
You’ve seen it happen many times before: Your stamping operations run smoothly, that is, until suddenly defects occur in the products. Your team now has to halt production to adjust the settings of the stamping process in order to continue the serial run. With this in mind, the ASPECT consortium conducted studies of critical tribological features, which cause defects in stamped parts, to investigate how they could be predicted in forming simulations and subsequently controlled in practice.
The ASPECT project consists of several European industrial and research partners, including Opel Automotive GmbH and Phillips, for the purpose of investigating the effect of friction and tribology on the production of consumer goods and transport sector.
About the ASPECT project
In most production lines, the startup phase of a mass production operations faces no major defect issues. Production runs well at the beginning, or rather, runs well for a certain number of parts. However, at a certain point forming issues will arise, such as wrinkling or splitting, causing a stop of serial production. The experienced workers on hand will use their seasoned knowledge to employ one fix or another to reduce downtime. Through experience every part will acquire its own signature fixes as part makers get to know the “moods swings” a given part undergoes during a mass production run.
It has been speculated that one of the main causes is due to the temperature rise of the tools in production. Within the ASPECT project, TriboForm carried out a study on the tribological behavior of the production tools in relation to the sheet and lubricant and the effect of temperature rise of the tools on the defects such as splits and wrinkling. The goal was to determine if the critical factors which cause downtime could be predicted on beforehand by forming simulations, thereby allowing part makers to adapt the process with foresight. Armed with such knowledge they can prevent defects and take measures to adjust the process setting of the stamping unit.
Within the ASPECT project, Opel described their observation of defects which arose during the serial production of a spare wheel well (Figure 1). It was shown that after approximately 500 parts the product starts to fail with the occurrence of splits. They indicated temperature dependent tribological effects, which could be measured and statistically identified. This created a demand for preemptive automated adjusts to counter the critical parameters which was causing splits to occur in the part.
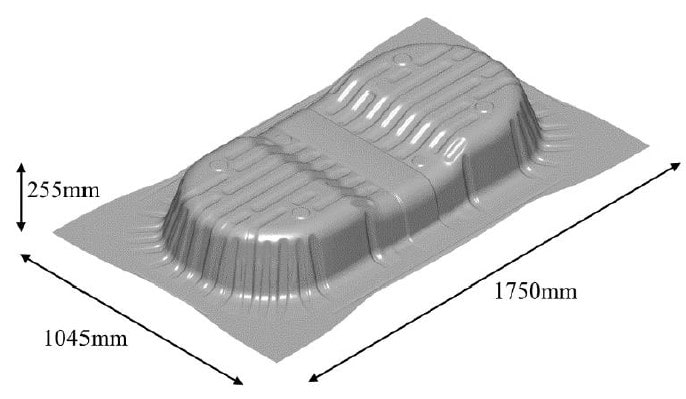
Fig. 1: Opel Rear Wheel Well. With a depth of 26cm it is quite challenging to form,
requiring a great amount of stretch.
During Opel’s study pyrometers were inserted in the tools which measured the temperature evolution in the tools. It was found that during the first 500 strokes, the tools heated up from 20ᵒC to 45ᵒC; the moment when the first artifacts arose. Besides the pyrometers, draw-in sensors were mounted around the part (0C to 7C in the Figure 2) to measure the draw-in of the blank at eight locations during production. As it can be observed in Figure 2 that the draw-in decreases considerably when the temperature increases from 20 to 45ᵒC. The temperature increase results in higher friction and, hence, more restraining under the blank holder and splits in the part.
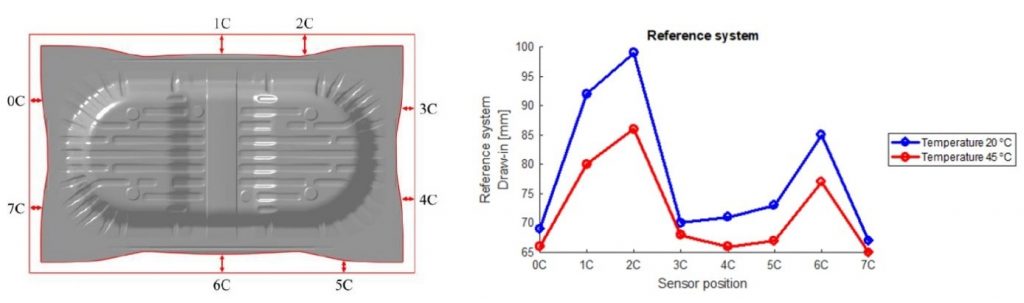
Fig. 2: (Left) Rear wheel well with eight sensors. (Right) Temperatures of sensors.
As the temperature rise in the tools on the long-term results in splits in the part, this causes a stop to production. Once stopped everything cooled down again. However, in order to avoid a stop and continue production corrections to the press have to be initiated such as decrease of the blank holder force or an increase of the lubrication amount.
With the goal to keep on producing the part and circumvent the side effects, TriboForm friction models were generated and plugged into ESI Pam Stamp by the ASPECT project team. The simulations showed as expected the part remained unaffected considering tool temperatures of 20ᵒC. At tool temperatures of 45ᵒC cracks occurred at the same location and had the same orientation, like in reality (Figure 3).
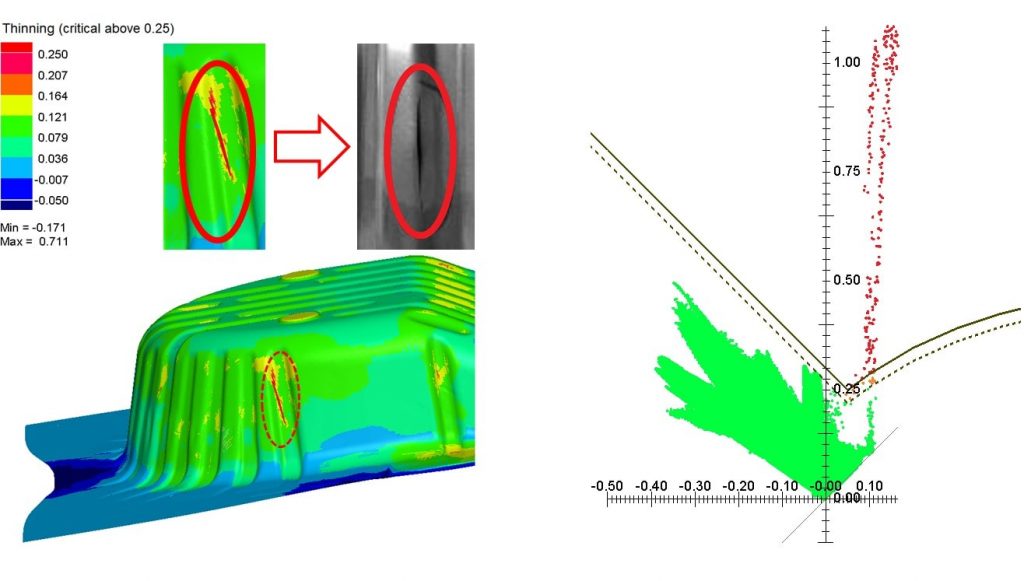
Fig. 3: Formability of the part considering tool temperatures of 45ᵒC.
The investigation demonstrated how the friction coefficient increases with the temperature, so that as the tools warm up friction increased in production. The TriboForm prediction proved accurate for modelling the tribological dependent effects of serial production runs. Consequently, countermeasures to maintain optimal production can be studied in detail, such as adapting the stroke rate, decreasing the black holder force or adding more lubrication at intervals.
Now, though the application of the TriboForm Plug-In, engineers can effectively predict these threats to serial production and make informed decisions. They know exactly when and where their product will become critical at which temperature. They’ll know what changes to make and when. Integrating advanced friction models in stamping simulations therefore becomes a new way to increase the robustness of the stamping process.
“If we are able to control the friction effects, or control the whole process, and thus compensate the friction effects induced by higher temperatures, then we will be able to produce much more cost-effectively and avoid defective goods.”
Dr. Albert Emrich
Original paper
“Temperature dependent friction modelling: The influence of temperature on product quality” by Daan Waanders from TriboForm Engineering in the Netherlands, Javad Hazrati Marangalou from Nonlinear Solid Mechanics of the Faculty of Engineering Technology at University of Twente, Matthäus Kott from Opel Automobile GmbH, Sabrina Gastebois from ESI Group, and Johan Hol, TriboForm. Click HERE to download the original paper.
This research was carried out within the project ASPECT: “Advanced Simulation and Control of Tribology in Metal Forming Processes for Consumer Goods and Transport Sectors”,
co-funded by the INTERREG North West Europe programme www.nweurope.eu/aspect







?")



{kind=link}