
Where is Consistency Required in the Smart Engineering Model?
One of the quality management principles described in the ISO 9001-2015 fifth edition is the approach applied to sheet metal forming process. The standard states that all organizations must understand the whole process first, before focusing on interrelationships and interdependencies among the system processes. Of course, the aim of this application is to achieve the intended product quality through a consistent quality improvement strategy across the organization. While this is a fantastic concept in theory, technically, engineers are faced with challenges in sheet metal forming processes involving:
- Massive organizations
- Complex activities with a duration of months or years
- Many systems
- Risk-based thinking to prevent undesirable results
In addition, each organization must maintain a shared understanding of common engineering objectives in order to consistently achieve them over time.
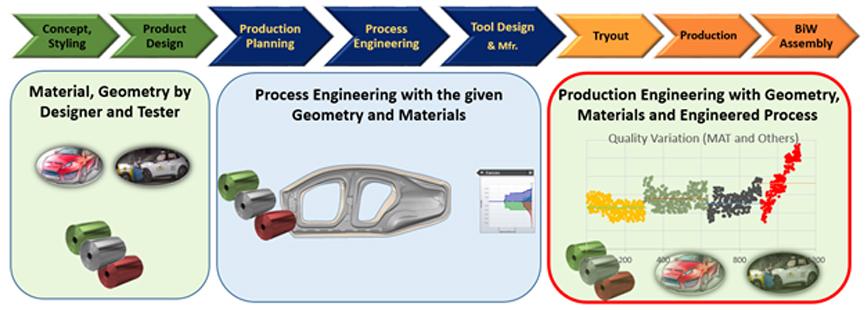
Fig 1. The entire engineering process from design to assembly through press & body engineering
Considering the engineering process shown in Fig 1, two factors stand out as critical for its success: achieving consensus of objectives and establishing a systematic process to maintain consistency. Objective-setting is relatively easy across engineers with the use of the well-known index in the automotive industry, QCDF (Quality, Cost, Delivery time, and Flexibility). OEM competition and engineering performance lead to quality being ranked as the top priority, which is why phrases like “Quality Management” or “Quality Innovation” can often be found on production plant walls. For process engineers working in quality management or innovation processes, a target-setting indicator (KPI) can be introduced to gauge the achievement of quality objectives in the engineering phase.
Process engineers are also interested in how engineered data impacts production quality and how simulation results accurately predict the state of production. This is why accuracy is regarded as the target indication of real time engineering maturity. By establishing an accuracy indicator, process engineers can define each accuracy aspect necessary to achieve the target product quality. During accuracy target-setting, process engineers with experience in quality improvement should use well-coordinated checklists to verify and validate with counter-engineers throughout the process engineering phase. The AutoForm Accuracy Footprint provides such a checklist, to verify and support improved accuracy from beginning to end of the engineering process. This is in keeping with the consistent quality improvement strategy outlined in the ISO 9001.
Returning to Fig 1, we can see the importance of the product design details in developing the integrated software systems that will support the engineering intent. The first-geometry engineered model of feature lines and surfaces created by the stylist further evolve into package layout lines and surfaces to meet functional requirements with proper materials. The process engineer then takes over these engineered models consisting of geometry and materials at the press & body engineering phase, taking into account all the aspects listed in the accuracy footprint for process engineering. Considering these predefined accuracy aspects, the process engineer can begin production planning and die surface layout using the process conditions.
Three factors repeatedly emerge in Fig 1: the geometry mainly engineered by the stylist, the materials mainly engineered by the part designer, and the process mainly engineered by the process engineer. These are the most essential elements to maintain consistency during the whole engineering phase. Taking further responsibility for achieving the quality objectives in the final tool design ahead of casting and machining, the process engineer should consider production engineering for future production support — of course, this measure is listed in the accuracy footprint for consistent quality improvement.
Quality production via the delivered tool and pre-information from process engineering is lastly implemented at the press shop. Extended quality production occurs at the body structure assembly line using the engineered style model as a reference from the part designer and stylist. If all digitally proven engineered models fulfilled the condition of consistent quality improvement outlined in the accuracy footprint, the execution of quality production would be relatively easy, with huge potential savings of time and costs. Software systems engineering should adopt the same philosophy as the “arm” of real systems engineering. Consequently, software systems and their integration should follow this process approach and fulfill the critical requirement of consistency.
One important remark from technical management and ICT departments addresses the difficulty of maintaining consistency for a large organization. There are so many documents regarding the achievement of objectives being consistently circulated and edited, always with changes tracked. Members from every team across the organization are asked to remain engaged and constantly check for consistency. Is it wishful thinking?
Recognizing the consistent issues in the current engineering change management during a typical ECR (Engineering Change Requests) / ECO (Engineering Change Orders) loop is to understand the advantage of consistency, as shown in Fig 2 (a).
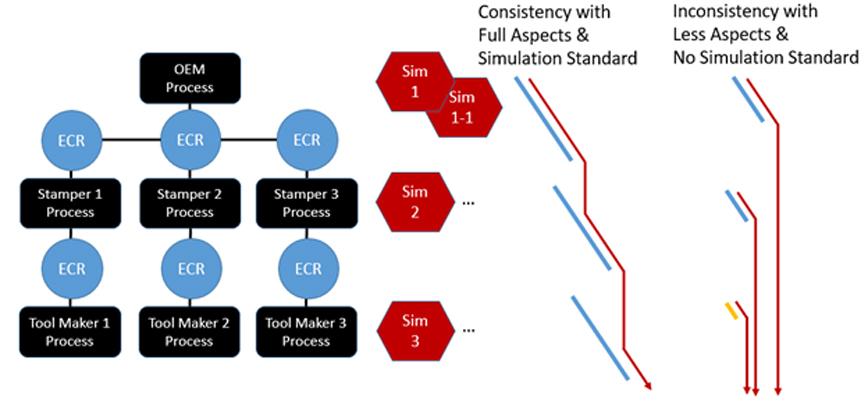
(a) Simulation-based ECRs from different responsibilities; (b) Multiplication by consistency
Fig 2. Consistency in simulation-based systems engineering and ECR loop
Currently, OEMs use an ECR/ECO management system as the documentation process to share or record the journey of product development. This is part of a systematic process approach to the documentation of changes over time. ECR is increasingly based on simulation, with the aim to discuss, refine, and seek approval with counter-engineers and managers, primarily using the concise-report format. This documentation process is relatively complex, involving collecting and analyzing feedback and decisions, and especially soliciting agreement, because each issue is dynamic and impacts other issues over time.
Given this complexity, the biggest challenge to achieving the objective quality is how comprehensively to keep the consistency of consensual agreement for quality production associated with all issues. If ECR management links strongly with simulation results and thereby supports consistent quality improvement and production, the simulation result is critical to maintain consistent accuracy via the simulation standard approach (calling CAE standard). This approach enables engineers to model without mistakes and safeguards accuracy. In this simulation standard, the number of simulation accuracy aspects, standardized through the verification & validation process, is reflected in the plate size (b) of Fig 2. This should initially be sufficient to maintain consistency throughout all the changes made across the organization.
Lastly, consistent accuracy should assume a large-area hierarchical (pagoda) structure from OEM leadership, as shown on the left in Fig 2 (b). Due to the lack of accuracy aspects in some systems or the smaller-area non-hierarchical accuracy structure from non-shared objectives, the accuracy aspects or standards are different, leading to inconsistency. As a result of this inconsistency, each ECR gives different directions with multiple independent outcomes. This contrasts the inconsistency on the right in Fig 2 (b) with the consistent outcome on the left. If a software system does not fulfill the consistency requirements, the whole system can’t support consistent accuracy or quality improvement. Consequently, the ECR/ECO management based on simulation will not support the quality objective, meaning the software system is not being used accurately.
Stay tuned – in the next post in this series, we will expand on smart engineering concepts, concentrating on the integrating software systems for this engineering framework.







?")



{kind=link}