
Working with AutoForm, KIA has explored how digital twin engineering capabilities can not only improve tryout performance but also reduce engineering man-hours in the digital phase. This challenges the common assumption that increased engineering effort simply shifts time savings downstream—that more time invested in digital engineering yields shorter tryout and production downtime later.
As a key objective of the project, KIA sought to establish an accurate bead model setup capable of reproducing real tryout results, including a complete digital representation of the production tools. The primary focus was to match simulated draw-in profiles with measured tryout results.
Minimizing Differences Between Adaptive Line Bead and 3D Bead Using SPI Sigma
After implementing AutoForm’s Adaptive Line Bead (ALB), KIA aimed to further reduce the tolerance between ALB results and actual panel behavior. Internally, KIA set a tolerance of less than 5 mm between simulated and actual draw-in during engineering and site validation. In this phase, KIA requested support from AutoForm Korea to minimize engineering man-hours spent on draw-in adjustment.
In the initial application of the “Adaptive Line Bead + 3D Bead draw-in” method and the “Profile-based 3D Bead” approach for the door inner panel, the simulated draw-in exceeded the allowable tolerance.
During a second trial, bead segments were manually modified to align the results of the two approaches. Despite spending more than three days on manual adjustments, the team was unable to achieve consistent alignment because each bead segment had a highly sensitive and interdependent influence on the draw-in results (Fig. 1).
To establish a more systematic process, a defined variability range was assigned to parameters for each bead segment. This enabled structured evaluation of combinations to identify the optimal draw-in adjustment.
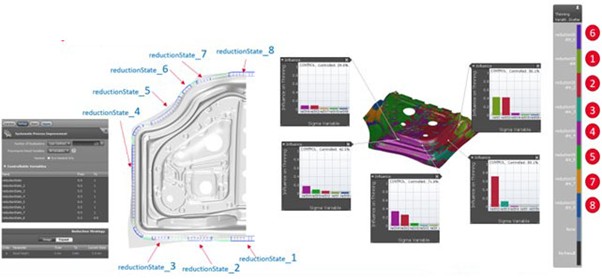
Fig. 1: Overview of simulation setup and resultsanalysis
In this phase, the “Adaptive Line Bead + 3D Bead” draw-in result was set as the target boundary. The adjusted results were successfully aligned with this target. Spin-off files were validated in Trial Mode, confirming agreement between simulation results and the real panel’s formability.
The SPI Sigma application enabled effective influence analysis of individual bead segments. By applying Sigma Solver with defined SPI Sigma parameters for each segment, KIA significantly reduced engineering man-hours while minimizing tolerance between Adaptive Line Bead and 3D Bead results (Figs. 2 and 3).
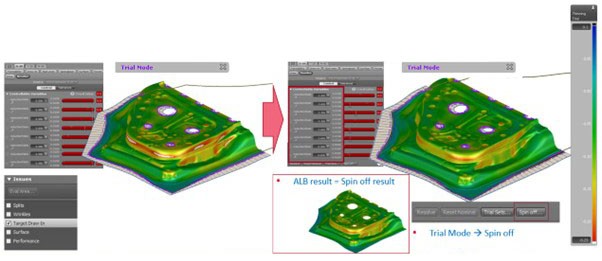
Fig. 2: Definition of SPI Sigma Parameters for Bead Segments
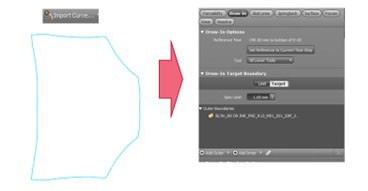
Fig. 3: Adaptive Line Bead Draw-In Result (Left) Applied as Target Boundary
Optimizing the DrawBead Modeling Process
Following engineering validation, the next step involved adjusting bead segment profiles for NC machining. KIA used AutoForm’s CATIA tool design environment for bead modeling.
This approach eliminated discrepancies between manually modeled bead profiles in CATIA and the profiles defined in simulation reports. It also reduced bead modeling time by more than 50%.
Summary
- AutoForm’s “Adaptive Line Bead + 3D Bead” methodology accelerates and streamlines the engineering process.
- A systematic approach using AutoForm’s methodologies effectively minimizes tolerance between Adaptive Line Bead and 3D Bead geometry, improving draw-in accuracy and formability correlation.
- AutoForm tools enable direct export of bead models into the CATIA environment, significantly shortening modeling time.
The Advanced Adaptive Line Bead methodology, combined with robustness analysis and integration with CAD surface quality analysis, substantially reduced engineering man-hours. KIA views the optimized bead processes described here as an important step toward digital transformation.
To further support digital transformation at the production site, KIA is currently evaluating AutoForm’s assembly and hemming solutions and has launched several initiatives focused on Smart Engineering Processes. With the range of digital solutions available today, KIA continues to explore new opportunities to advance its engineering efficiency.







?")



{kind=link}