
Splits Solved for Brazilian Automotive Manufacturer
In this blog post we continued our “Anonymous Customer Stories” series and reveal how AutoForm was used to rescue a part that suffered from splits in production, which at the time could not be solved. AutoForm arose to the challenge and demonstrated the use of an alternative product, which accurately identified the splits in simulation, despite our customer withholding information on the actual areas where splits were observed in real production.
The anonymous customer has been an AutoForm customer in Brazil for 5 years now, starting with one single license for the process engineering department and along the years the use of AutoForm spread to their product development and cost engineering departments. Today, our solutions are applied by this customer from the early evaluation of part vulnerabilities up to the springback compensation of the tools together with their local toolshop suppliers.
In September of 2017 their engineers from the production engineering department contacted us. They were facing a severe challenge and informed us that at their new plant parts were suffering up to a 25% reject rate in production, arising from splits in the first draw operation. They had already done in-depth studies of material properties, lubrication and other possible parameters that could influence the results of the draw operation. Yet, they had no success in detecting a cause of the offending splits. Finally, as their engineers had recently become familiar with our AutoForm-Sigmaplus solution, they asked if this might help to identify the root cause of the problem.
What Went Wrong – Detective Work
It was a door inner panel that was at a 25% reject rate. Unfortunately, the tool itself had not previously been simulated, having been provided by one of their tool suppliers. They in turn had not supplied any simulation data with it. Our customer scanned the real tool and utilized the 3D data obtained (with the part and binder surfaces available) in CAD to regenerate the complete draw tool geometry.
After that the process parameters (blank, drawbeads, forces, etc…) were adjusted according to what was applied in production and calibrated to conform with the simulation results, the draw-in mainly, until a nominal “green” simulation representing the real process was obtained. This simulation file was prepared by our customer and sent to AutoForm Brazil as starting point for the robustness analysis using AutoForm-Sigmaplus.
The nominal results for FLD and max failure of the door inner panel simulation are shown in the two following images, along with the most critical points identified by the customer. This was the original result obtained by their team and besides the inner holes edges (disregarded because splits in the holes are considered acceptable) no splitting point could be detected, with only two points showing any slight risks of splits. The most critical points for max failure values above 0.6 are shown in the second image. The points with values above 0.8 are shown in yellow.
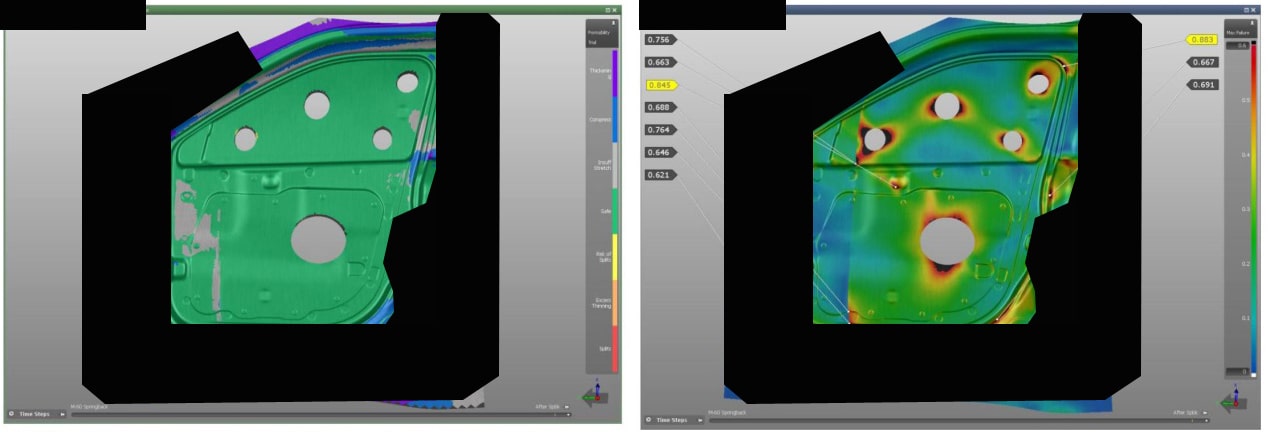
Fig.1: No splits detected in customer’s original results.
Although the rear upper corner of the part is clearly critical, their engineers, at that time, could not yet find a clear relationship between the most critical points identified in the simulation and those areas with a higher incidence of splits in real production. Nevertheless, seeing 75% of parts were successfully produced at the current failure rate, they considered this simulation as representative of the stamping process being applied in production.
Most interesting of all to our support, and to prevent manipulation of the robustness setup or simulation parameters, our customer at first did not provide any information to AutoForm regarding the exact regions facing actual splits they observed in real production. Thus, a perfect challenge was issued to our technical team.
Our Robustness Evaluation
A robustness standard was applied to this file and then the setup was modified in such a way that all possible variations of noise variables relevant to the split results in the drawing operation were represented in the best way. A few process parameters were also introduced as design variables to allow for the easiest solution, wherever problems were detected. The setup that was applied is shown in the image on the right.
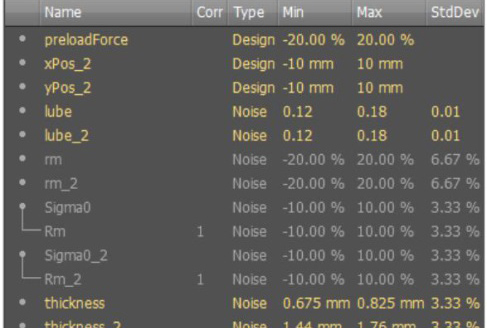
The use of two values for most of the parameters was due to the existence of two different material thicknesses in the tailored blank. As only the split tendency in the first draw operation would be evaluated, all other operations were skipped and only the results at the end of draw operations were recorded. Thus, the time of calculation was significantly reduced.
The first objective was to verify if the regions subject to splits in production were correctly correlated in the robustness analysis. After that the variables most influencing the problems in each region were checked. This information was used to verify if a relationship between identified causes and actual splitting could be found using the available “real world” data, confirming the accuracy of the robustness analysis. Actions to eliminate the problems could then be taken by our customer using the information obtained from the simulation.
Our result was sent to the customer. Now they were able to compare the critical points indicated by AutoForm with the actual splitting points observed in production. It was explained to them that these points were mostly prone to splits in production, depending on the real values of the sheet, material and process parameters. This result is shown in the below image.
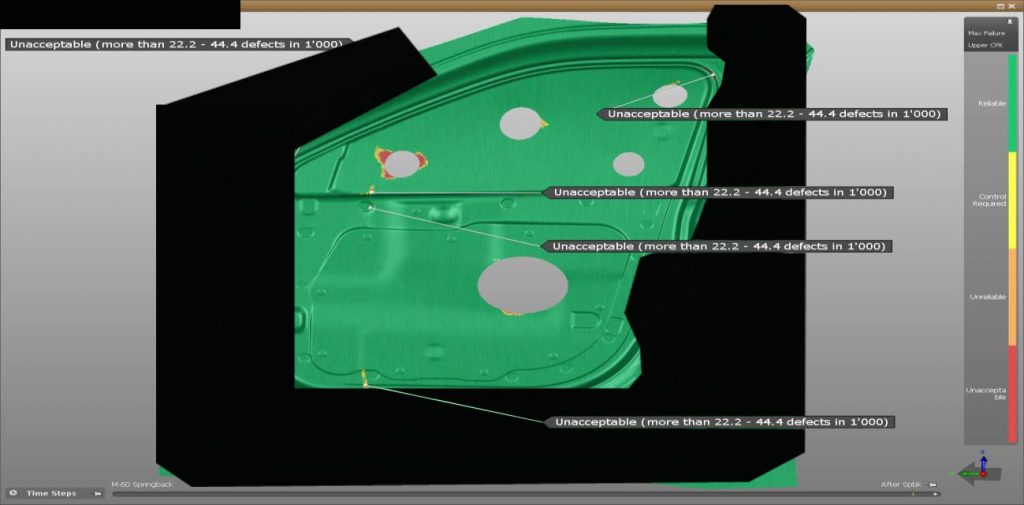
Fig. 3: Robustness results
Also, a verification of the most influent variables in these points was performed, as shown in the image below:
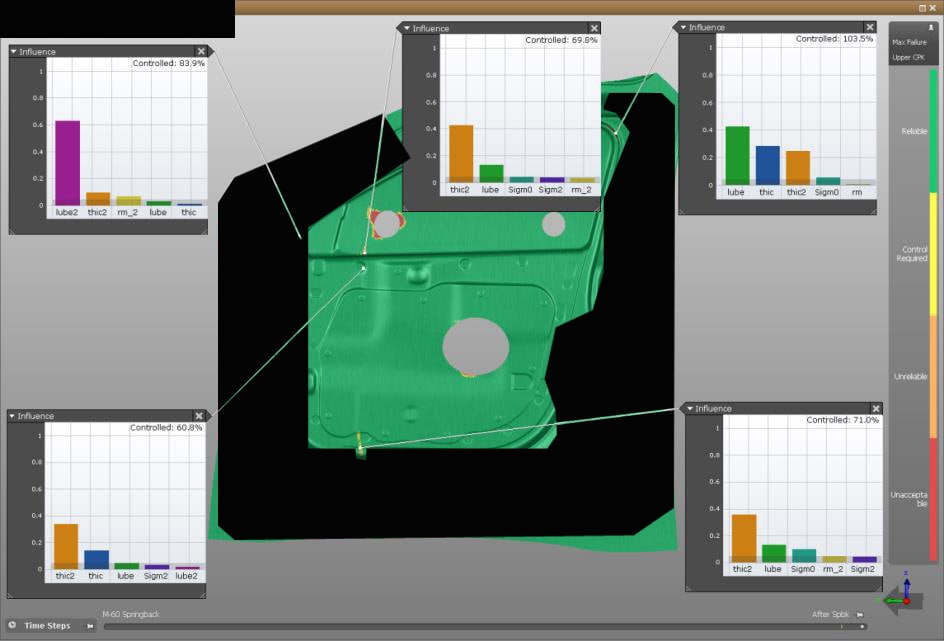
Fig. 4: Most influencing variables regarding robustness
It was observed that at the two upper corners of the part the most influencing (Dominant) variable was the friction coefficient, while for the regions close to the weld line of the tailored blank the most important factor was the thickness of the thicker sheet. Specifically for the upper left corner, the thicknesses of both sheets are also important variables.
Our customer’s engineers compared these results with their statistic of historic production and realized that the critical regions revealed by the AutoForm’s robustness analysis showed a very good match with what they were observing in practice. They then sent the below images to us:
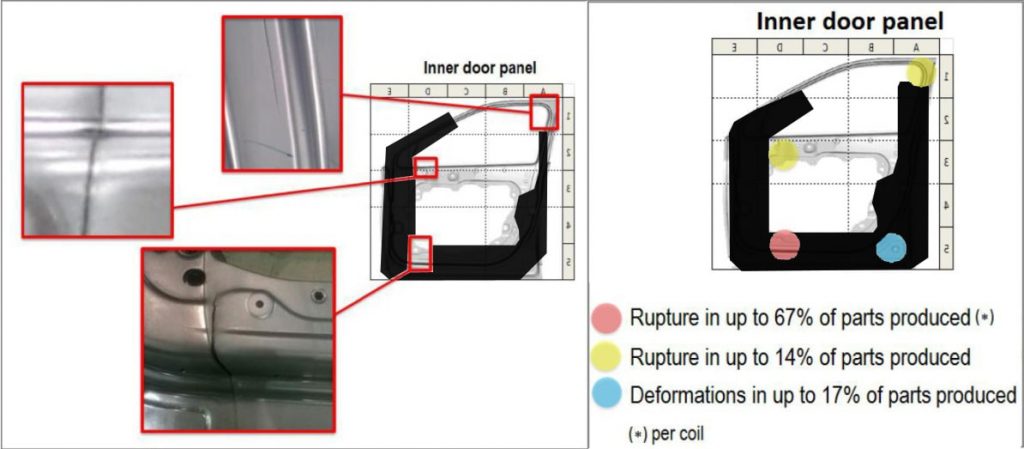
Fig. 5: Customer report with pictures of real splits.
It now became clear that the most critical points in the part are the ones with the splitting failures dominated by the thickness of the sheets, mainly the thickest one. When the thicker sheet appears in its highest thickness it is more rigid, and thus its displacements are smaller, forcing the thinner sheet to displace more, developing a higher level of stretching and so became more susceptible to splits.
Our customer’s engineers informed us that the thickness was not among the parameters being evaluated to identify the causes of the production problems until they got these results from AutoForm-Sigmaplus. Thus they had no data to directly check the correlation between the sheet thickness and the splitting failures in production. However, their Materials Receipt Department has a register of the weight of each steel coil received and used for production, so an indirect cross-check between this parameter and the occurrence of production problems was possible. A clear correlation was found between the heavier coils and the occurrence of splitting problems in production. This confirmed the accuracy of AutoForm’s robustness evaluation, and gave the customer useful information to find a solution for the production problems the company is facing.
For the customer, in terms of savings the elimination of this 25% scrap rate from production has already given a saving of BRL 550.000,00 in direct cost for a period of six months! In Euros that’s over €130,000.00, whereby the direct cost includes only scrap and downtime, without consideration to maintenance etc. This massive saving is for left and right side door panel alone.
Leandro G. Cardoso, AutoForm Brazil.







?")



{kind=link}