
A 2008 survey of selected OEM and Tier-1 stamping die build organizations, conducted by the Transportation Research Institute of the University of Michigan, produced the following statistics on rework iterations associated with stamping die tryout:

These numbers were no surprise to anyone in the stamping die business at the time, but simply quantified the deep frustration that pervaded this industry up and down its extended supply chain.
This survey identified the following as common causes for rework:
- “Inadequate” draw developments: marginal safety, lack of panel stretch, etc.
- Product design changes
- Handling complex materials
- Dimensional compliance and visual quality of stamped parts
And listed a few commonsense and “big picture” opportunities to reduce rework:
- Reducing the need for rework – manufacture dies capable of producing parts closer to their desired quality levels at the first panel evaluation of tryout!!
- Reducing unnecessary rework – rework only those part features that measurably impact the assembly.
- Reducing unsuccessful rework attempts – improve understanding between intended designs with die compensation as-built conditions and resultant parts to better identify what to physically change.
- Reducing unintended consequences – improve understanding of whether rework in one area of a part will adversely affect another (thereby solving one problem but creating another).
- Reducing ineffective rework – identify a priori if physical die rework will make a correction by some pre-specified amount.
When asked to prioritize a “wish list” of tools for reducing rework and the associated cost-quality-timing implications, survey respondents came up with the following …
- Advancements in die forming simulation software, particularly for complex materials
- Virtual assembly tools
- Advancements in 3D non-contact measurement technology
- Improvements in physical build evaluation processes, and
- Better communication and trust between supplier and customer
Virtual engineering and simulation technology have made significant strides since that survey, resulting in widespread adoption in automotive stamping engineering. Anecdotal surveying in the stamping die industry today, however, indicates that these tools are not being leveraged adequately to mitigate cost and timing risks. The following estimates are typical of rework associated with stamping die sets for different classes of panels:
- Medium-sized reinforcement panels – 4 operations
- Minimum 4 rework iterations (commonly 7 or more); $ 25k per iteration
- Hood inners / outers – 4 operations
- Minimum 4 rework iterations; $ 50k per iteration
- Body side panels – 5 operations
- Minimum 4 rework iterations; $ 125k per iteration
Factors contributing to these costs include:
- Complexity of new material grades driven by lightweighting and occupant safety imperatives
- Aluminum 5xxx and 6xxx
- AHSS / UHSS: DP, CP, TRIP, Gen3…
- Thinner gages
- Dimensional compliance
- Material cost drivers
- Old operational practices:
- Insufficient trust in simulation technology
- Inadequate understanding of this technology’s capabilities
- Over-the-wall approach to product / process engineering
From the above list, it’s clear that technological advancements in engineering and simulation capabilities alone cannot deliver the required gains in cost, turnaround and quality. Rather, engineering processes need to be adapted so that the operators (engineers, designers, die makers, tryout technicians) can leverage these advancements to reduce the overall costs of stamping dies.
These adaptations have been underway for over two decades, from the time simulation technology began serving the stamping industry. Our challenge is to extend this adaptation over the full spectrum of stamping engineering and tryout operations.
Thankfully, there exists a practical and operational framework for this adaptation, as laid out over a six-part series on the Accuracy Footprint and the Pareto Principle, by Dr. Bart Carleer. So, how do these concepts represent a “strategy” for improving cost-quality-timing performance in the stamping die industry?
First, we’ll turn to the highest-priority needs voiced by the stamping industry respondents of the 2008 University of Michigan survey “Advancements in die forming simulation software…”
Highlighted was the need for accuracy of simulation outcomes, which in turn requires an accurate representation of the stamping system and the finished product. If simulation accuracy can be taken for granted, the engineering of stamped panels and the validation of stamping processes and dies can be carried out with confidence in this virtual environment – all the way to virtual buy-off!
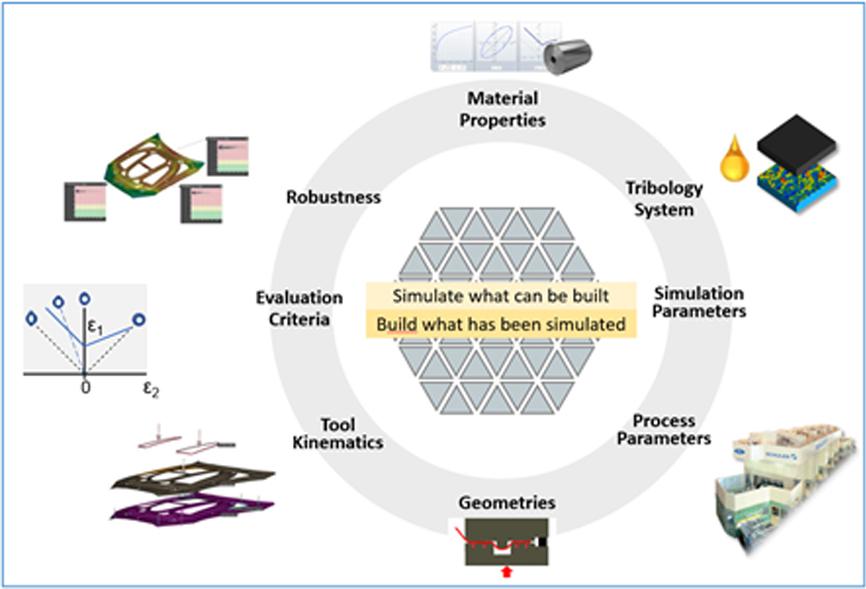
Fig. 1: Input parameters that comprise the overall accuracy footprint
The Accuracy Footprint describes all the inputs required for accurate simulation outcomes. At first, these inputs appear to be a daunting amount of data to measure, characterize, and gather. This is where the Pareto Principle complements the Accuracy Footprint by developing a roadmap that prioritizes these inputs in terms of their influence on simulation outcomes. It also informs when to input this data to maximize the practical cost-to-benefit relationship of each input to the quality and accuracy of simulation outcomes. This implicitly provides a layered approach to building and maturing a simulation towards a final accurate state that is capable of providing a highly representative validation of the stamping process, extending to its repeatability under production conditions.
This allows stamping engineers to start building their dies and processes very early on in the virtual world, enabling processing and material decisions that are vital to cost and delivery of stamping dies, and to continue maturing the process towards the targeted quality metrics.
So, adapting the process of engineering stamped parts, stamping processes, and dies towards reduced rework iterations and cost and improved timing and quality doesn’t have to be entirely disruptive to the current operational norms. However, if executed well, it has the potential to significantly benefit the business of building, delivering, and operating stamping dies.







?")



{kind=link}