
Series index. Part 1, Part 2, Part 3, Part 4, Part 5, Part 6
Although hot stamping is now an established method, numerical analysis of the process is still a challenge. We need to consider the true physics of the process to accurately describe it, which is more complex than cold forming. Today, when process engineers simulate hot stamping, they can consider many aspects of the process such as:
- Temperature and strain rate dependent flow curves for each phase of steel alloys
- Temperature dependent R-values to consider temperature dependent directional dependency of sheet metals at elevated temperatures
- Temperature dependent FLC
- Effects of plastic strain on phase transformation
- Patchwork blanks including spot welds
- 3D heat conduction in tools including cooling channels
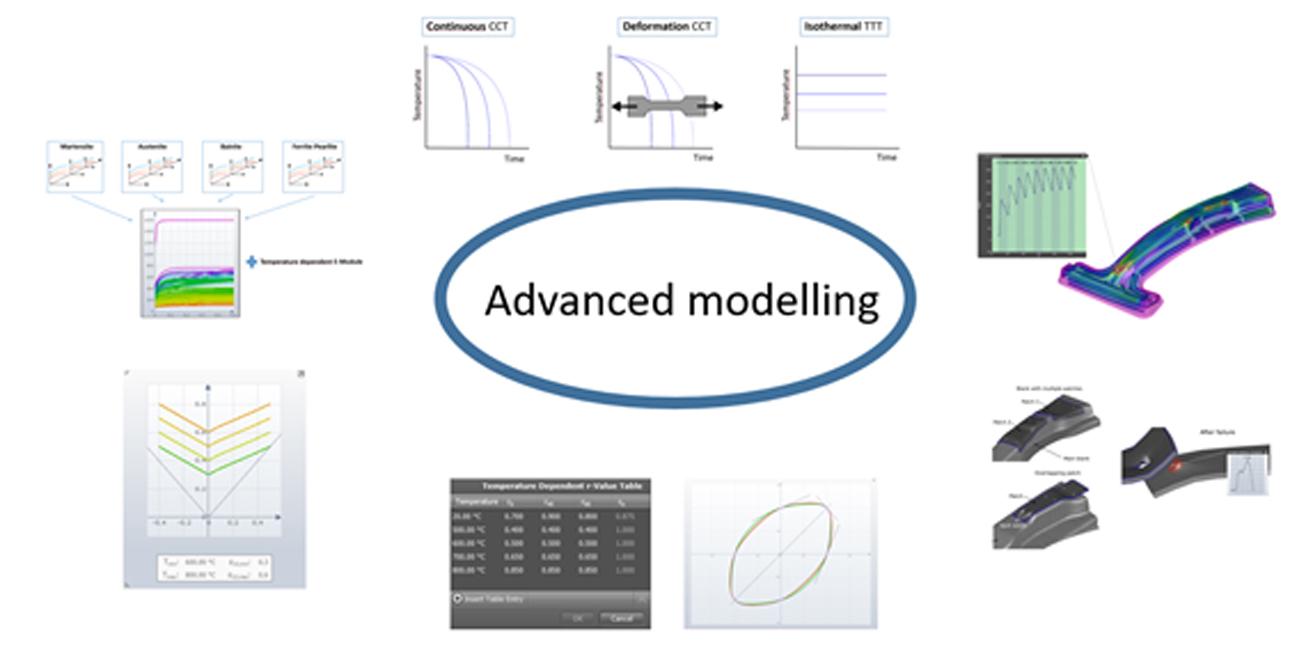
Fig1. Advanced modelling of a hot stamping process
However, in most industrial applications, the tribological system is still oversimplified with the use of a constant Coulomb friction coefficient.
Is friction constant in hot stamping?
The answer is a resounding NO! Numerous scientific results clearly show that friction in hot stamping is not constant, but the variability depends on different parameters like temperature, contact pressure, and sliding velocity. Relevant studies date back to 2009, meaning we’ve known for over 10 years that friction in hot stamping cannot be described by a “constant number”.
So, why did the hot stamping community use a constant friction coefficient all those time?
There are two answers to this question:
- There were more consequential physical process parameters that could be modeled to increase the accuracy, like cooling channels or spot welds.
- There was no effective tool to calculate and model complex tribology systems.
Introducing TriboForm
When modelling hot stamping processes, we have reached a level of detail that considers all the essential factors listed above — invalidating the first answer. In response to the second answer, process engineers now have the benefit of TriboForm to calculate friction coefficients by considering the tribological system between sheet and tools. So with both issues addressed, it’s high time to solve the problem of friction in hot stamping.
The TriboForm software was specifically designed for cold forming processes, but has since been extended to include tribological conditions in hot forming as well. Looking at hot forming, the coating behavior and formation of micro cracks play an important role in determining the tribological conditions. Due to fluctuating tribological conditions, the heat transfer between sheet and tools might change, causing galling and wear and further influencing the tribological conditions. Based on the combined effects of all other dependencies, a 4-dimensional friction model can be constructed according to contact pressure, plastic strain, temperature, and sliding velocity.
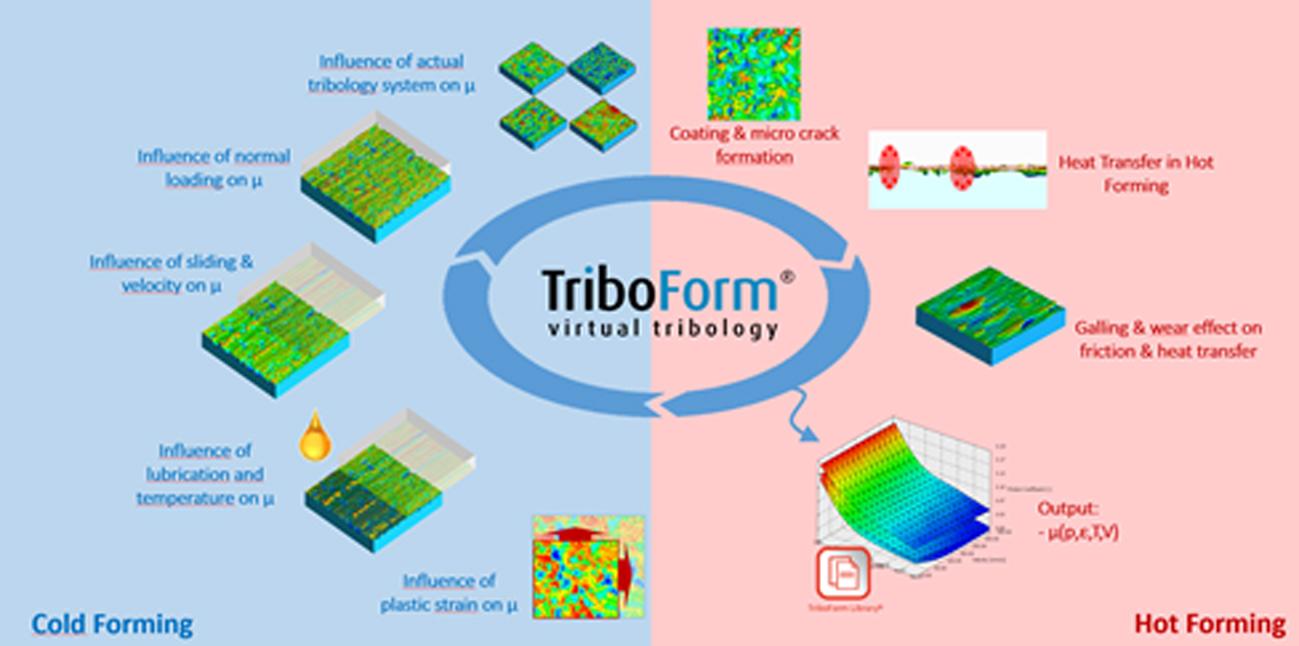
Fig2. Cold forming & hot forming in TriboForm software
Using this strategy, process engineers can check the friction coefficients and compare different sheet and tool roughness values. In Figure 3, we can see that applying a constant friction coefficient of 0.45 oversimplifies the problem.
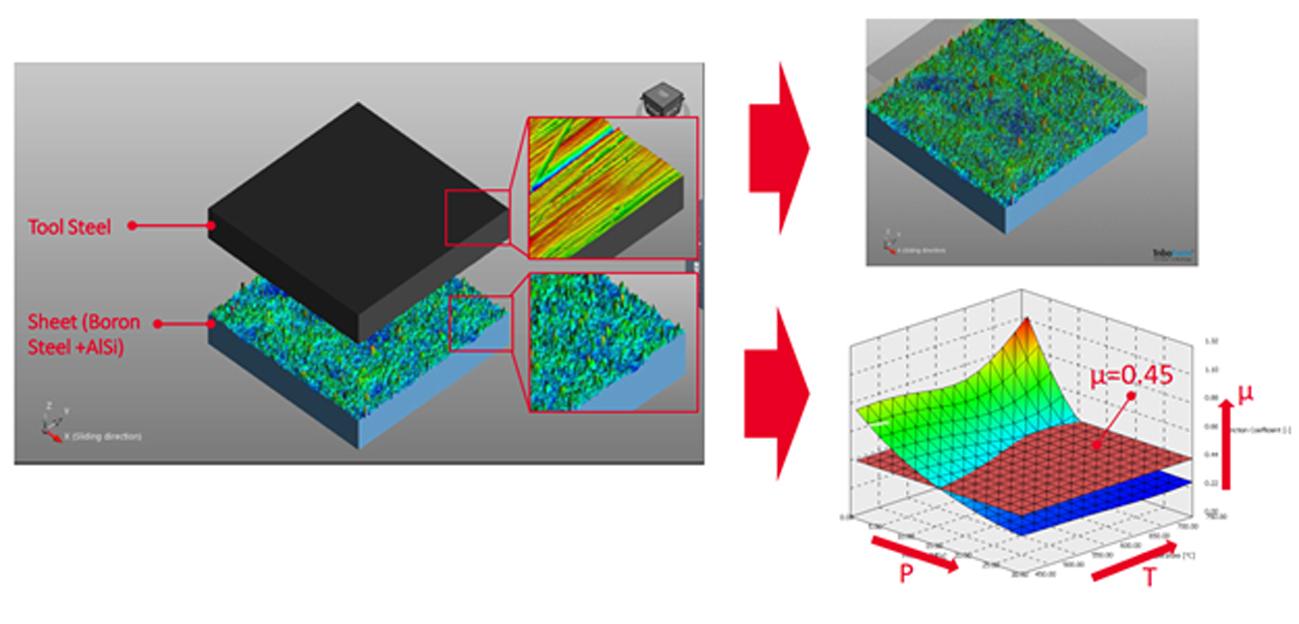
Fig3. Calculation of friction coefficients
Are the results more or less critical when using TriboForm?
This is the first question that comes up for process engineers when talking about advanced friction modelling. The answer? “It depends.”
Let’s dive into the details. We studied the effects of advanced friction modelling using many part geometries — one particular result can be seen in Figure 4. The thinning results are used as a measure to compare simulations, expressed as an engineering strain percentage in the thickness direction. On the left, the die radius is 10 mm and on the right, it is 30 mm. In the case of a smaller die radius, the Coulomb model is more critical, while the advanced friction model is more critical for a larger die radius. This is mainly due to the contact pressure in the radius regions. A sharp radius generates more contact pressure so under high pressure, the sheet surface gets smoother. For advanced friction modelling, this leads to a decrease in the friction coefficient. High contact pressure also means faster heat loss to the tools and the subsequent colder material in those regions further results in a lower friction coefficient.
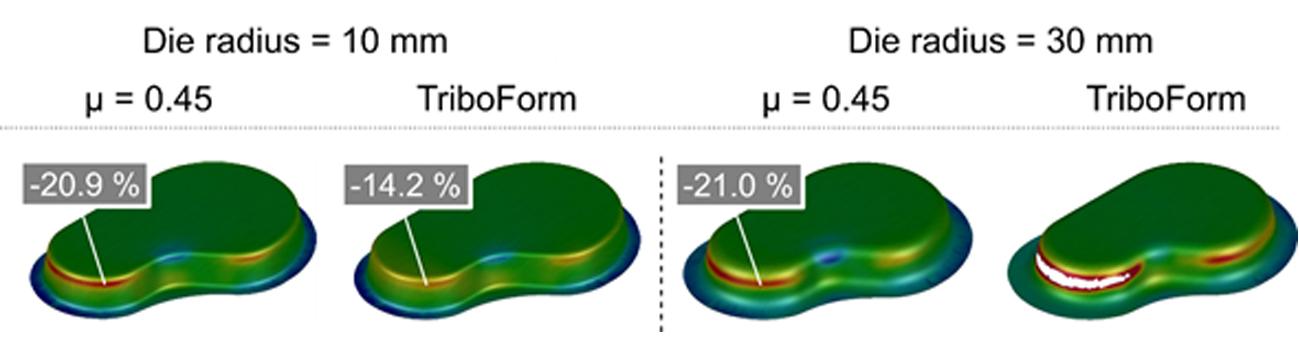
Fig4. Comparison of simulation results using constant Coulomb friction vs TriboForm
As we can see, friction is a complex topic. The good news is that the physics of the tribological system is now included in a friction model dedicated to AlSi coated manganese boron steels. Consequently, process engineers can now use this advanced friction modelling approach directly without any additional effort.
We achieved these results through collaboration with Volvo Cars, Tata Steel, and the Technical University of Dortmund. If you’re interested in learning more, you can check out the paper we presented at the IDDRG conference this year: Application of an Advanced Friction Model in Hot Stamping Simulations: A Numerical and Experimental Investigation of an A-Pillar Reinforcement Panel from Volvo Cars – IOPscience
In part four of this Hot Stamping Challenges series, we covered New Generation Tailored Tempering Methods. In part six of this series, we will cover Digital Die Spotting in Hot Stamping.




")


?")



{kind=link}