
One of the main technical challenges faced in the design and development of stamping dies and manufacturing is the complex springback response of sheet metal alloys. Springback is the elastic recovery in the material when unloaded after the forming operation (Figure 1). And the introduction of advanced materials like high-strength aluminum alloys and advanced high-strength steels (AHSS) exhibiting high strength and ductility makes it even more challenging. The magnitude of springback is directly proportional to the ratio of flow stress to Young’s modulus of the material, which makes it typically high for such high-strength materials. Moreover, the anisotropic behavior of aluminum alloys and the multi-phase microstructures of AHSS result in strong tension-compression asymmetry leading to complex springback behavior.

Figure 1. Final product with springback (left) and the desired product (right). [World Auto Steel]
Springback Prediction
Accounting for springback in the tool design requires the development of robust predictive models that can simulate the material behavior accurately in an actual stamping operation. During stamping, materials are known to undergo loading and unloading cycles, as well as switching between tension and compression loading. Every springback prediction model needs to account for the following two important issues:
(i) Cold working a material increases its yield strength but has a negative impact on its compressive yield strength due to a phenomenon popularly known as the Bauschinger effect [1].
(ii) When the material is unloaded after being loaded plastically, the stress-strain response, especially for AHSS, is non-linear. Upon reloading, the material again shows a nonlinear elastic response that is also different from that of the unstrained material. This is because the elastic modulus decreases with the increase in plastic strain; a phenomenon known as modulus decay [2].
There have been several predictive models published in the literature which claim to accurately predict the springback behavior. The most popular work is by Yoshida-Uemori [3] on the modeling of springback using cyclic tension-compression and loading-unloading curves. Predictive models, however sophisticated they are, are only as good as the quality of experimental data used to calibrate them (Figure 2).
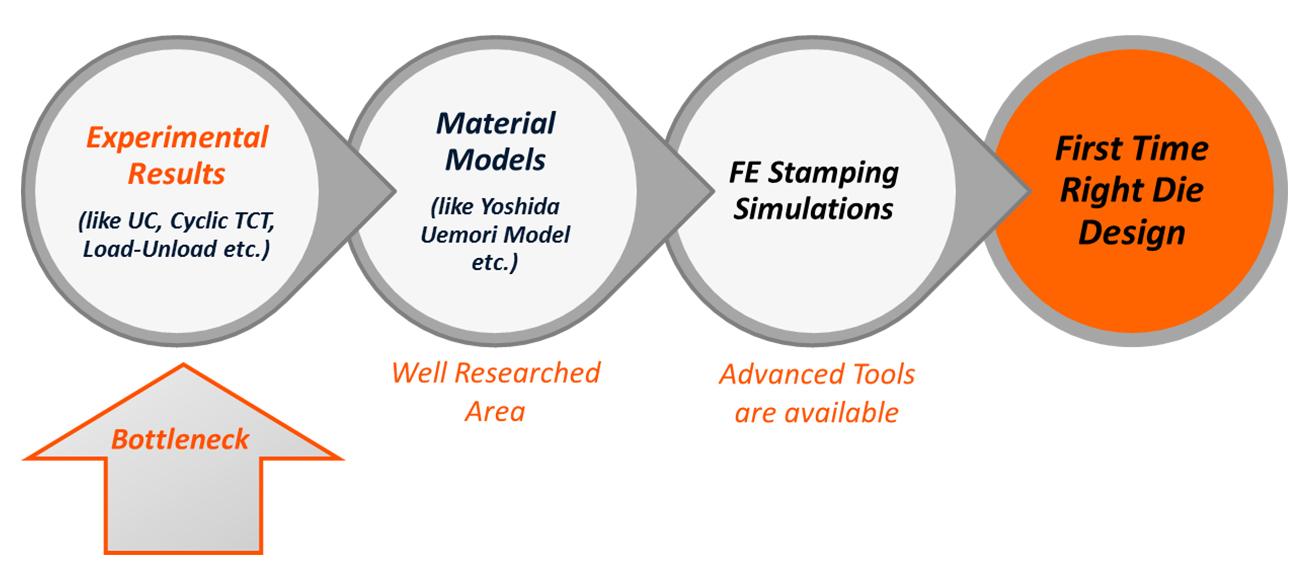
Figure 2. FE in sheet metal forming die development
It has been shown, time and again, and particularly so for AHSS materials, that reliable characterization of a material’s tension-compression and loading-unloading behavior, is a very important determinant of the accuracy of springback predictions from simulations [5].
Mechanical Tests for the Calibration of Material Models
The summary of tests required for the calibration of popular springback prediction models (uniaxial tension tests, tension load-unload tests, uniaxial compression tests, and cyclic tension-compression tests) is shown in Figure 3. The material characterization approach for the determination of cyclic tension-compression properties and Young’s modulus decay is still not standardized as there is no ASTM/ISO test standard available for reference to perform these types of tests. The determination of modulus decay is achieved by a uniaxial tension load-unload test, which can be a topic for another blog article. This article is focused on the state-of-the-art techniques for obtaining uniaxial compression and cyclic tension-compression properties for advanced sheet metal alloys.
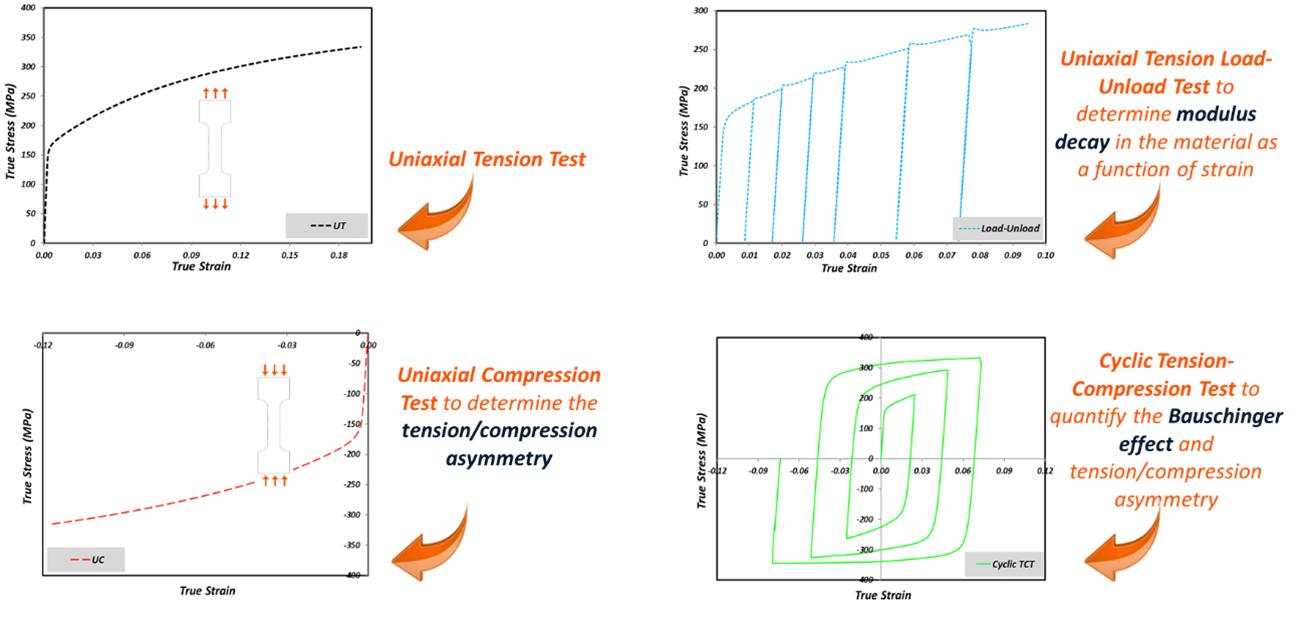
Figure 3. Summary of tests required for the calibration of popular springback models
Monotonic compression tests and cyclic tension-compression tests on sheet metal specimens are difficult as the sheet specimens are subjected to out-of-plane buckling under compressive loads (Figure 4). Hence, the material may not experience pure compression, and reliable strain measurements are difficult to obtain.
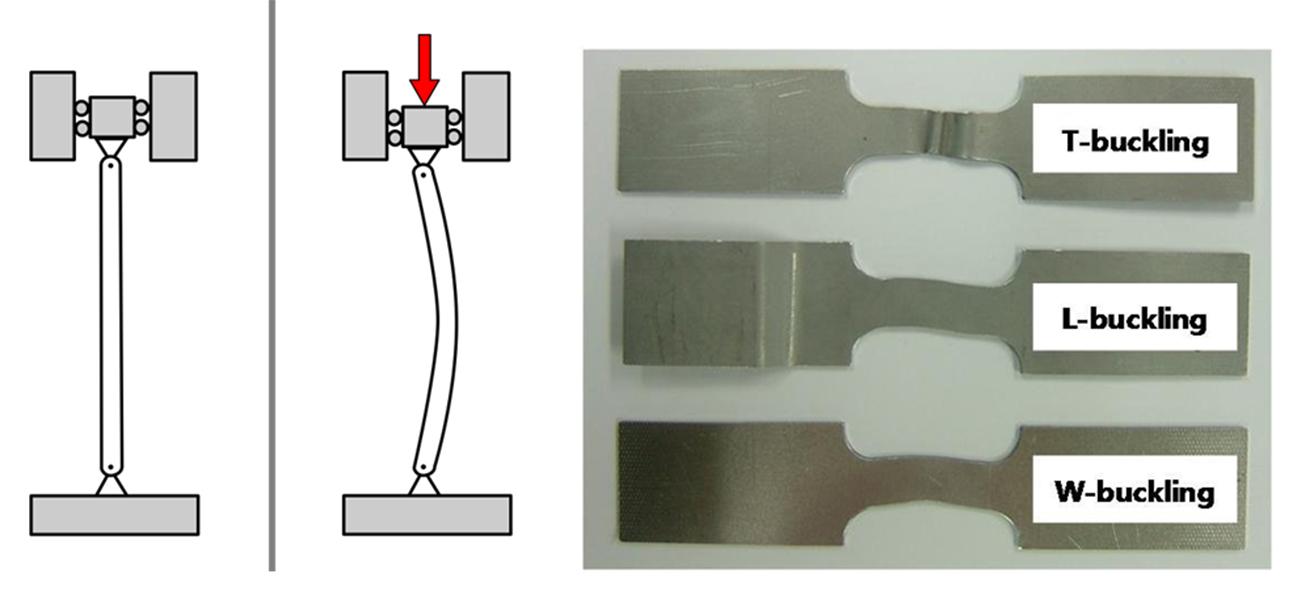
Figure 4. Buckling in sheet specimens under compression; types of buckling in a sample [Gihyun et al., 2011]
Advancements in Cyclic Tension-Compression Testing
The latest development in the test setup was proposed by [4] where the specimen is supported on its sides using an anti-buckling device, and is therefore capable of achieving high compressive strains (>10%). This is achieved by the features of the device starting with the ability to measure and precisely control the applied side force (for friction corrections). Additionally, self-aligning and self-centering grips accommodate thickness change to enable consistent side force during the test. The strains in the test are recorded by a full-field 3D-DIC focused on the thickness direction of the specimen. The main highlight of the setup is the real-time control of the load frame using the DIC strain signal. A picture of the test setup, DIC field of view, and the real-time control loop is shown in Figure 5. The real-time strain measurement output from the DIC is fed into the load frame which is used by the controller to trace a set cyclic path and enables load reversal at the precise strains.
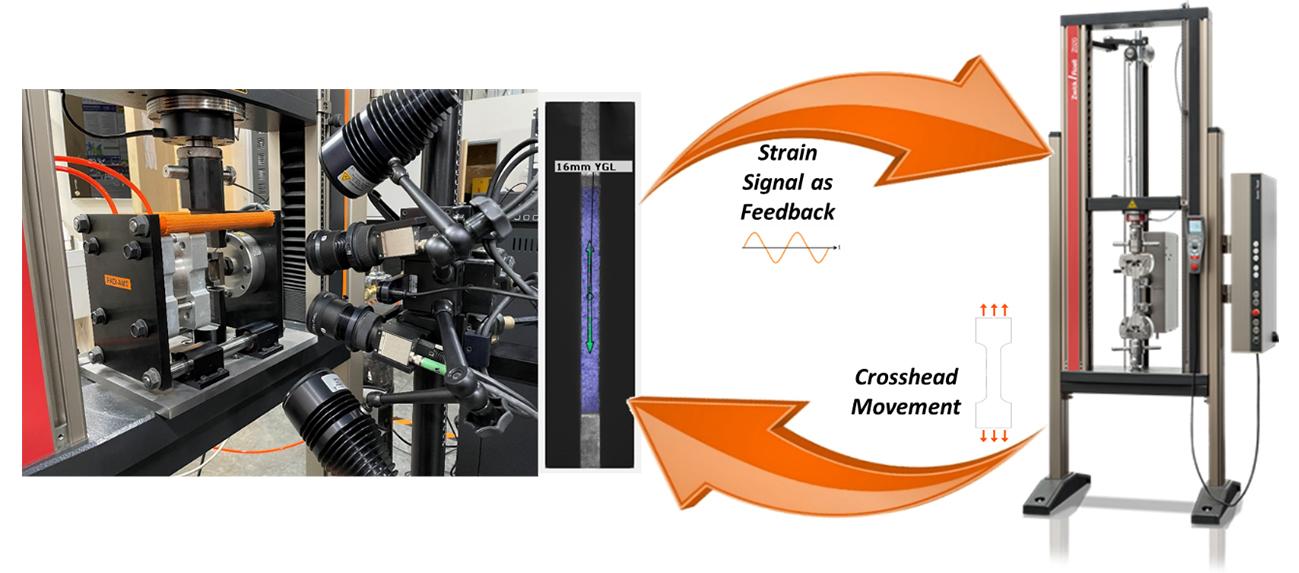
Figure 5. Test setup showing the anti-buckling device and DIC; DIC full-field strain map and real-time strain control loop to the universal load frame.
The stress-strain curves from the testing of two popular automotive grade materials – DP980 steel and AA6016-T4 are shown in Figure 6. The results show high repeatability and some interesting differences in the response of the two materials to cyclic tension-compression loading:
(i) Both the materials show large tension-compression asymmetry, typically after yielding (Uniaxial tension in black dashed line vs. Uniaxial compression in red dashed line).
(ii) AA6016-T4 shows huge jumps in the flow stress level after each cycle, while DP980 shows no significant response to cyclic loading i.e., the flow stresses in all the tension cycles of TC tests overlap the monotonic tension curve.
(iii) DP980 shows early re-yielding for each new cycle, while AA6016-T4 shows higher yield stress for each new cycle.
(iv) The full-field strain contour made possible with the use of 3D-DIC (shown in Figure 7) enables an in-depth analysis of the level of strain inhomogeneity in the two materials at different strain levels.
In the case of uniaxial tension, the materials undergo homogeneous deformation until the start of localized necking (also designated as uniform elongation %). However, the results presented in Figure 7 show that the strain inhomogeneity grows stronger with additional plastic strain accumulations and strain reversals, leading to high levels at the end of the test even at the plastic strains much lower than the uniform elongation of the material. The strain inhomogeneity in DP980 steel is much more severe as compared to AA6016-T4 owing to its lower uniform ductility. (~7% uniform elongation in uniaxial tension for DP980 vs ~25% for AA6016-T4). These findings highlight the importance of using DIC in these tests.
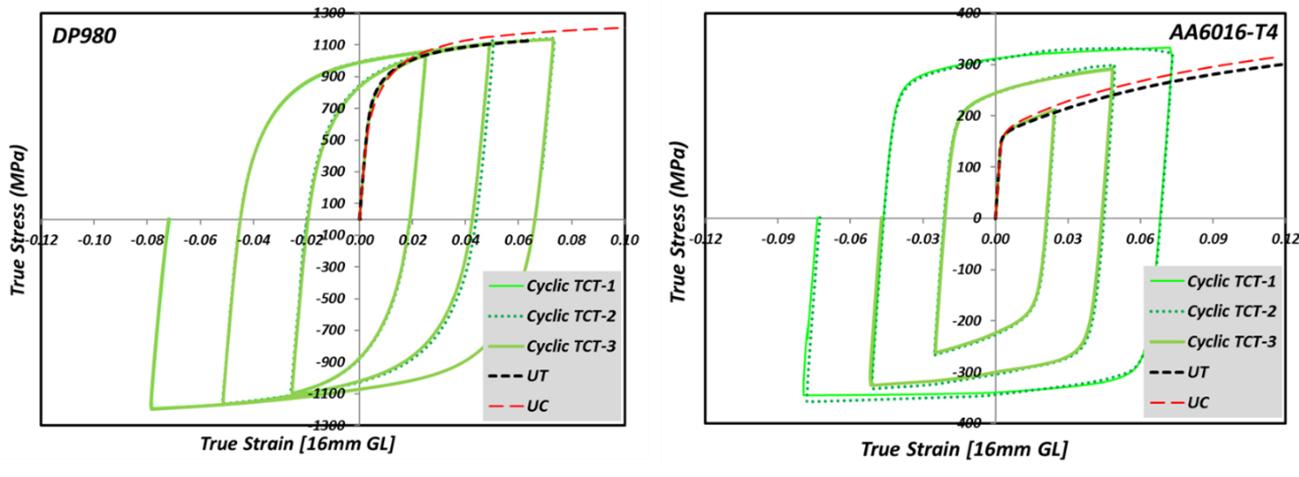
Figure 6. True Stress-Strain curves for DP980 (left) and AA6016-T4 (right) showing the cyclic tension-compression, uniaxial tension, and uniaxial compression test results.

Figure 7. DIC generated strain maps extracted at points of interest (strains) during cyclic TC testing of (a) DP980 and (b) AA6016-T4 sheet samples [4]
See it in video format:
Conclusion
The article addresses the springback problem faced in the design and development of sheet metal stampings. The focus is on the determination of mechanical properties required to calibrate the published springback prediction models. The state-of-the-art in performing monotonic compression and cyclic tension-compression tests is discussed. Cyclic tension-compression tests were performed over several consecutive loops for two automotive grade materials DP980 steel and AA6016-T4; the test results helped in revealing significant differences between the two materials in their response to alternating loading modes. In addition to the accurate strain measurements, the use of DIC enriched these tests by revealing the levels of deformation inhomogeneities in the tested materials and their progression with plastic strain accumulation.
References
- Weiss, M., Kupke, A., Manach, P. Y., Galdos, L., Hodgson, P. D., On the Bauschinger effect in dual phase steel at high levels of strain. Materials Science and Engineering: A, 2015. 643: p. 127-136.
- Mendiguren, J., Cortés, Fernando, Gómez, Xabier, Galdos, Lander, Elastic behaviour characterisation of TRIP 700 steel by means of loading–unloading tests. Materials Science and Engineering: A, 2015. 634: p. 147-152.
- Yoshida, F. and T. Uemori, A model of large-strain cyclic plasticity describing the Bauschinger effect and workhardening stagnation. International journal of plasticity, 2002. 18(5): p. 661-686.
- Agha, A., Abu-Farha, F., Advanced Anti-Buckling Device Coupled with Real-Time Digital Image Correlation for Complex Cyclic Tension-Compression Testing of Lightweight Materials. Evaluation of Existing and New Sensor Technologies for Fatigue, Fracture, and Mechanical Testing, ed. J. Kang, P. C. McKeighan, G. Dahlberg, and B. Kemmerer (West Conshohocken, PA: ASTM International, 2022), 40-54. http://doi.org/10.1520/STP163820210045.
- Kannan, K., Characterization of 3rd Gen AHSS Towards Reliable Forming and Springback. Great Designs in Steel 2022
About the Author
A versatile materials researcher at the very core, Akshat Agha got his Ph.D. at Clemson University, specializing in advanced characterization and modeling of lightweight materials and manufacturing processes. Currently, he leads the material testing group at FADI-AMT, a company specialized in providing high-quality experimental data in support of R&D activities using state-of-the-art testing systems and sensors (particularly the use of digital image correlation and other optical metrology techniques).
Akshat Agha, Ph.D.
Material Testing and Development Engineer, FADI-AMT LLC, Greenville, SC
+1 336 346 4213







?")



{kind=link}