
This article presents a sensitivity study, aiming to bridge the gap between tryout and full-scale production with a focus on the effect of frictional conditions on the aluminium forming process. With tryout conditions working in room temperature versus full-scale production with stamping at a faster rate, resulting in a higher temperature conditions, it was investigated how to achieve a safe process window for the forming velocity under both scenarios using simulation tools.
Nowadays, it is a common practice to implement forming simulations at the early stage of part design before tryout. Simulations are subsequently validated in the tryout phase and series production is only initiated if tryout was successful. However, there are several discrepancies in the process set-up between tryout and production.
Therefore, it is important to define a robust process window which results in a defect-free product under both tryout as well as production conditions. This becomes even more critical in aluminium forming due to its high sensitivity to process parameters. The frictional conditions are one of the greatest influences on product quality in aluminium sheet metal forming. Therefore, for this study, a deep drawn front fender of aluminium (AA6014) was considered (Figure. 1). A sensitivity study was performed using AutoForm-Sigmaplus together with the TriboForm software to select a realistic friction model that corresponds to the actual tribology system used in the forming process.
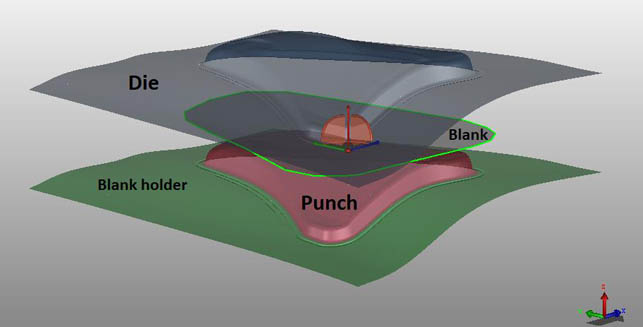
Figure 1. The fender model consists of die, punch, sheet and blank holder
(AA6xxx alloy).
Three design variables that play an important role in the frictional behaviour during forming were investigated, i.e. the forming velocity, the lubrication amount and the temperature (Table 1).
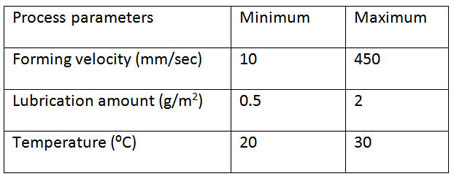
Table.1. Investigated process parameters with their applied ranges.
Two temperature scenarios were considered, namely a blank/tool temperature of 20 ºC to describe tryout conditions based on the slowly stamping process with several breaks between the stamping procedures. On the other hand, a tool/blank temperature of 30 ºC to describe production conditions based on mass production with less/no breaks which heats the tools and finally the blanks too.
The objective was to determine a proper amount of lubrication while achieving a safe process window for the forming velocity under both production scenarios. For this purpose, three standard lubrication amounts were investigated (Figure. 2).
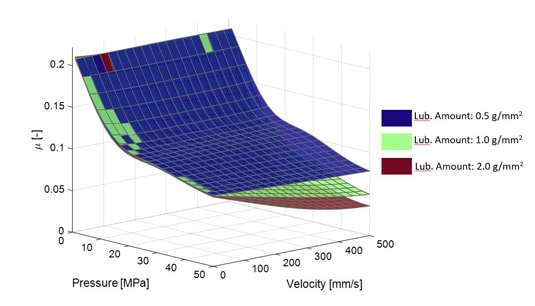
Figure 2. The TriboForm model showing the dependency of friction to pressure and sliding velocity for three different lubrication amounts. Please be noted that the dependency to temperature and strain is not shown here.
The simulation results show a clear decline in both maximum failure and plastic strain by increasing the lubrication amount (Figure. 3). The increase in lubrication amount results in a lower coefficient of friction, especially for the higher range of velocity (Figure. 2) which in turn results in both lower maximum failure and plastic strains in all cases (Figure. 3). It is important to highlight that the two outcome parameters (max failure and stretching limit have an opposing effect with respect to each other. That is, a lower maximum failure is desirable but the plastic strain should not drop below the stretching limit.
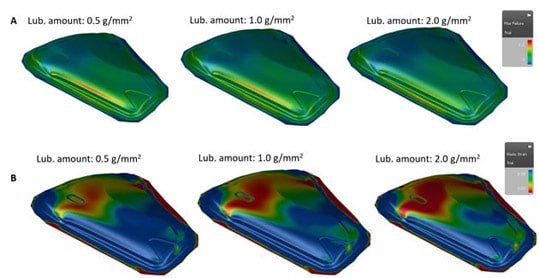
Figure 3. The simulation results show a clear decline in both maximum failure and plastic strain by increasing the lubrication amount
Finally, to answer the main goal of this sensitivity study, it can be seen that the lubrication amount has a significant influence on the defined quality issues and that only a lubrication amount of 1.0 g/m2 leads to a safe process window (Figure. 4). For this lubrication amount a safe product is obtained for a defined range of velocities (~100-250 mm/sec) for both scenarios.
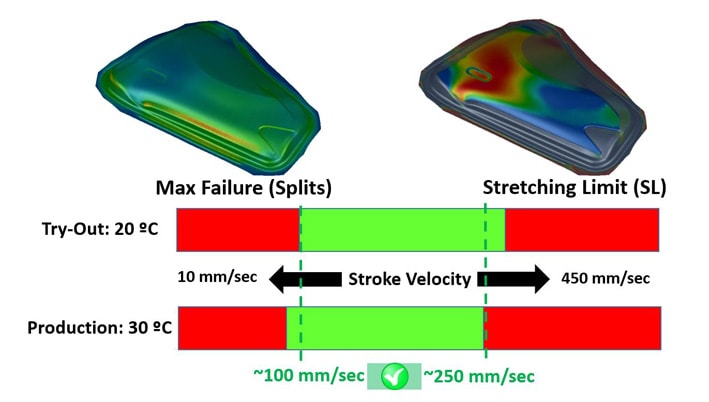
Figure 4. The process window of stroke velocity shows a safe zone only for the lubrication amount of 1g/mm2 under both tryout and production conditions.
A lubrication amount of 0.5 g/m2 satisfies the stretching limit, but splits will occur independent of the forming velocity under production settings. That is, due to the higher temperature of 30 ºC, higher friction coefficients are observed resulting a more critical product (Figure. 5). On the contrary, a higher lubrication amount has an opposing effect with a safe process window for splits, but inadequate stretching at certain locations is achieved.
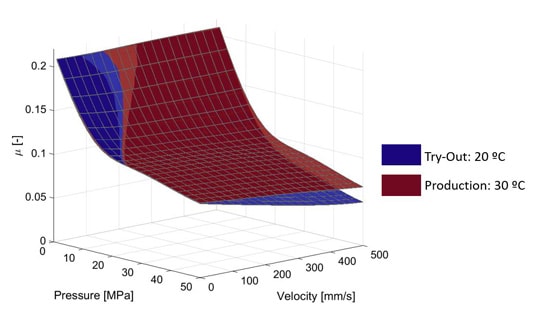
Figure 5. Higher temperature results in a higher range of friction which subsequently increases the maximum failure and decreases the stretching limit.
This sensitivity study highlights the important role of frictional conditions to achieve a robust forming process of an industrial aluminium part by using AutoForm-Sigmaplus in combination with the TriboForm software. A safe product under both tryout and production settings can only be achieved by using a specific range of forming velocities under specific lubrication conditions. It is important to realize that these process parameters are interacting with each other making it almost impossible to study the effects separately from each other.
So, have you already bridged the gap between your tryout and full-scale production?
Don’t forget to subscribe for an emailed monthly latest posts update.







?")



{kind=link}