
Die spotting man-hours and cost reduction case study
H.I.T Automotive is a partner of European OEMs and Die Makers, which was established in 2001 is promoting a Smart Factory that uses AutoForm to build a digital master process.
In order to establish the digital master process, H.I.T Automotive and their partner Yean have been making great efforts to reduce engineering and manufacturing man-hours. When they organized the production team in 2014, they began by thinking about problems that were not being solved and what should be changed in their tool shop to improve quality, cost and working conditions. Previously, they had been concerned with mechanical problems such as the press condition and NC machining work. These issues, along with disparities in the workers’ experience and skill levels, accounted for significantly increased time and costs. It became clear that a die manufacturing approach based on skilled personnel performing trial and error iterations was not ideal.
Fig. 1: The H.I.T Team
By examining what was taking the most time on the shop floor, they decided that spotting and polishing was still a big issue that required a lot of time. This decision led to a complete investigation of the digital die spotting process.
Here, the digital die spotting process defines the correction area and amount of pressurization by using ‘contact distance’ — which characterizes the reduction in the material thickness during forming analysis. There could be other methods developed for this purpose, but at this time, we found this approach provided big benefits and cost savings.
Although verifying these results may seem simple enough, how should we apply NC modeling? After some consideration, we decided to model the contact and die gap using the unique features offered by AutoForm ProcessDesignerforCATIA. This method was used to iterate the die surfaces multiple times and arrive at the desired contact condition in the simulation.

Fig. 2: Die Spotting Digital Workflow Process
The application of AutoForm ProcessDesignerforCATIA in the digital die spotting process significantly shortened the time of die production and subsequently reduced costs.
In the past, the operation’s success depended highly on tool shop workers. The introduction of the digital die spotting process strengthened the engineering aspect through software application — allowing managers and field workers to focus on quality control and schedule management.
H.I.T Automotive Digital Die Spotting Use Case
The following illustrates the Die Spotting case of the internal structural part shown. After defining the compensation area and amount with AutoForm analysis using contact distance, the black area in the picture should be adjusted. This can be checked on both sides of the sheet to determine the full region to be modified. Please note that the contact condition over much of the sheet area is already very close, but the side wall areas and the top surface contain a lot of extra gap. If manual die spotting were performed on this tool, a much larger region of the surface area would need to be adjusted.
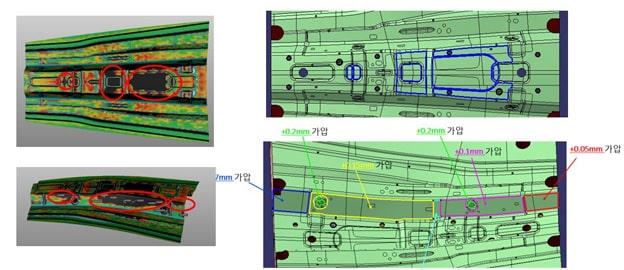
Fig. 3: Digital die spotting process selecting “contact distance” in AutoForm.
- By using the unique modeling features of AutoForm ProcessDesignerforCATIA, compensation modeling was completed with only 2~3 hours of work time.
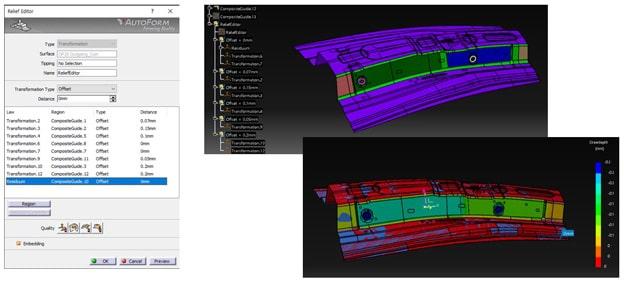
Fig. 4: Die spotting compensation modelling
This is the simulation result with digital die spotting modeling data. By checking the ‘contact distance’, you can see that the results without black indicate the tool surface is very close to the sheet surface. This shows significant improvement.
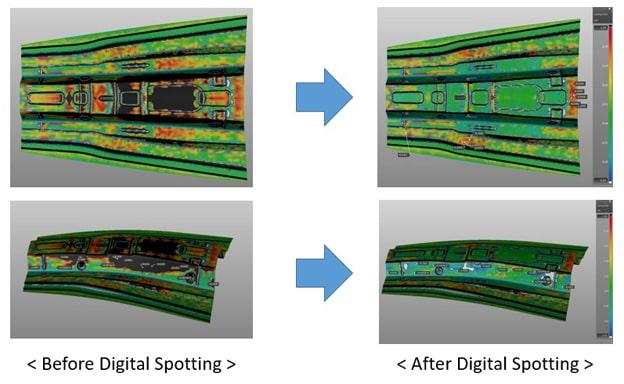
Fig. 5: Die spotting compensation result.

Fig. 6: The digital master took two days to create resulting in this tool
Normally, this size die takes more than 20 days; and since this product is AHSS such die spotting work was particularly challenging. Nevertheless, by applying the digital die spotting process, you can achieve a result of 80~90% die spotting in just 2 days.
Moreover, another structural part produced recently through the digital die spotting process reduced the die spotting time to a mere 15 hours.

Fig. 7: Resultant part showing a reduction of the spotting down from 20 days to 15 hours, a remarkable achievement in cost and time reduction.
Hood Inner Case Part
For the case part, we first define the compensation area and amount and check the results.
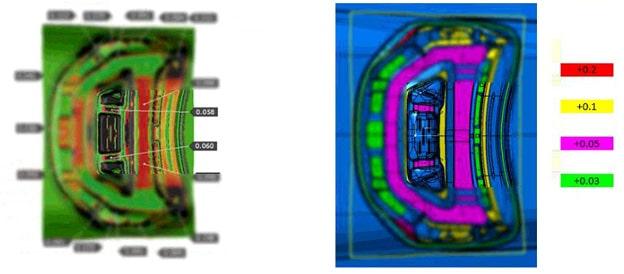
Fig. 8: The contact distance has been improved
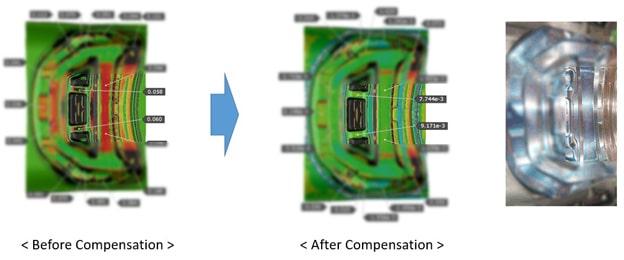
Fig. 9: Before and after compensation and polished part.
Previously, this part required more than 200 man-hours for spotting (80~90%), but we were able to complete die spotting and polishing work with just 90 man-hours by applying the digital die spotting process. Therefore, the work time was reduced by 55% and the polishing man-hours were also reduced and was achieved with just two workers, resulting in significant cost savings.
If the digital die spotting process were applied to all parts, we are confident the cost savings would be greatly increased. Our goal is to reduce future die spotting costs by 80% by improving the digital die spotting process.







?")



{kind=link}