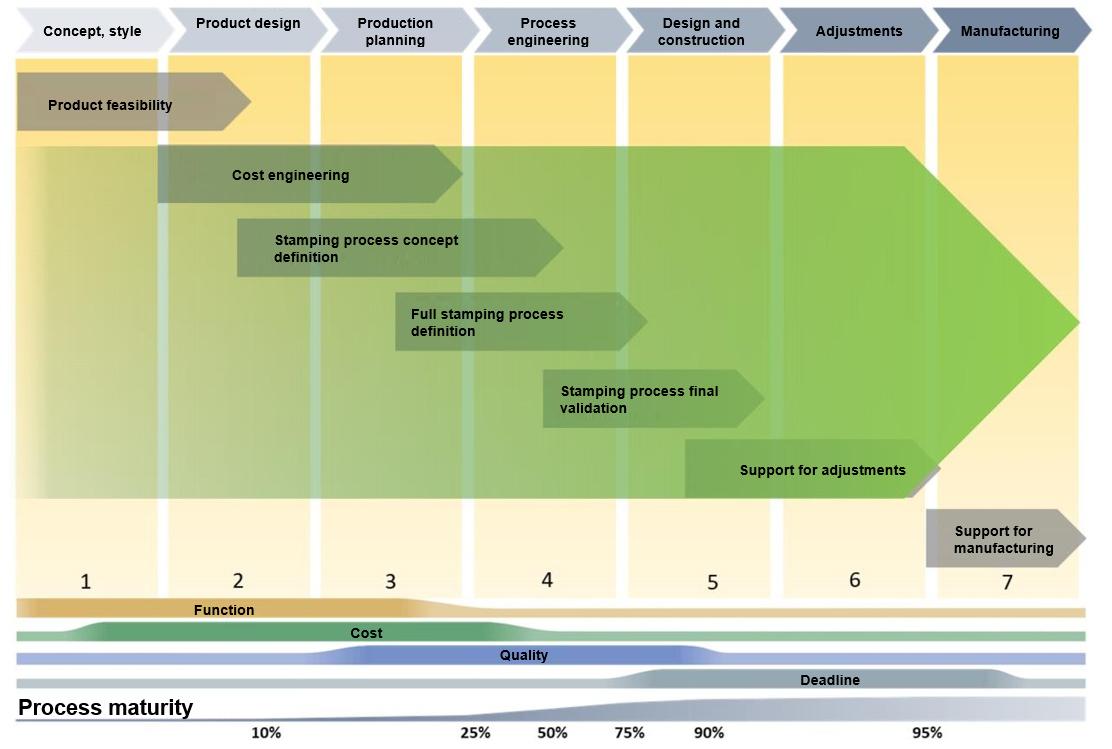
Fig. 2: Full process virtualization
These arguments alone are enough to consider the proposals presented and widely discussed in forums about the use of simulations. Likewise, how complete engineering packages intended for construction, tryout, and manufacturing should not be adopted. These packages are still designed using conventional methods, despite the existence of technologies that connect the shop floor, engineering, and all the other links in the production chain.
However, as if the topics mentioned were not enough, if we raise our eyes above the waves to see the horizon, we will observe that the future of the press shop and all its technological events are already in front of us, as illustrated by the paper “Smart Press Shop GmbH & Co. KG – efficient, innovative, flexible” recently presented in Germany and published by the IFU – Institute for Metal Forming Technology of the University of Stuttgart. We will use the concepts in the paper to build a bridge across current press shop technologies.
Note that this reality is already being discussed and deployed, and we must therefore master current technologies to enable us to take our next steps toward future efficiency goals.
Press shop 4.0 concept and its associated technologies:
It is already a consensus that our current press shops, despite all the evolution and improvements already achieved, still need to go a step further towards connectivity and the use of certain more advanced resources, with the goal of adding artificial intelligence to the process. This is already in talks and in progress in several countries around the world.
The “Smart Press Shop” paper mentioned above introduced a vision for the future of the stamping sector and its relationship with the technologies of Digitalization, Digital Twins, Artificial Intelligence, and consequently, the widely discussed Industry 4.0. A project was drawn up and has taken shape according to this vision. Here we will clarify how the technologies can be interconnected to achieve the desired efficiency gains.
Following a line consisting of essentially what is shown in Figure 3, we will look at the technologies available today and how they can be connected.
- 1 laser blank line
- 10 servo controlled press line
- Necessary automations and the entire control and monitoring system illustrated below
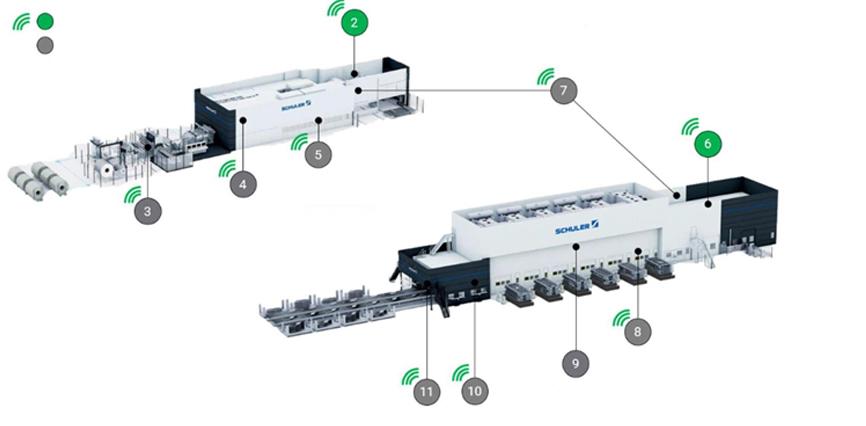
Fig. 3: Smart Press Shop
Several control points, i.e., points to obtain process input data, have been added to the stamping line so that the information can be processed online by an autonomous optimization system (9), such as (2) blank marking and identification with all the necessary content for the stamping process, such as: material thickness, roughness, rolling direction, lubrication, and material properties obtained at points (3) (4) (5) which will be used as input data in simulations to predict the material behavior in the subsequent forming process, increasing accuracy and predictability. Nowadays, the use of this data is feasible through software such as TriboForm®, AutoForm Material Generator, and AutoForm Sigma®. As a result, risk mitigation actions can be taken to create a more robust and adaptable process according to its intrinsic manufacturing variables and noise (those non-full controllable variables, such as thickness and material properties).
The input data mentioned above are essential for creating a sound simulation model, defining the Digital Twin that will be the reference for the tooling construction and dictate the product’s behavior throughout its productive life. They will also form the intelligence base behind the autonomous optimization system (9).
It’s possible to consider these variables from the earliest stages of engineering to define the characteristics and resources needed in the process and tooling, mitigating as many problems as possible early on.
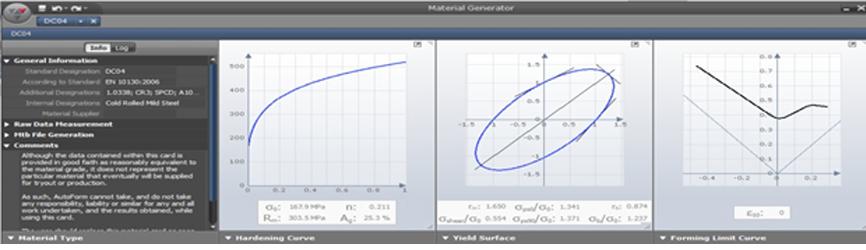
Fig. 4: Material characterization
Figure 4 shows the three basic virtual characterization curves of a material. They are perhaps the most essential input data for a computer simulation, being directly responsible for the success or failure/divergence of the simulated vs. physical results. One is the stress x deformation curve, common in the world of engineering and widely studied. The other, less well known but no less important, is called the work hardening curve and/or surface. This second curve represents the material’s anisotropy and indicates how the material behaves when undergoing stresses in different directions. It is critically important for correct calculations of stresses and especially surface defects such as wrinkles and/or shadows on external parts.
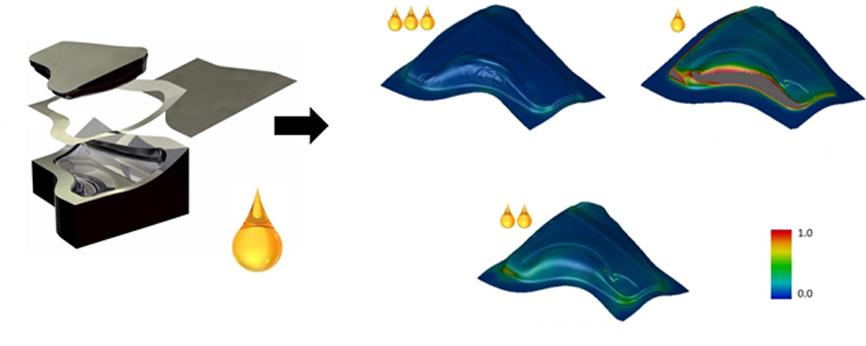
Fig. 5: Influence of the friction model
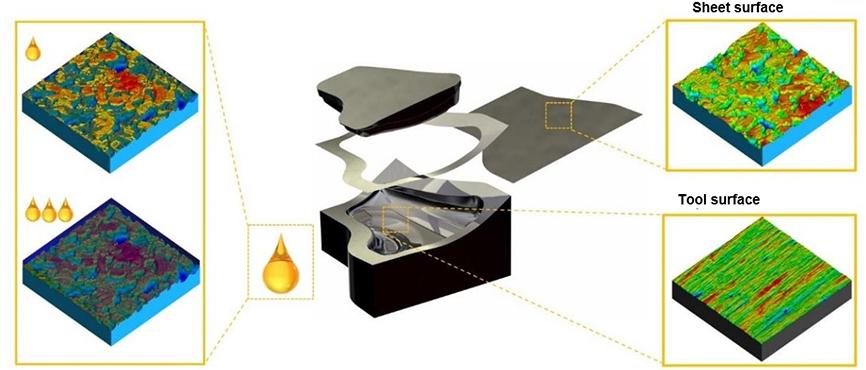
Fig. 6: Simulated friction model
Figures 5 and 6 refer to the options available for the characterization of friction inside the computer simulation. Like anisotropy, these data are usually overlooked, which can negatively affect the results.
To meet the objectives of the Smart Press Shop, it’s essential to monitor this data, incorporate it into the simulation, and obtain the output data needed for corrective actions in subsequent operations. Albeit seemingly distant, there are already technologies on the market that can perform this task; all that remains is to integrate them into the line.
After correct characterization and definition of the blanks, which will enable tracking and taking measurements based on this input data, reading and verification (7) begins
the forming process. Keep in mind that for a robust result, a whole blank optimization process was simulated (Figure 7) and with the flexibility of laser blanking, it may be adjusted according to data feedback.
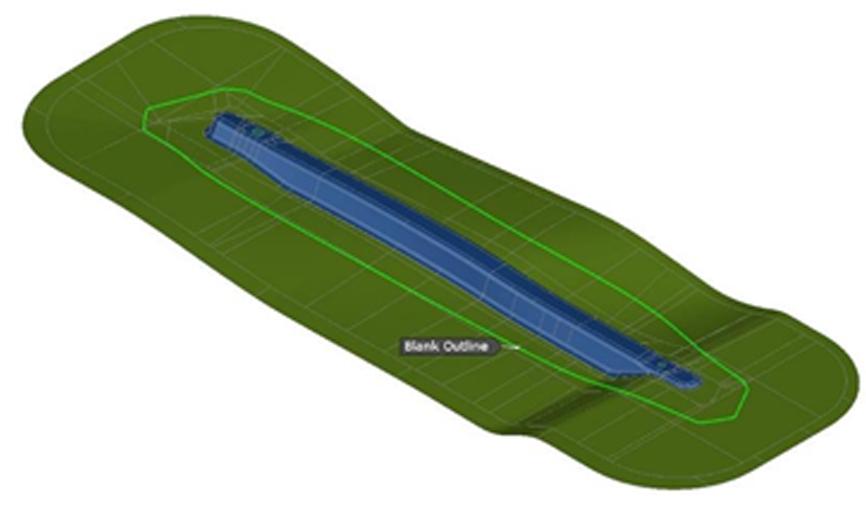
Figure 7 – Minimum blank estimate
Once identified  , the material is sent to the forming process, where another important step for the process behavior is monitored to refine the correlation between the digital twin and practice, ensuring the aesthetic, functional, and dimensional quality of the product. The sheet run is an
, the material is sent to the forming process, where another important step for the process behavior is monitored to refine the correlation between the digital twin and practice, ensuring the aesthetic, functional, and dimensional quality of the product. The sheet run is an ![]() important measurement point, used as a metric to check the correlation between what was simulated and what is obtained in the real world. Its behavior based on input data, process and noise variables is extremely important for the expected final result. (Figure 8)
important measurement point, used as a metric to check the correlation between what was simulated and what is obtained in the real world. Its behavior based on input data, process and noise variables is extremely important for the expected final result. (Figure 8)
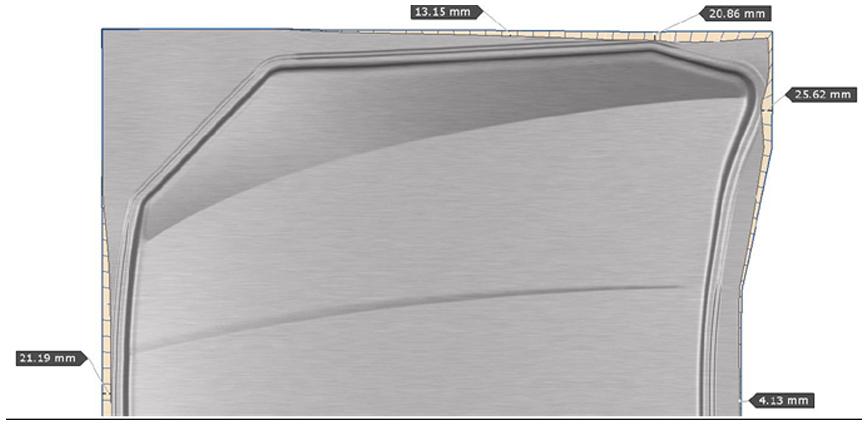
Fig. 8: Sheet Run
Therefore, the correct creation of the digital model, considering all required resources, equipment characteristics, and tooling details to cover all possible variations and noise in the production, is equally important. Both the tryout and the actions taken during production, according to the criteria contained in the engineering package, are vital to ensure the expected efficiency.
Market solutions are already available to help with this deployment, such as AutoForm Sigma® and AutoForm TryoutAssistant®. In a future paper, we will approach in more detail topics related to systematic process improvement and manufacturing robustness.
As we are discussing the future of the press shop, the overarching idea is that the autonomous optimization system ![]() handles all the data contained in the engineering package that is available in digital form. In a closed-loop circuit, it can optimize the possible parameters so that, based on artificial intelligence, the failure rate, downtime, and rejects are reduced and the product quality is maximized.
handles all the data contained in the engineering package that is available in digital form. In a closed-loop circuit, it can optimize the possible parameters so that, based on artificial intelligence, the failure rate, downtime, and rejects are reduced and the product quality is maximized.
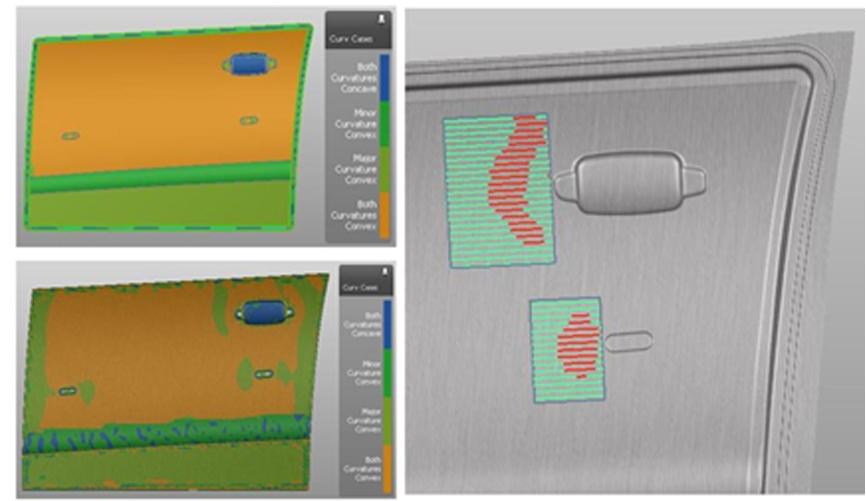
Figure 9 – Surface defects during simulation
Hence, as mentioned in several other papers and in the industry 4.0 article, the integration of all involved in the process chain becomes increasingly indispensable so that all the technology and intelligence behind an efficient process reaches its peak.
We will soon see systems like these installed in production around the world.
References:
New Developments in Sheet Metal Forming 2020 – Dr. h. c. Mathias Liewald MBA – Institute for Metal Forming technology – “IFU – Institute for Metal Forming Technology of the University of Stuttgart”
“Smart Press Shop GmbH & Co. KG – efficient, innovative, flexible” – Mr. Uwe Kreth, Head of Project Planning at Schuler Pressen GmbH – Hendrik Rothe, Managing Director at Smart Press Shop GmbH & Co. KG.
Authors:
César Augusto Batalha is the General Manager of AutoForm do Brasil, responsible for operations, technical support, and sales for the entire national territory, along with technical and commercial support for the Argentine market. He has over 25 years of experience in the automotive industry with a background in the fields of body parts and automation related to engineering, manufacturing, project management, and deployment. +55 11 4122-6778 / cesar.batalha@autoform.com.br
Fernando Henrique Tersetti is an Application Engineer at AutoForm do Brasil and member of the technical team responsible for supporting the software application in the Brazilian and Argentine markets. He has 10 years of experience in the automotive industry and has worked in the fields of stamping tool design and stamping process simulation. He holds an undergraduate degree in Control and Automation Engineering and an MBA in Project Management. +55 11 4122-6779 / fernando.tersetti@autoform.com.br
Leandro Guimarães Cardoso is a Mechanical Engineer who graduated from the University of Brasilia with a postgraduate degree in structural analysis using the finite element method at the UFRJ-COPPE. He has 30 years of experience in the field of product development engineering, deployment of CAD/CAE/CAM systems, structural analysis, simulation of manufacturing processes, and discrete production lines. In addition, he has personally used and supervised the deployment and application of these technologies in several companies from the automotive, auto parts, and other sectors. He currently works at AutoForm do Brasil as Technical Area Supervisor, responsible for pre-sales activities, training, and technical support to users of the company’s programs. +55 11 4122-6771 / leandro.cardoso@autoform.com.br







?")



{kind=link}