
In this interview Hung Nguyen, Application Engineer from AutoForm Germany, describes three current projects researching sheet metal forming at EFB and how they impact our industry. EFB researched the prevention of surface defects for sheet metal parts, how bending test can improve the qualification process of Bauschinger parameters and lastly the production of high strength aluminum components by forming under quenching conditions.
We asked Hung about the three projects and he summarized them as follows:
Prevention of surface defects for sheet metal components
Hung said, “Deep drawing and stretch drawing are often used to manufacture sheet metal parts. The requirements for these parts depend on whether they are outer panels or inner panels. Inner panels have high requirements regarding functionality whereas for outer panels the surface quality is of utmost importance. Nowadays, at the first glance, products often do not differ much regarding their functionality, yet customer demand regarding the appearance is increasing. Due to this higher standard, manufacturers must produce products with higher surface quality to keep up with or outperform their competitors. During forming process defects can occur on the outer panels, such as splitting and wrinkling. They are for the most part clearly visible, whereas surface defects like surface deflections are often not directly visible. If such defects occur, the tool geometry must be iteratively modified until the part no longer has any more defects. Since this procedure is very time consuming and cost intensive, it would be better to change the tool geometry at an earlier stage of the product development process. The detection of splits and wrinkles in finite element simulation is reliable, whereas the detection of surface deflections is relatively new.”
He continued, “This project focuses on the experimental and numerical analysis of the influence of tool geometry changes on the occurrence of surface deflections. The aim is to avoid or reduce surface deflections by changing the tool geometry itself. At first, the tool, which is implemented in the simulation software, is tested for example and the advantages and disadvantages are worked out. Furthermore, the influence of the geometrical parameters on the occurrence and appearance of surface deflections is analyzed. In addition, it is explained how these surface deflections are formed and how they can effectively be avoided by changing the geometry without changing the process parameters. The experimental results are analyzed by standard methods and compared to the numerical results. This way, it is possible to show weaknesses of the methods currently used. In the industry this can be beneficial for a better detection of sur-face deflections.”
Improvement of the qualification process of Bauschinger parameters by alternating bending test
“Despite recent developments in the field of material modelling, the exact prediction of the springback geometry using the Finite Element Method (FEM) remains a highly demanding task. In the case of complex sheet metal forming processes in particular, springback is often calculated with inadequate accuracy. Since the springback of a component is initiated by the return of the elastic residual stresses after the removal from the tool, its realistic prognosis is closely related to the exact description of the plastic as well as the elastic material behavior.”
“Several scientific works show its prediction can be improved in individual cases by the implementation of the cyclic hardening behavior via isotropic kinematic models, as well as by a material elasticity that is dependent on the plastic strain. Not least due to the large number of mathematical models, non-standardized characterization methods and a significance that is both process- and material-related, it is necessary to validate identified material models preliminary to their application in the numerical design of a sheet metal forming process.”
“In this research project the use of the cyclic bending test is being analyzed as a laboratory test for a process-oriented evaluation of material models. Via a numerically inverse method a defined deformation history, which is derived from a thermoforming process with drawbeads, is realized in the laboratory test and therefore different material models are evaluated. For the high strength steel DP-K 45/78, the natural hard aluminum alloy AA5182-O and the precipitation hardenable aluminum alloy AC170-PX, both the additional value of a kinematic hardening rule and a material elasticity dependent on the plastic strain are being investigated with respect to a springback analysis.”
“The comparison with the results of the drawing process shows that the usefulness of a kinematic hardening model in relation to a pure isotropic hardening law can basically be evaluated in the cyclic bending operation. While the modelling of the cyclic hardening behavior results in a significant improvement in the springback prognosis of the bending as well as in the drawing operation for the high-strength steel, no significant improvement can be achieved for the two processes by implementing kinematic hardening in the case of the aluminum alloys. In contrast to the drawing operation, the modelling of a material elasticity depending on the plastic strain has only a slight, nearly not significant impact on the result of the springback calculation in the bending test, which can be traced back to the lower amounts of stretching. To resolve this material behavior in the cyclic bending test, an analysis of a possible extension of the test methodology should be carried out within the framework of ongoing investigations.”
“An additional aspect of the project is the thermographically supported identification of yielding point and the evaluation of its benefit for a sheet metal forming simulation. Based the considerable increase in the testing effort and the dependence of the characterization results on the sample geometry or the mechanical test method, no explicit advantage can be identified within the scope of the investigation. For the efficient use of the methodology, further investigations are necessary. In addition to recommendations for a model validation in the cyclic bending test, the user receives important information regarding the material- and process-specific prediction quality of individual material models. This allows a selection adapted to the forming operation of the material modelling and the associated characterization. The research goal has been achieved.”
Production of high strength aluminum components by forming under quenching conditions
“The overall objective of the project was the identification of a process window for the processing of high-strength aluminum alloys in a combined quenching and forming process, whereby the mechanical properties with regard to strength and ductility as well as the dimensional accuracy should be optimized in comparison to conventional process chains by means of targeted process control. This was achieved by systematically and comprehensively analyzing the process influences so that the modelling accuracy of the numerical forming process design and the prediction of the final component properties were significantly improved by the integration of modelling approaches with respect to material behavior, heat transfer, friction conditions and aging behavior.”
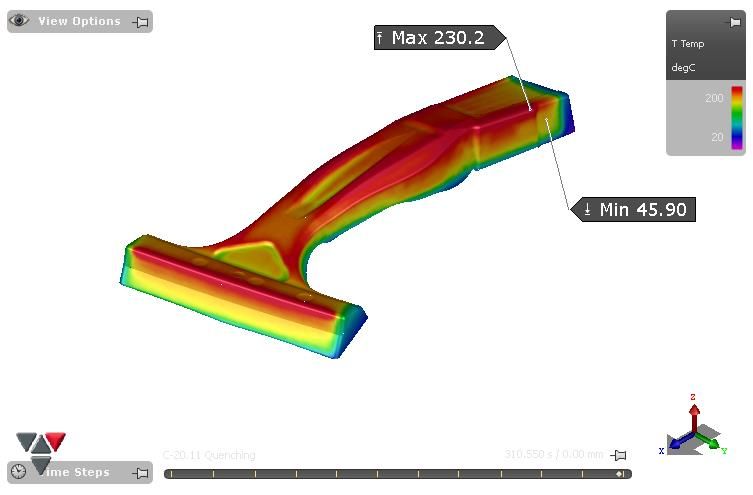
Figure 2: Example of Temperature Distribution on a Punch Surface after Quenching
“Within the project, the high-strength aluminum alloys AA6111 and AA7075 with a nominal sheet thickness of t0 = 2.0 mm were investigated. After characterizing the as-received state by determining the mechanical properties, the influences of the heating rate, holding time, quenching rate and aging at room temperature as well as under elevated temperatures on the resulting mechanical properties were investigated, thus generating a process window for processing precipitation-hardenable aluminum alloys in a combined forming and quenching process. In addition, the temperature and strain rate-dependent flow behavior of the materials was characterized using a thermomechanical simulator and, based on this, a suitable model for modelling the material behavior was identified.”
“The heat transfer from workpiece to tool was investigated on the basis of quenching tests with the help of a quenching tool and thus, pressure-dependent heat transfer coefficients were determined and approximated with suitable models. The qualification of different lubricants for use in a combined forming and quenching process was tested by the cup deep drawing test and a rating matrix was set up. Furthermore, friction coefficients were determined on the basis of the resulting force-displacement curves. Finally, the experimentally determined data were used to set up a thermo-mechanically coupled simulation, which modelled the forming processes for the manufacturing of a cylindrical cup and a bending-dominated forming process for the manufacturing of a hat-profile. An independent validation took place on the basis of the resulting sheet thickness, the process forces as well as the temperature-time-course by comparison of the simulative results with real components and processes. The transferability of the results was finally demonstrated by the design, manufacturing and analysis of a near series demonstrator.”
Hund ended, saying “The findings of the project as well as the applied methodology can be adopted in the future to design hot forming processes for the production of high-strength aluminum components under quenching conditions. The research objectives set in the project have been achieved.”
From FormingWorld.com, thanks Hung for your valuable update on these latest projects.
For those reading who wish to publish your own blog post here on this site – please contact us. We are open to publishing post on sheet metal forming issues, research and industry developments.
And don’t forget – sign up to our blog to stay updated! We send out just one email per month featuring our top four posts, with zero marketing emails.







?")



{kind=link}