
Validation as Part of Quality Improvement and Resource Savings
GeNI de Mexico S.A de C.V (hereafter GeNI) is dedicated to achieving a strong correlation between simulation and production within their organization. In this article, we describe a recent project where GeNI focused on examining failure analysis for a process they had in production, with the objective being to obtain improved results. During the development of this project they wanted to improve the quality of part result, reducing downtime in the press and the number of rejected parts. Furthermore, their aim was to greatly improve customer satisfaction.
“The beginning of the project was to start at the end.” Therefore, one of the first steps taken within the development of the project was to scan the final parts and the tools themselves in order to perform a validation of the process using AutoForm.
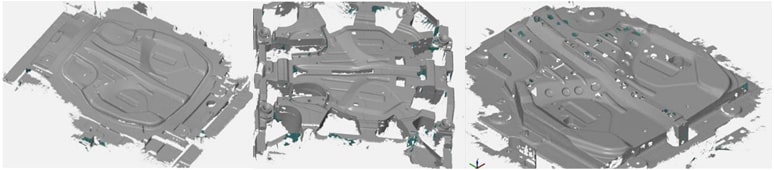
(a)Draw Die (b) Trimming Tool (c) Flanging Tool
Fig. 1: Tool Digitalization
With results obtained from this validation, an evaluation was carried out for each of the process operations and simulation results were analyzed and verified with scanned data. A good correlation of results between simulation and production was observed, confirming that enough stretch was occurring during the draw operation.
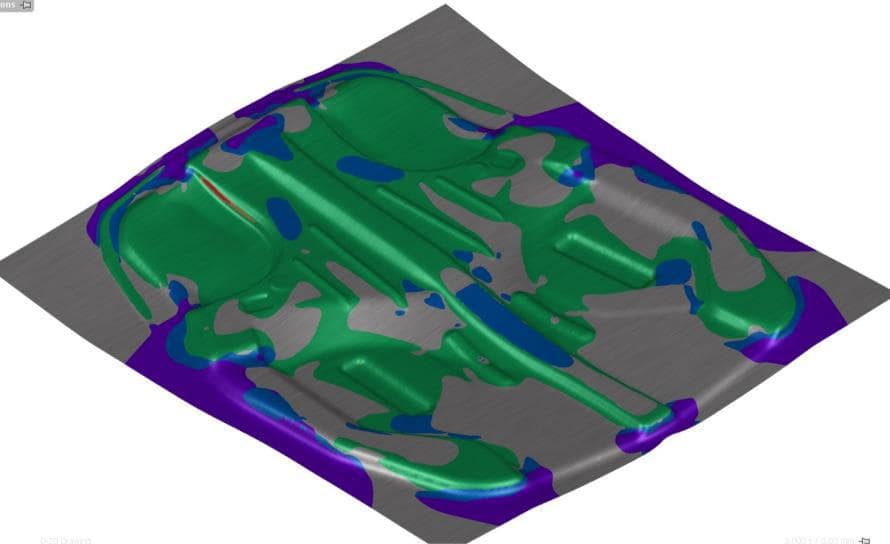
Fig. 2: Simulation Result Using Digitalized Die Faces (Cracks/Wrinkles reconstructed)
Additionally, it was verified that the tools for draw and cutting operations had not been changed, conforming to the CAD nominal design. It was discovered that all modifications had been implemented only in the forming operations in order to avoid new formability issues in the previous operations.
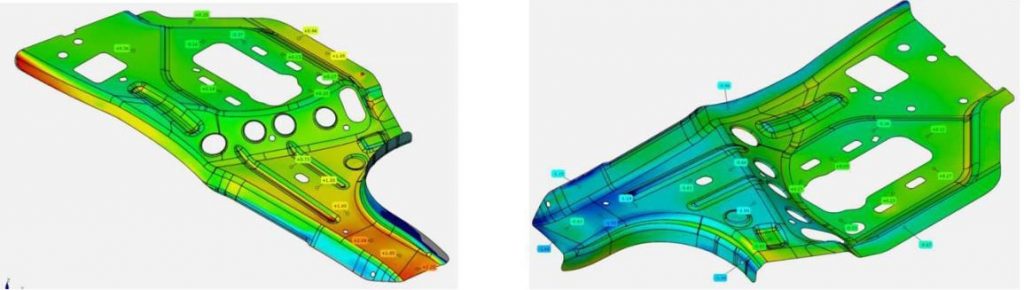
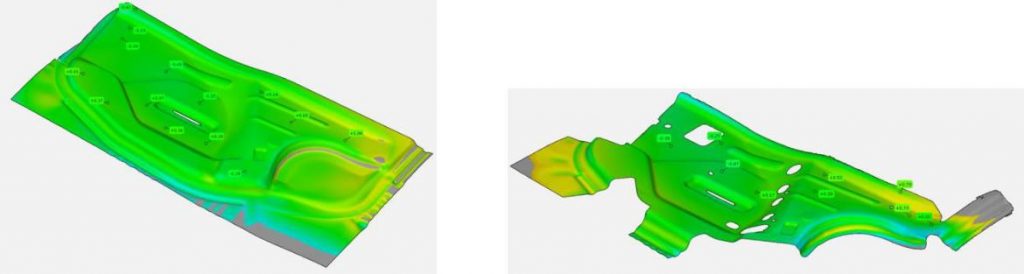
Fig. 3: Spring Back Simulation Results Matched to Real Panel Problem
After of analyzing several scenarios in AutoForm, it was found that the best solution would be to modify the draw and forming operation.
The first stage consisted in the optimization of the draw operation; by redesign the central embossments in order to achieve larger stretching on the part. Drawbeads were improved as well.
Fig. 4: Modified Draw Die
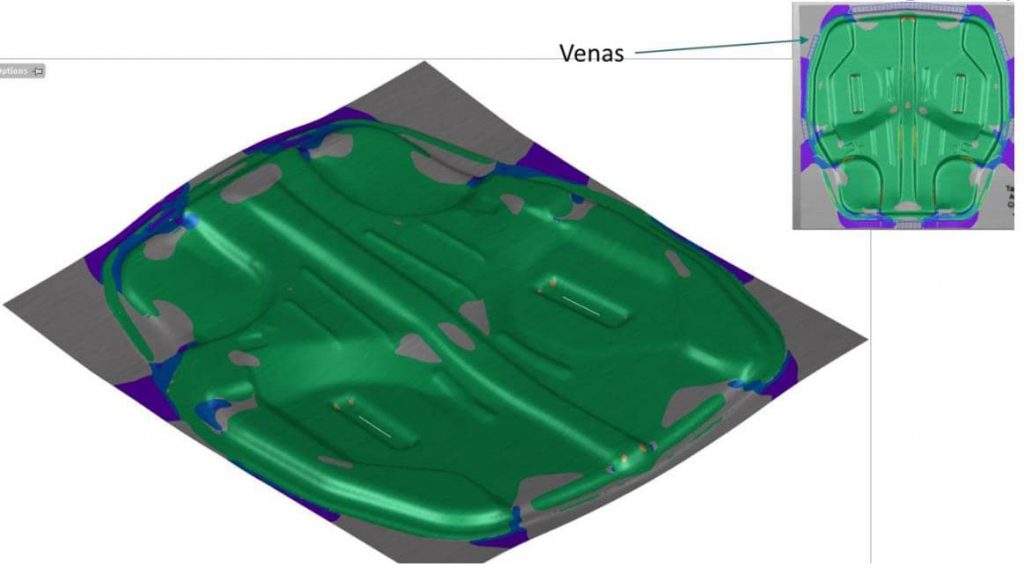
Fig. 5: Improved Draw Operation (Green Simulation)
All the modifications were validated in AutoForm to proceed safely with machining the tools.

Fig. 6: Tool Modifications Following Simulation (Upper: Binder ring, Bottom: Upper Die)
After machining the drawing tools, the first tryout was carried out within the press, obtaining a very good result, avoiding downtime and rework within the press.

(a) Tool modification based on model (b) Real Drawn Panel
Fig. 7: Drawn Panel with modified Draw die based on Simulation
The parts from the first try out were measured, obtaining a significant improvement for the draw operation and with a much less springback for the following cutting operation.
(a) Drawn Panel (b) Intermediate Trimmed Panel
Fig. 8: Dimensional Tolerance in Real Measurement
For the second stage of the process improvement, GeNI proceeded with the correction of the forming operation, designing some easy-to-modify inserts for the problematic areas.

Fig. 9: Inserted Tool Geometry Modification for Dimensional Tolerance Improvement
At this stage a better result was achieved within tolerances, avoiding the twisting of the part and therefore, also considerable improvement of the final assembly.
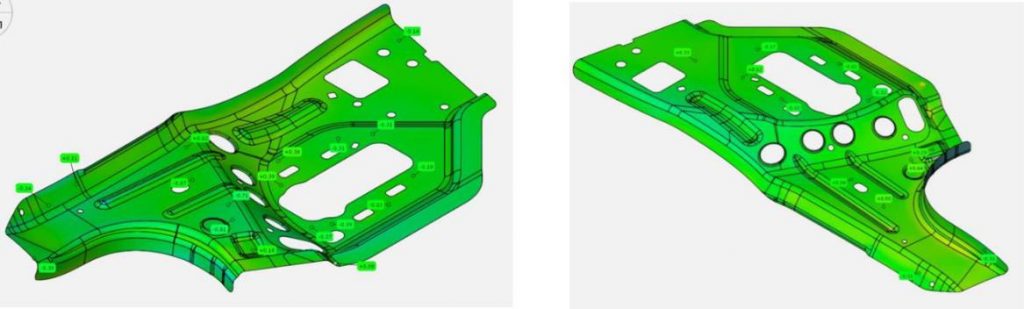
Fig. 10: Satisfied Dimension Tolerance Requirement in Real Measurement
The obtained results with the development of this project was reflected in an improvement in the part quality, elimination of 100% revision of the parts, reduction of the delivery time and reject rate. Seeing an estimated 80% decrease in downtime in the press itself was also obtained. GeNI considers this to be a significant saving on its resources!
We would like to thank GeNI de México S.A. de C.V., for their trust in AutoForm and its extensive collaboration with their local support team at AutoForm Engineering México. We’d especially like to thank M.A. José Balbuena for his support and images provided for the publication of this case, which shows the great commitment they have for continuous improvement in their processes for complete customer satisfaction.







?")



{kind=link}