
Quintus Technologies Whitepaper Demonstrates Correlation Between Flexforming and Simulation For Ultra-high Strength Steels and other difficult to form materials.
Quintus Technologies is a world leader in high pressure technology with customers active in industries such as aerospace, automotive and energy. The Sheet Metal division, situated in Västerås Sweden, has been using AutoForm since 2012 for running simulations to support both external customers and internal sales processes.
Although flexforming has been around for about 50 years, the technique is still relatively unknown. Flexforming is a sheet metal forming process which applies high-pressure hydroforming using a flexible rubber diaphragm between the pressure medium and the sheet. This approach delivers several benefits. As can be seen in the below Figure 1, only one tool side needs to be designed and produced. This means lower tooling costs and short lead times. Additionally, the technique with the rubber diaphragm creates a gentle forming process which is “kind to the material”. It also ensures little or no scratching and excellent sheet metal surface quality. A higher degree of freedom in terms of tool design undercuts is also allowed and close tolerances can be achieved.
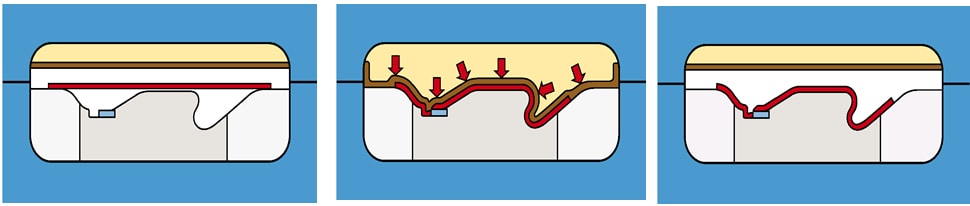
Figure 1. Flexforming up close.
Since process times typically range between 1 and 2 minutes, Flexforming is used for low volume production, for instance in automotive prototyping or niche-vehicle parts. Apart from the demand for automotive components, many Quintus Technologies customers order their presses in order to manufacture parts for aerospace assemblies such as structural items, panels and engine components. In particular, the aerospace industry has shown a steady increase of interest which can be expected to continue over upcoming years. The press technique itself allows sheet metal to be formed using one and the same tool across various thicknesses.
The increasing demand in automotive low volume production and prototyping parts particularly arises in the part sector relating to Dual-Phase steel and Martensitic steel-grades. The question of whether or not Flexforming could be used for forming UHSS parts, and whether or not this can be readily simulated, has been answered in a recently published whitepaper from Quintus Technologies.
Quintus Technologies put AutoForm R7 to the test to determine how accurately the Flexforming-process could be simulated. A technologically exemplary automotive side impact beam was used, with several different sheet materials of corresponding thicknesses experimented upon, including a martensitic UHSS for cold forming, aluminum, titanium and a regular steel for cold forming.
Width and springback were compared after forming, particularly springback being one of the main issues in dealing specifically with materials of higher Yield Strength and Young`s Modulus as given for Ultra High Strength Steels. The process itself operates with a moving tray (Fig. 2), whereby tools and blanks are placed in the tray, which is then moved into the press, below the diaphragm. The pressure above the diaphragm is then increased, forcing the sheets to form.
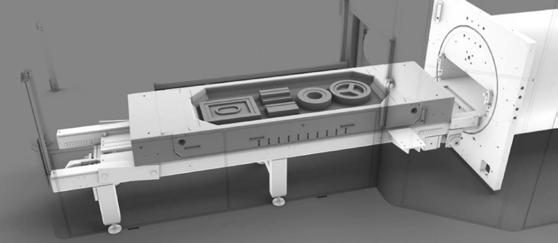
Fig 2. Flexforming tray with tools.
Even though the applied pressures in equipment for production can reach pressures up to 140 MPa, for the experiment the Flexform cycle was run on a press which allows maximum pressures up to 80 MPa on a press table sized 700×1800 mm2. The sheet dimensions for the experiments were 140x620mm2. Maximum height after springback and minimum width of the waist of every specimen were measured (Fig 3). Ten samples were made from Ultra High Strength Steel grade Docol 1400 M in 1.25mm thickness, and three samples of each of the other materials – Aluminum 6061-O in 1.27 mm thickness, Titanium Grade 2 in 1.6 mm thickness and a DC04 in 2.90 mm thickness. None of the samples fractured, so no concern was made regarding formability.
In using AutoForm the combinations of closing and holding tools and the application of pressure were possible to model. However the protecting pads and diaphragm were not modelled in simulation. Therefore, for simulation the assumption was made that the pressure acts directly on the sheet without intermediaries. This assumption was motivated by the low stiffness of the rubber diaphragm (thickness 10 mm for all tests), compared to the metal sheet. This proved valid in the experiments.
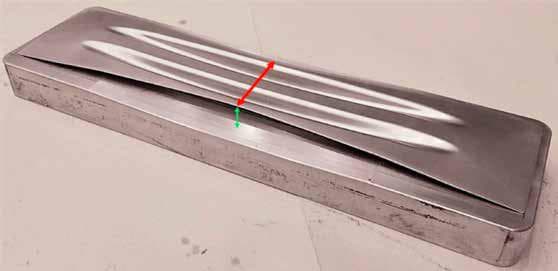
Figure 3. Flexformed beam on tool. Red = minimum waist width, green = springback from tool.
Figure 4. shows the maximum measured springback in the lateral direction of the different materials after Flexform pressing, as compared to simulations. With regards to Docol 1400 M, Titanium grade 2 and the DC04 cold forming steel, there was a close correlation between experimental and simulated values when the pressure-dependent friction model was used. This best matches the reality of the 0.1 mm LDPE lubricating foil used on both sides of the sheet for all tests. Crashforming was also simulated, due to the fact that the equipment is capable of being used for this application use case as well – as can be seen in Figure 5. Flexforming values were obtained and are shown for comparison for the DOCOL 1400 M only.
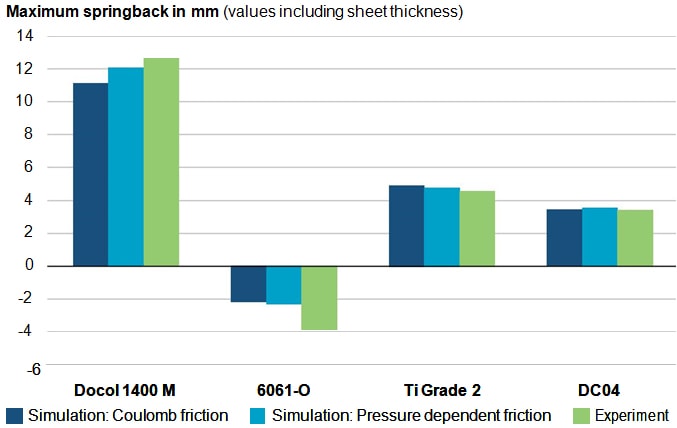
Figure 4. Maximum springback. Flexform pressing.
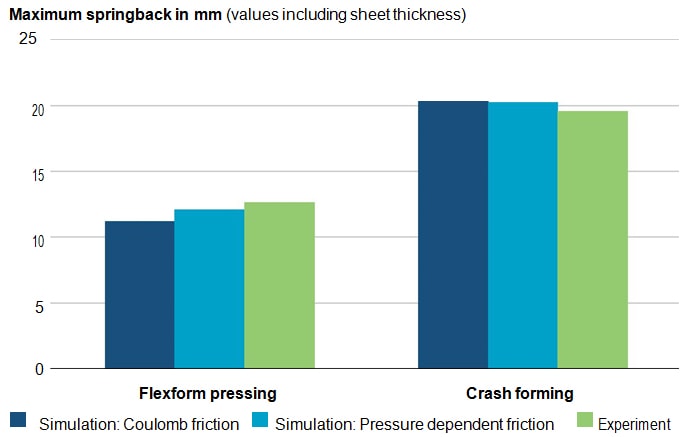
Figure 5. Comparison Flexform pressing and crashforming using Docol 1400 M
In conclusion, the study showed that Ultra High Strength Steels, and other difficult materials can indeed be successfully formed using Flexform pressing. The repeatability of achieving a waist-width was also comparable between Flexform pressing and crash forming – as the parallel calculated standard deviation has shown. Furthermore, Flexform pressing processes may indeed be effectively simulated using AutoForm R7, even without consideration to the applied rubber diaphragm. Considering the Docol 1400 M, springback prediction results were better correlated to Flexform pressing than crashforming, perhaps explained by the absence of wrinkles when using Flexform pressing. Therefore, the study confirmed that Flexform technology is well suited to producing complex shapes, also in Ultra High Strength alloys the experimental result proves that a good correlation exists between simulation in AutoForm R7 and actual forming results. Lastly, the results for titanium and the regular cold forming steel grade DC04 look more than promising under the described experimental conditions.
“We are using AutoForm for several years now to simulate our Quintus Technologies Flexforming process. We see a good correlation between reality and AutoForm simulations. The results, ease of use and speed of the software helps us significantly in servicing our customers.” Dr. Björn Carlsson, Quintus Technologies.
For a full review of this study and examination of minimum waist to width comparisons see the original Quintus Technology study HERE.
And don’t forget to subscribe to our blog to get updates on our top posts, sent out just once per month. Zero marketing emails assured.
Source: ‘Forming simulation correlation with the Flexform hydroform technology‘ by Dr. Björn Carlsson, Mikael Bergkvist, Roger Andersson, Sture Olsson Quintus Technologies AB, Västerås, Sweden. Link HERE.







?")



{kind=link}