
The pressing need to reduce CO2 emissions has been one of the most highly discussed topics worldwide in recent years. In the manufacturing industry, drivers of this movement included international laws, increasing CO2 taxes, social norms, and environmentally conscious customers. In the context of CO2 reduction in the automotive industry, we can take a deeper look at both cold and hot stamping to understand the emissions across the whole value chain. Are there advantages to one process over the other? Which will become the preferred technology in the future?

Fig. 1: Industry is one of the world’s largest CO2 emitters
How to calculate CO2 emissions
Before analyzing and comparing the two technologies in detail, we must first understand how CO2 emissions are calculated. To ensure comparability, standards are used as a guideline. The most widely used international standards for greenhouse gas accounting are provided by the Green House Gas (GHG) protocol, an initiative of the World Resources Institute (WRI) and the World Business Council for Sustainable Development (WBCSD) in cooperation with governments, NGOs and businesses [1]. Consequently, the comparisons made in this article between cold and hot stamping regarding GHG emissions are based on the standards of GHG protocol, particularly the concept of “Scope 1-3”.
What is the meaning of Scope 1-3?
All emissions during the value chain can be divided into Scope 1, 2 or 3. Scope 1 summarizes all direct emissions generated by processes of the reporting company, for example, gas combustion in a furnace. The consumption of purchased energy (e.g., electricity) is an indirect emission, which is categorized as Scope 2. Finally, Scope 3 describes indirect emissions that are not covered in Scope 2 — classified into upstream (e.g., purchased steel) and downstream (e.g., fuel consumption when driving a car) activities along the value chain.
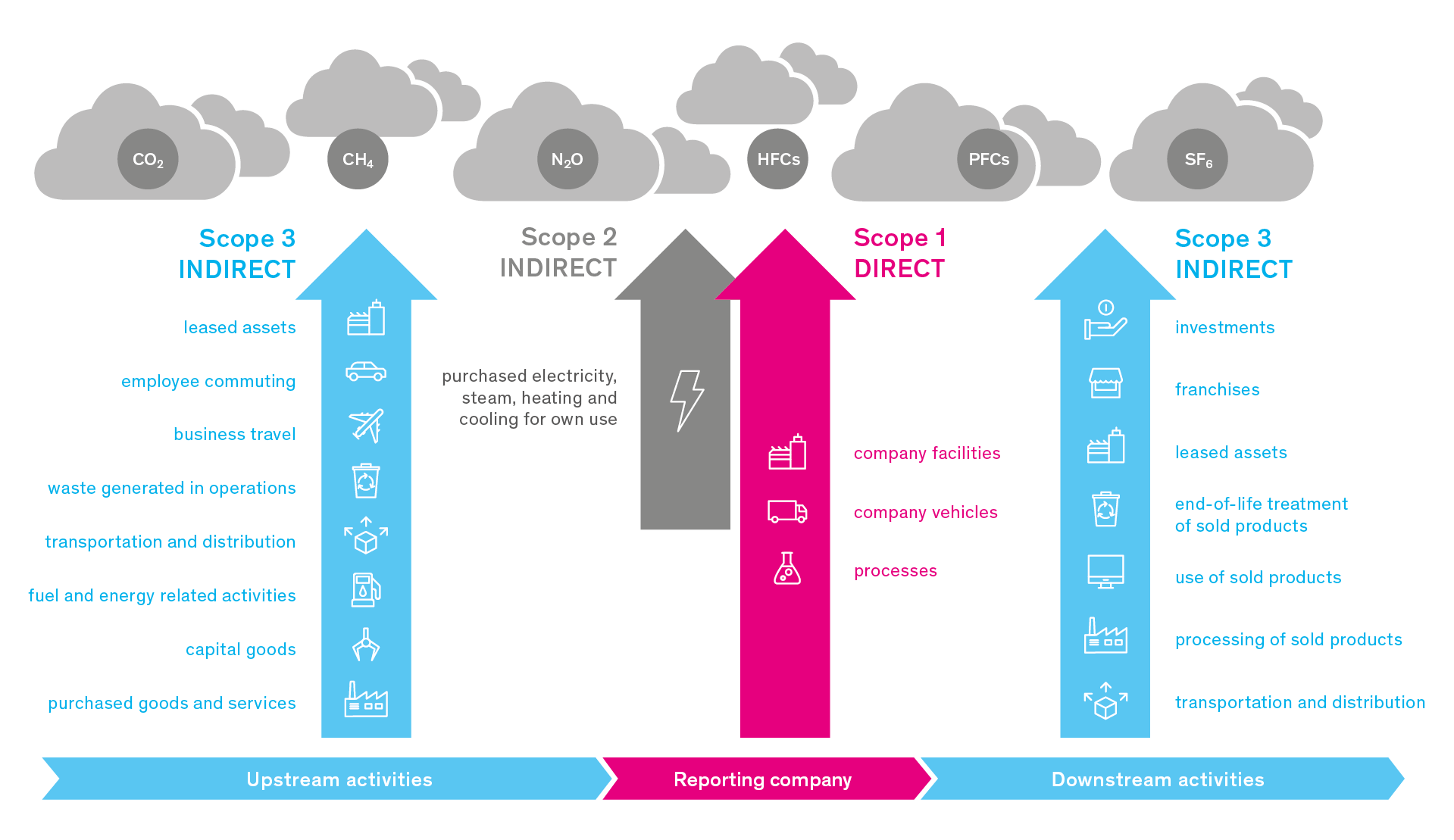
Fig. 2: (Click image to enlarge) Greenhouse gas emissions along the value chain [Source: 2]
How does Scope 1-3 relate to stamping parts?
As shown in Figure 2, there are many different emission sources. However, not all of these are relevant when discussing the differences between cold and hot stamping, so we’ve selected just a few emission sources to analyze in more detail.
Direct emissions assigned to Scope 1 only occur during hot forming. If a gas-fired furnace is used to anneal the sheet, gas combustion in the press shop is a major source of GHG emissions. However, this effect is eliminated or reduced with the use of electric or hybrid furnaces (electric/gas heating systems). With no place in cold stamping, this element is a clear disadvantage for hot stamping.
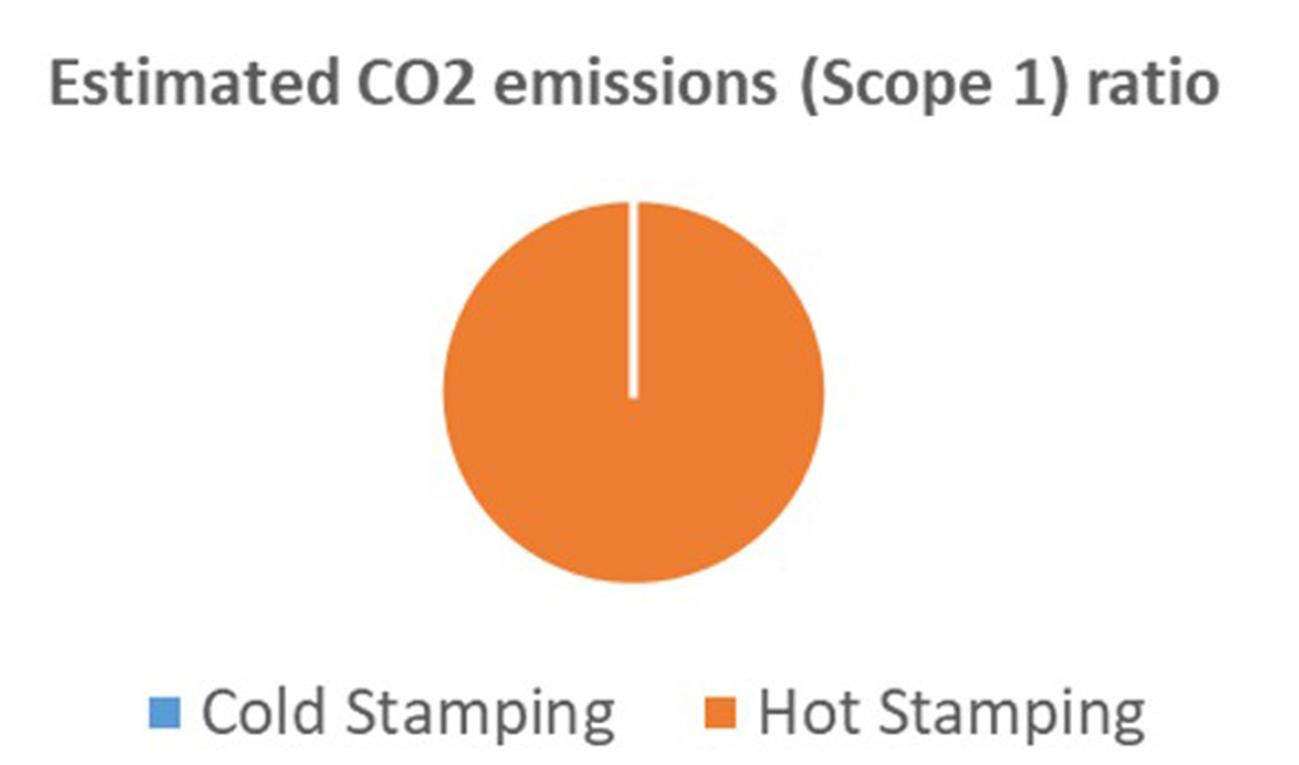
Fig. 3: Comparison of Scope 1 emissions for hot and cold stamping in the case of gas combustion
In terms of Scope 2 emissions, cold forming is also likely to be better positioned. This is because the power consumption during hot forming is often significantly more intensive. In addition to the hydraulic press, further equipment must be supplied with energy like the blank cutter, cooler and energy-intensive laser for final cutting. Furthermore, the cycle time for the components is usually longer, resulting in a large emission share per component. [3]
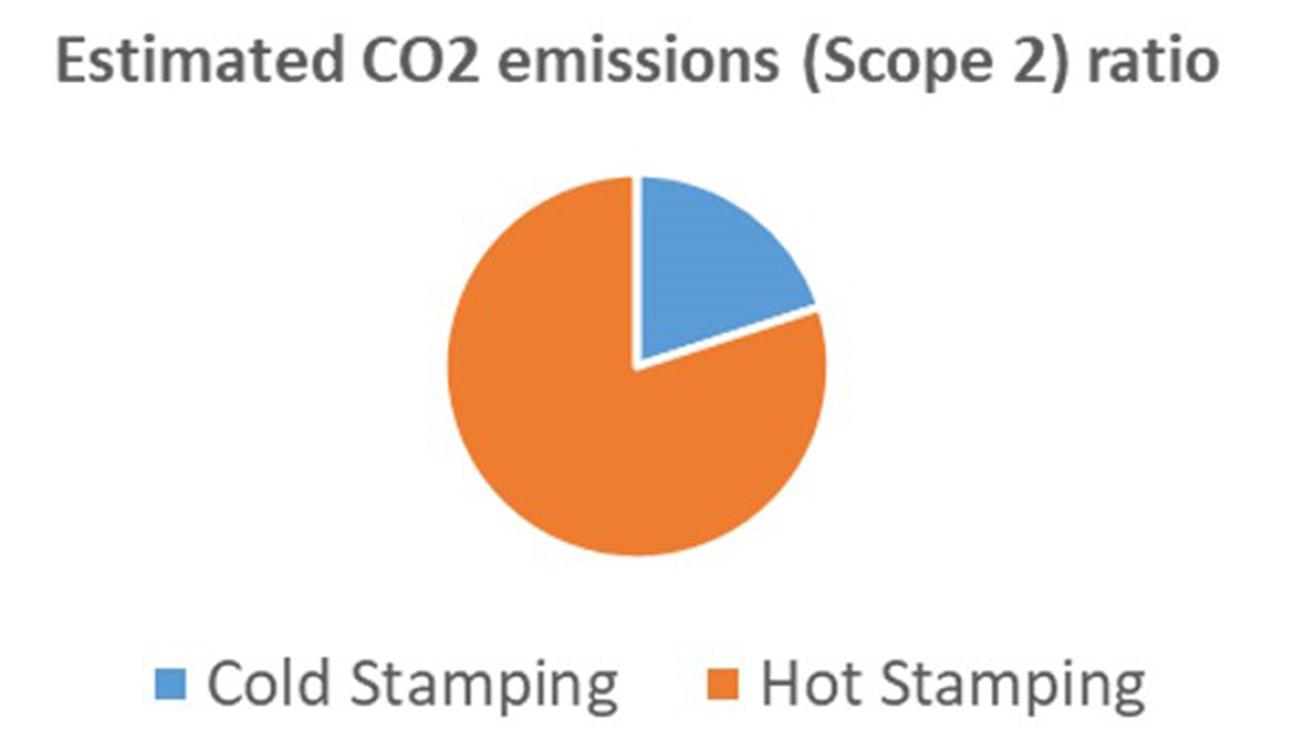
Fig. 4: Comparison of Scope 2 emissions
While Scope 1 and 2 emissions are simple to analyze, Scope 3 becomes more complex. The only clear disadvantage of hot forming is the purchased gas for gas-fired furnaces. Considerable amounts of all GHGs associated with the use of gas are generated by extraction and transport (12.5% in Germany) [4]. For purchased steel, the analysis becomes more difficult. The material grade itself does not play a major role when comparing 22MnB5 and DP1000, since there are only minor alloy differences and the process routes are similar. The decisive factor is therefore the amount of steel. The motivation of hot stamping to simplify complex assemblies and make components lighter also becomes a major advantage in terms of GHG emissions. The comparison then depends on how much weight can be saved for each component to avoid Scope 3 GHG emissions upstream — serving as an advantage of the hot stamping process [9]. At first glance, hot stamping also performs better in terms of Scope 3 downstream activities. Each gram of steel saved reduces fuel consumption and each simplified assembly reduces the number of subsequent joining operations.
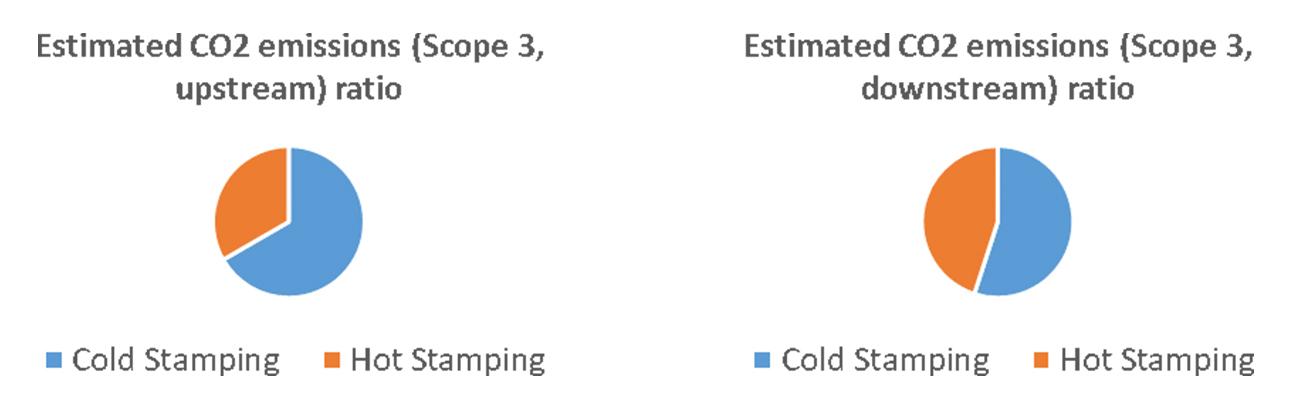
Fig. 5: Comparison of Scope 3 up and downstream emissions
Additional considerations
Upon examining the emission types, it is evidently not trivial to compare the amount of emitted CO2 during the cold and hot stamping processes. It starts with considering which manufacturing advantages of the hot stamping process are significant and to what extent. How much weight per component can be saved? In addition, can one hot-formed component replace an assembly comprising several cold-formed components? All these considerations relate to the quantity of steel required and thus directly influence Scope 3 emissions.
Even Scope 1 emissions, which only occur during hot stamping, are not set in stone. Other types of energy could be used for the furnaces, for example electric heating systems using CO2-neutral renewable energy. Even if gas remains the energy source, one could switch to biogas, which is not considered in the Scope 1-3 analysis [5] and is usually listed separately. However, a few critical points must also be considered when using biogas. For one, biogas production competes with food production for land use. In addition, problematic substances can be emitted during biogas production [6].
On top of the complex assessment of the status quo, there are also research activities around CO2 avoidance, which will add further complications.
Current research trends and focuses
Transforming the steel industry towards green production is a major challenge that also has a significant impact on a press shop’s Scope 3 emissions. In this context, steelmakers promote the decarbonization of steel using various approaches. The biggest game changer will likely be the switch from blast furnace to direct reduction, replacing fossil coal with green hydrogen [7]. Subsequently, at best with green electrical energy, the pig iron can be produced in an electric arc furnace.

Fig. 6: The next key step, direct reduction [Source: 7]
There are also efforts within cold stamping technology to manufacture complex geometries from high-strength steels, competing with hot stamping. For example, novel kinematics with split dies, whose components move at different and individually controllable velocities, are used to obtain part geometries not previously feasible with conventional cold stamping. [3]
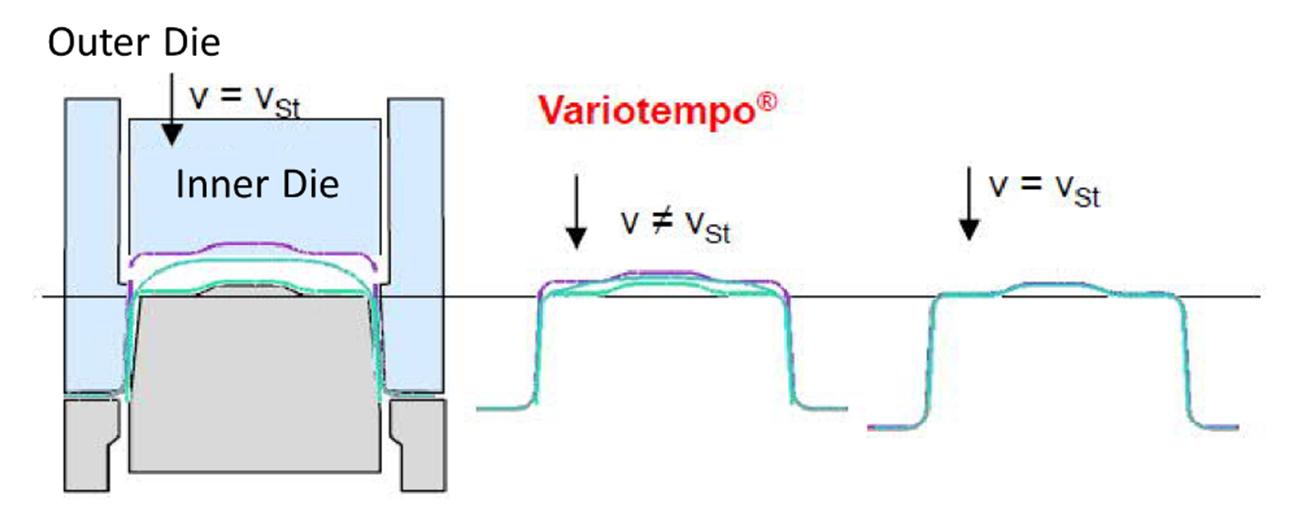
Fig. 7: The Variotempo process from Allgaier [Source: 3]
On the other hand, efforts are also being made to improve the environmental aspects of hot stamping technology. As one of many examples, Honda is promoting an approach to trim the part directly during molding to replace energy-intensive laser cutting [Source 8].
How can simulation help address the issue of CO2 avoidance?
Stamping simulation is a key technology to understand and quantify the relevant parameters responsible for CO2 emissions. Blank size, material thickness, part weight, BiW assembly and cycle times can all be thoroughly examined before a final decision is made between hot or cold stamping.
The feasibility evaluation through stamping simulation provides the best basis for discussing whether a component can be manufactured by hot or cold stamping. If the component must be hot formed from a technological point of view, there will obviously be more emissions classified as Scope 1 and 2. On the other hand, this process can save some Scope 3 emissions by reducing the component’s weight.
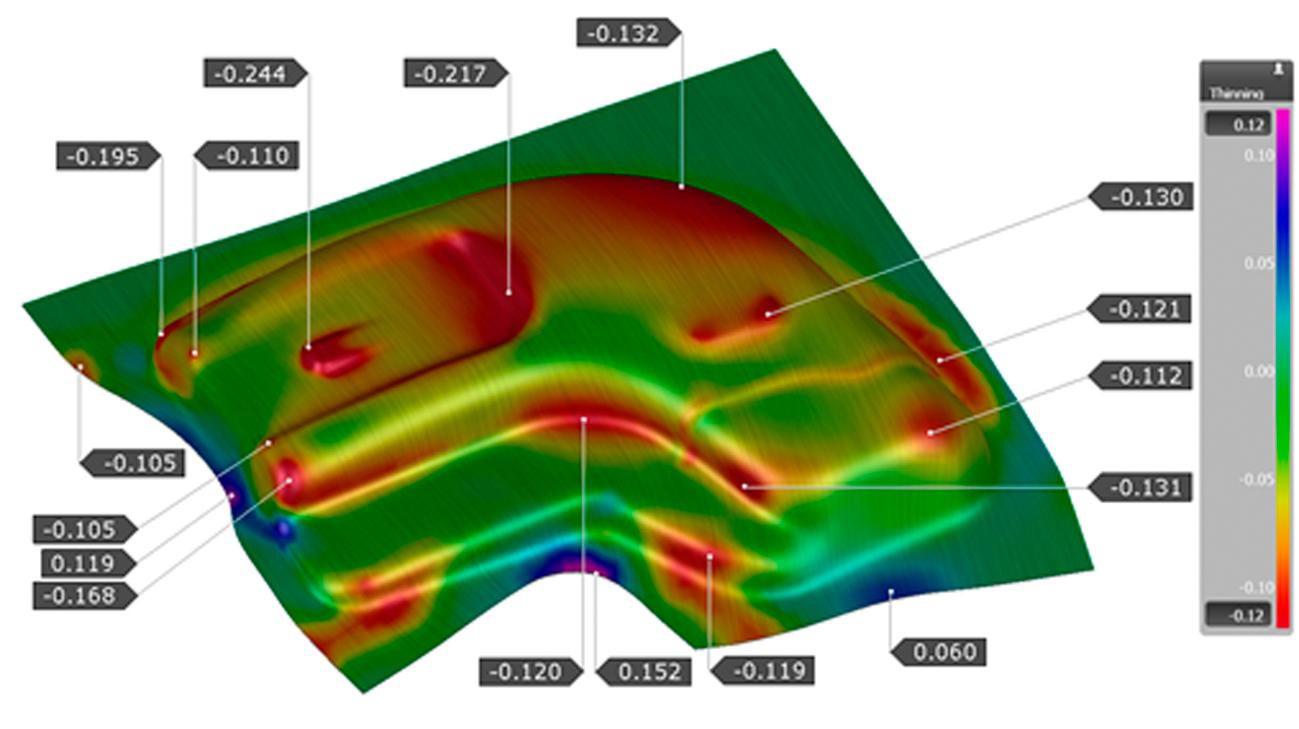
Fig. 8: Thinning analysis in AutoForm
If the choice of process has already been made, Scope 3 emissions can still be largely reduced through blank size optimization/minimization. Keep in mind that every saved gram of steel contributes significantly to CO2 avoidance [9]. The determination of a minimum blank by means of simulation is an aspect that can be found along the entire sheet metal forming process chain, from early product development to part production.
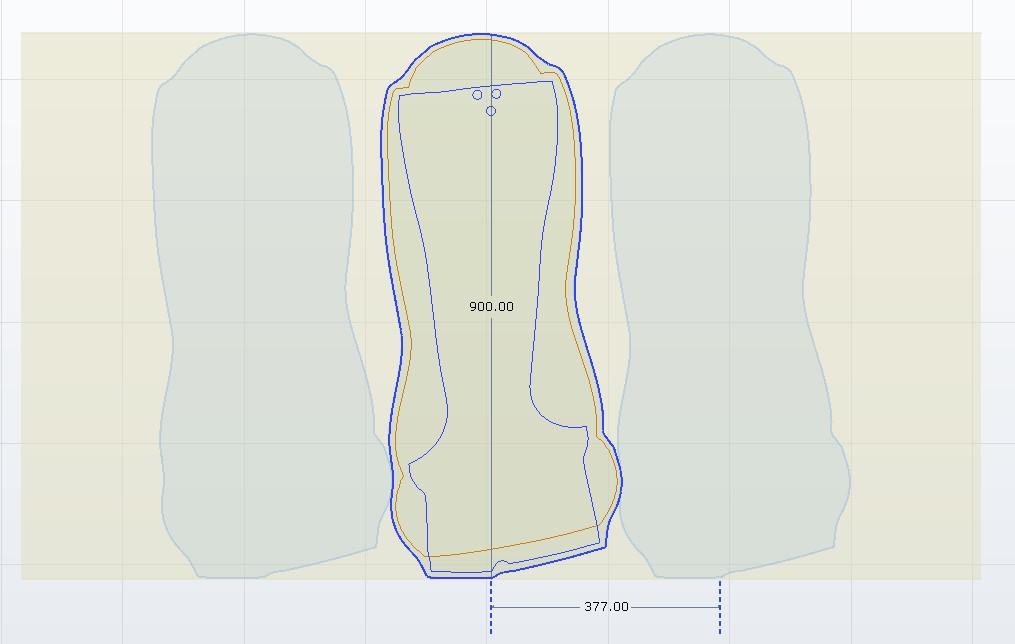
Fig. 9: Blank dimension analysis in AutoForm
There is no left or right
To summarize, it is almost impossible to define a hard rule about whether hot or cold stamping is responsible for more CO2 emissions. If GHG standards are adhered to, many influencing factors must be considered individually. While it seems initially obvious that hot forming is in a worse position (due to gas combustion, for example), weight savings and simpler assemblies can reduce the CO2 per component and therefore the Scope 3 emissions. Furthermore, several companies are working on different R&D strategies, so we do not expect a clear answer to emerge in the coming years. Rather, simulation helps us understand and quantify the expected CO2 emissions to make an informed decision for either hot or cold stamping.
Sources
[1] Green House Gas Protocol, Access Date: April 22, 2022 (https://ghgprotocol.org/about-us)
[2] Foundation myclimate: What are Science-Based Targets (SBT)? Access Date: April 22, 2022
(https://www.myclimate.org/information/faq/faq-detail/what-are-science-based-targets-sbt/)
[3] Allgaier, Verfahren zur Kaltumformung von hochfestem Stahl und Aluminium für den Leichtbau ‚Variotempo‘, Umweltinnovationsprogramm; 2020 (https://www.umweltinnovationsprogramm.de/sites/default/files/2020-10/nka3-003076_abschlussbericht_ueberarbeitet.pdf)
[4] Deutscher Verein des Gas- und Wasserfaches e.V.: METHAN-EMISSIONEN DER ERDGAS-INFRASTRUKTUR, Daten, Fakten und Initiativen der Gasbranche; 2020 (https://www.dvgw.de/medien/dvgw/leistungen/publikationen/methanemissionen-erdgas-zahlen-fakten-dvgw.pdf)
[5] Green House Gas Protocol: Corporate Standard, Access Date: April 22, 2022 (https://ghgprotocol.org/corporate-standard)
[6] Umweltbundesamt, Biogasanlagen, Access Date: April 22, 2022 (https://www.umweltbundesamt.de/themen/wirtschaft-konsum/industriebranchen/biogasanlagen#immissionsschutzrechtliche-anforderungen-an-biogasanlagen)
[7] thyssenkrupp Steel Europe AG, thyssenkrupp Steel’s climate strategy. Premium flat steel, less of CO2, Access Date: April 22, 2022 (https://www.thyssenkrupp-steel.com/en/company/sustainability/climate-strategy/)
[8] Honda Case Study: A superior manufacturing method as an environmental technology; 2018 (https://global.honda/content/dam/site/global/about/cq_img/sustainability/environment/Face/archives/PDF/8.pdf)
[9] Cooper et al.: An Environmental and Cost Analysis of Stamping Sheet Metal Parts; Journal of Manufacturing Science and Engineering, April 2017, Vol. 139; 2017 (https://core.ac.uk/download/pdf/83232471.pdf)







?")


{kind=link}