
“…In their rage, the gods forgot the secret of steel
and left it on the battlefield.
We who found it are just men
– not gods, not giants – just men.
The secret of steel has always carried with it a mystery.”
From Conan the Barbarian by John Milius
If you want to see how a 1982 American epic sword and sorcery film merges with a hot forming die construction company – keep reading.
Some insights
SUSTA Die Construction got its start in 1992 when a team of entrepreneurs, who already had decades of experience in the field of metalworking, decided to start their own company specializing in the construction of dies for automotive components (Figure1).

Figure1: SUSTA Die Construction facility and Tool Shop
Since then, they have solidified the confidence of even their most demanding customers thanks to their depth of passion and expertise. The company’s motto, taken from John Milius, underscores their commitment to the craft: “The secret of steel is in the hand by whom it is brandished.” Since the company’s inception, SUSTA has invested in employee proficiency while keeping their finger firmly on the pulse of the latest technological updates. In search of advancement, SUSTA began integrating the AutoForm cold forming stamping simulation in 2009; a few years later, they expanded hot forming processes into the digital realm.
Today, they manufacture a wide range of medium and large dies for cold and hot stamping for the largest global OEMs. This line of work brings many unavoidable challenges, as recounted by Mr. Stefano Capriotti Hot Stamping Engineer: “Every day, we’re asked to provide solutions and on time support in a wide range of applications; from bidding to try-out passing through the stamping feasibility analysis for both cold and hot forming.” The latest difficulty faced by Stefano and his fellow engineers along with the try-out team was the secondary forming operation of a hot stamped tunnel (see Figure 2: material 22MnB5, 1mm thickness).
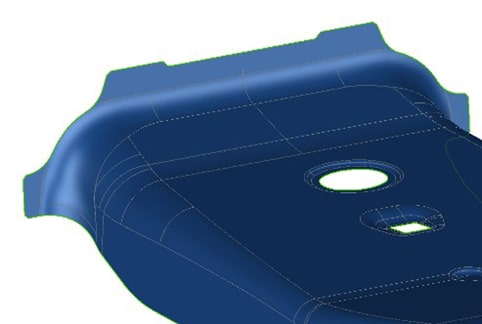
Figure 2: Final tunnel flange shape designed in CAD. 22MnB5, 1mm thickness.
During the try-out phase, everything went smoothly for the first drawing operation, but not so much for the subsequent operation. While the quenching was cooling down the material between upper and lower tools, a flanging up operation was designed to form the requested final part shape at one end (Figure 3). With surprise and concern, the try-out team witnessed the flanging up steel remaining at its initial position (top of the stroke) and the part taken out from the press had not formed flange (Figure4).
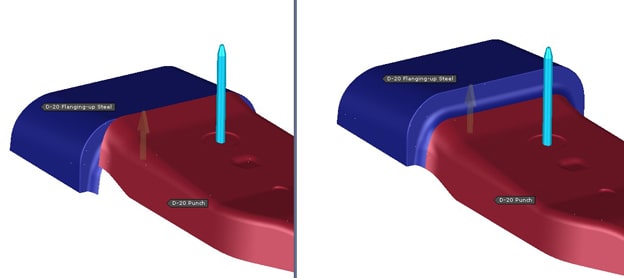
Figure3: tool kinematic defined in simulation. In red the drawing punch and in blue the flanging up steel at top of the stroke on the left picture and bottom of the stroke on the right one.

Figure 4: Try-out result. Flange detail at the end of the drawing on the left and at the end of flanging on the right. Flange is not formed in try-out.
How digital solutions can save time and reduce try-out costs
When the desired quality is not achieved on the stamped part, all relevant parties are under extreme pressure to quickly fix the issue or at least provide a suitable solution. Nowadays, experience is only part of the complete picture of success because most of the time, the many trial and error loops required cause the rework time and costs to balloon out of control. In this specific case, the engineering group at SUSTA carefully simulated in AutoForm the first drawing operation, which is usually the most critical in terms of part feasibility. Avoiding splits and wrinkles on the 100% martensitic tunnel geometry is the first goal to achieve during digital process analysis; depending on time, the rest of the process can either be included or not in the simulation. For this tunnel, Stefano designed the full cycle simulation including: blank heating, drawing, quenching & forming, cooling to room temperature, but the results shown in try-out did not match the simulation in all of the forming steps. Advanced full cycle feasibility simulation did not show critical forming issues in drawing or secondary operations (Figure 5). That was unusual and unexpected, as Stefano confirmed: “Usually, we don’t find major differences in the forming process. What we see in simulation report is later confirmed by try-out evidence.”

Figure 5: Simulation result. Flange detail at the end of the drawing on the left and at the end of flanging on the right. Flange is fully formed in the original simulation.
When we turned to AutoForm for support in this study, I found a good correspondence between the drawing results simulated (first operation without the flange formed during quenching) and the real panel. I could not explain why the flange displayed such different behavior in the secondary operation. From Stefano’s simulation results, the flange was properly and easily formed with less than 35KN while on the real press, the nitrogen system with 100KN capacity was not able to lift up the tool. I was once again stumped by “the riddle of the steel”! Could it be my lack of experience in hot stamping that was hiding the solution from me?
Diving deeply into the real process set up with Stefano, we discovered a couple of settings that differed from simulation. Could those settings have drastically changed “the moves of the game” when adopted in simulation, leading Stefano to a different result? The easiest way to find this out was to modify the simulation settings with a few digital loops and examine the result. In the tool shop, our attention was caught by the press kinematics and flanging tool velocity, so we decided to apply some changes to those simulation settings and run AutoForm again. In particular, we increased the blank cooling in air by increasing the original transportation time from oven to press. As a second alteration, we let the blank wait for a few additional seconds on the punch surface before starting the ram motion. These changes led to a different thermal gradient at the beginning of the drawing process, which produced the correct material phase transformation. AutoForm showed an average temperature of 100°C lower compared to the original simulation; not a negligible difference for a temperature-controlled forming process. The following flanging up step was simulated according to real process in terms of tool velocity and timing of the process. This meant that the secondary forming took place while the rest of the component underwent the quenching, not before. The simple combination of real tool kinematics and proper physical phenomena description brought the blank reaction force needed to start the flanging from 35KN to 126KN (Figure 6). It is clear that the nitrogen system used with maximum capacity of 100KN could not even begin pushing up the steel, which is exactly what the try-out team saw in reality.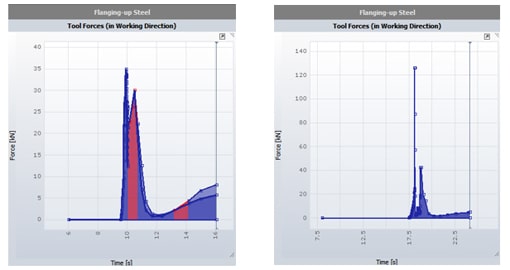
Figure 6: Blank reaction force evaluated by AutoForm solver at the beginning of the flanging up. 35KN computed in the original simulation on the left, 126KN in the modified one on the right.
Once real world and simulation were finally on the same page showing the same result, it was faster and easier for the experienced SUSTA stamping and try-out groups to adopt the necessary modification and produce the part with the desired quality.
Conclusion
This process showed once again the risk-prevention during real try-out of increasing the process description accuracy within the AutoForm simulation set up. While John Milius’s SUSTA motto rings true: “The secret of steel is in the hand by whom it is brandished”, it is crucial to transfer all of our experience and know-how into the digital realm by defining correct simulation input to obtain the best and most realistic result. Moving trial and error from the real world into simulation is the key to reducing labor time and effort in the tool shop. In other words, to reduce variable costs!
Thanks to this experience and all the daily successes we achieve at SUSTA, we have written yet another important page in the book of SUSTA and AutoForm solid collaboration history.
On behalf of AutoForm Italy and all of our fans at FormingWorld.com, I would like to thank Mr. Stefano Capriotti and everyone at SUSTA for sharing their experience.
![]()







?")



{kind=link}