
One of the major challenges in implementing simulation resources in engineering processes in companies is how to justify this kind of investment and how to calculate the return obtained. This is not so simple to measure as is the case with investments in machinery such as presses, that have their return calculated based on the rate of strokes per minute, for example. Technological resources such as simulation software require out-of-the-box thinking because what must be calculated is the cost savings generated and not the profitability. This means that the return is calculated based on what was no longer spent and not on what was earned.
In several situations there is a fear that simulation software will replace the need for a skilled professional with knowledge in processes, but this is not true. Software should be considered as powerful tools that in the hands of a skilled and experienced “pilot” will be able to deliver excellent results on many fronts.
The use of these resources brings advantages both to the user who uses them, who can be demanded in the market over time, as well as to the company that can quickly harvest the returns on its investment, as we will discuss later in this paper.
There are several ways to evaluate the cost savings with the use of simulation software. One of them is the time saving and increased accuracy in the budget planning phase. Generally, automotive OEMs do not have enough installed capacity to develop and manufacture all the parts of a new project (vehicle) internally. This means that a good amount of these parts are launched on the market to be developed in the supply chain. This phase is usually imposed by a lot of quotations that need to be delivered in a short period of time and with sufficient accuracy to ensure that: The budget should be “low” enough to be competitive and “high” enough so that the supplier has no future losses in delivering the parts.
Another example is the time saving and cost reduction in tooling development, where the designer can optimize the process and reduce the amount of changes and corrections carried out in the tryout or even in production. Process improvements that can also reduce the raw material (blank) consumption, what affects directly the costs and manufacturing, as well as robustness control, reducing the scrap rate also in the manufacturing. A further opportunity is the possibility to detect problems at an early stage of the project, allowing product changes at a moment of greater flexibility for changes, without major impacts on adjacent parts and/or assemblies, or even before the tooling is already built.
Facing all these challenges, the engineering analyst Francisco dos Reis Nogueira Junior at the product development department of Stellantis Group, in Betim, state of Minas Gerais, Brazil, shares in this paper three interesting examples about implementation studies of simulation in the product development phase, showing how these studies boosted the department to invest significantly in more simulation capabilities.
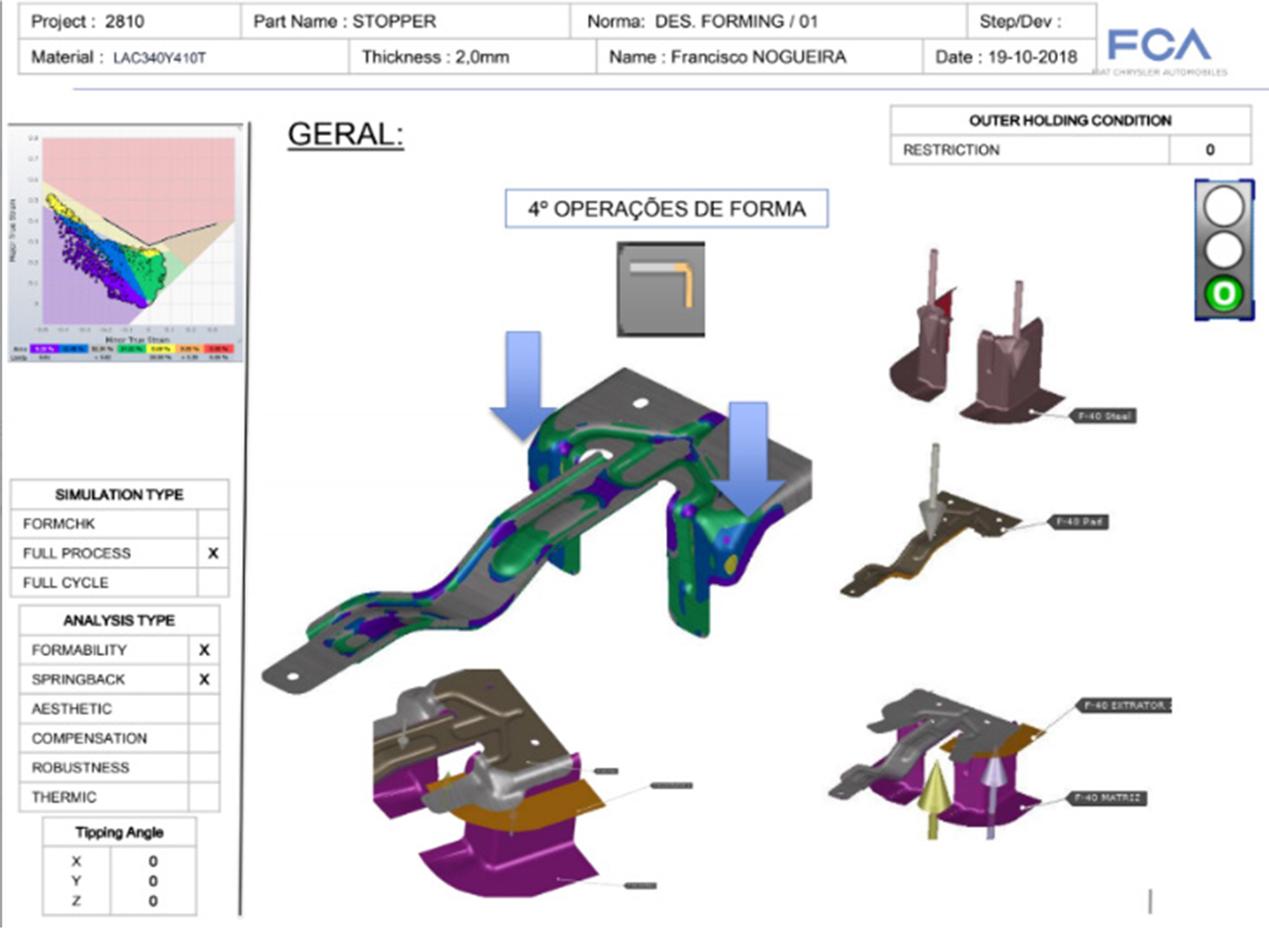
Fig. 1: Case of application 1
In the first example shown in the Figure 1, the product engineering was called by the original supplier, who communicated the impossibility of manufacturing the designed product, requesting the change and split of the original product into two parts, which would later be joined together.
At first, there were not enough technical arguments to justify such a change, so Francisco chose to evaluate the manufacturability of the part with numerical simulation with another partner.
The studies concluded that, yes, the component could be manufactured as a single part. Based on this analysis, the original process was maintained, resulting in a part cost reduction of 39% in comparison to the process proposed by the first supplier, and a process cost reduction of about 42% (devices, tools, floor space, etc.).
In a second case, following a product change, the supplier has requested a blank increase in order to maintain manufacturability. With his simulation in hand, Francisco was able to validate the process without the need to increase the blank and consequently the consumption of raw material, avoiding an additional cost of BRL 0.63 on the part.
In the third example described in this paper, the engineering department conducted studies on a product that presented failures (cracks) during the cutting operation in the region highlighted in the Figure 2. This failure demanded the use of laser cutting in the region to guarantee the required quality and this generated an additional cost in the process. Using simulations, they virtually represented the problem and found the solution by changing the cutting line and avoiding the additional cost of laser cutting, which was BRL 3.10 per produced part.
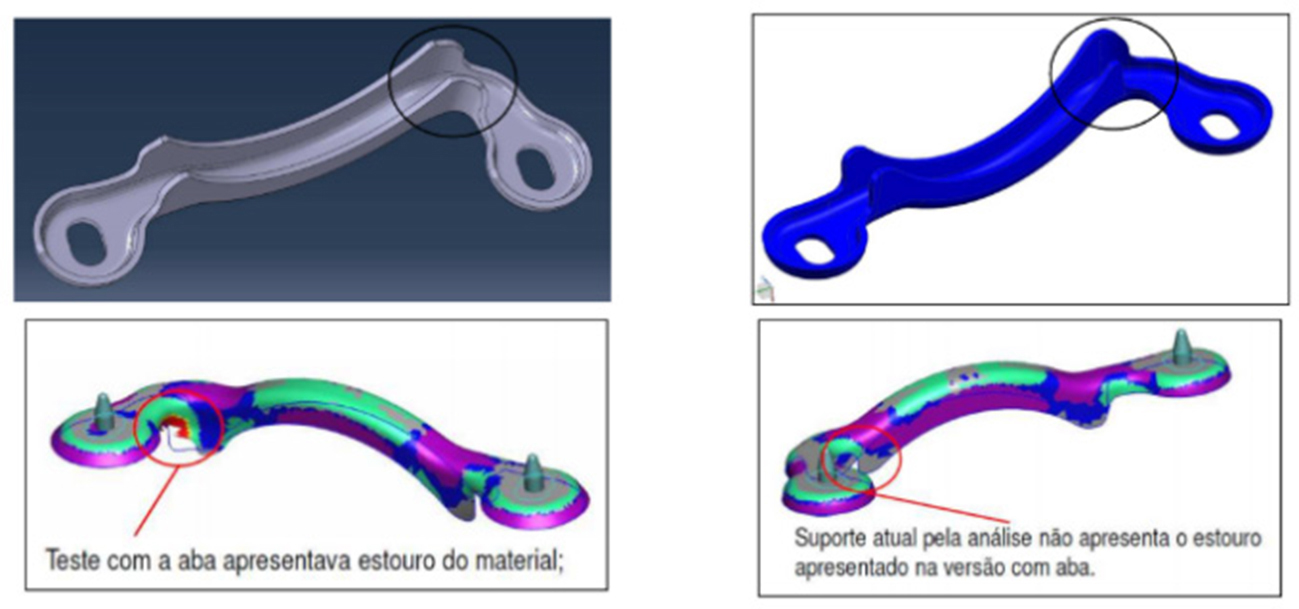
Fig. 2: (Left) Testing with the tab featured material bursting. (Right) Actual support by analysis
In the three cases presented, the product engineering team achieved savings of about BRL 2,000,000 in process investments and more than BRL 1,000,000 per year in costs related to the production of the parts. In three individual cases, it was possible to achieve savings significantly higher than the amounts invested in simulation software.
It is common for professionals to face situations like the ones exemplified above, but the lack of resources and information with technical basis ends up creating discussions based on guesswork that make decision making very difficult. In consequence, these decisions become more and more dependent on luck to be finally assertive and effective.
As mentioned at the beginning of the paper, the calculation of return on investment in simulation software is a challenge and must be done differently from the conventional way. A simulation software does not generate physical results nor deliver a product that can be placed on the shelf with a price tag. The simulation software allows you to improve processes, achieve savings in the development, manufacturing, and production phases. When we consider the point of view of economists, no longer paying is equivalent to receiving, which means that the BRL 3,000,000 mentioned here can be considered a positive income in the cash flow of the Stellantis Group.
About the authors:
Edson Rodrigues dos Santos Junior – Mechanical engineer graduated at the Universidade Paulista, with knowledge in Metallurgical Engineering (PMT-USP – Audit Student) and specialization in cutting, bending and drawing tool design (Escola Pro-Tec). Professional with 12 years of experience in manufacturing processes by mechanical transformation, sheet metal stamping, and for the last two years working in BiW assembly processes. Currently, he works as Sales Engineer at AutoForm do Brasil, contributing with the Brazilian metalworking industry in the implementation of new global simulation technologies for the manufacturing processes by sheet metal stamping and BiW, with lean manufacturing concepts and digital process twins. Contact: edson.rodrigues@autoform.com.br
Francisco dos Reis Nogueira Jr. – Full engineering analyst at Stellantis Latim America for over ten years and in total over 25 years in product development as mechanical designer, project coordinator, and stamping, welding and GD&T specialist. Contact: reisnogueira1978@gmail.com







?")



{kind=link}