
Coverage of a Research Paper Published by Politecnico Di Bari Italy
In recent years, the automotive industry has embraced a path of constant evolution with accompanying enhancements in product quality. This high quality forms the basis for reaching increasingly stringent requirements in terms of safety and cost reduction. Achieving a zero (or low) defect level results in consistent waste reduction when manufacturing products according to customer specifications — this means higher customer satisfaction and loyalty, which ultimately translates to improved sales and profits.
On the other hand, adopting the goal of zero defects could mean striving for a level of perfection that cannot realistically be met. As Franke stated in an article previously published on this blog, “Even the most experienced press operators often cannot avoid producing scrap.” This is because “randomness” is intrinsic in all processes and must therefore be taken into account — firstly during the engineering phase by the simulation engineer, and later during the production phase by the press operator. In other words, the engineering team should aim to design a robust manufacturing process (stable and within tolerance) and the press operator should “tune” the process for every change to the input parameters (e.g., change of material batch). This way, the results are as consistent as possible (keeping the process within capability requirements).
But, if on one hand, robustness analyses are easily performed in the virtual world, on the other, continuously tuning the process generally requires a huge investment of time and resources.
In fact, the majority of control systems currently adopted in the automotive industry, and specifically in metal part production plants, are based only on feed-back behavior. As a result, the controllable inputs (that the operator can actually modify) are adjusted according to the previous results without considering that other uncontrollable input variables may vary unpredictably.
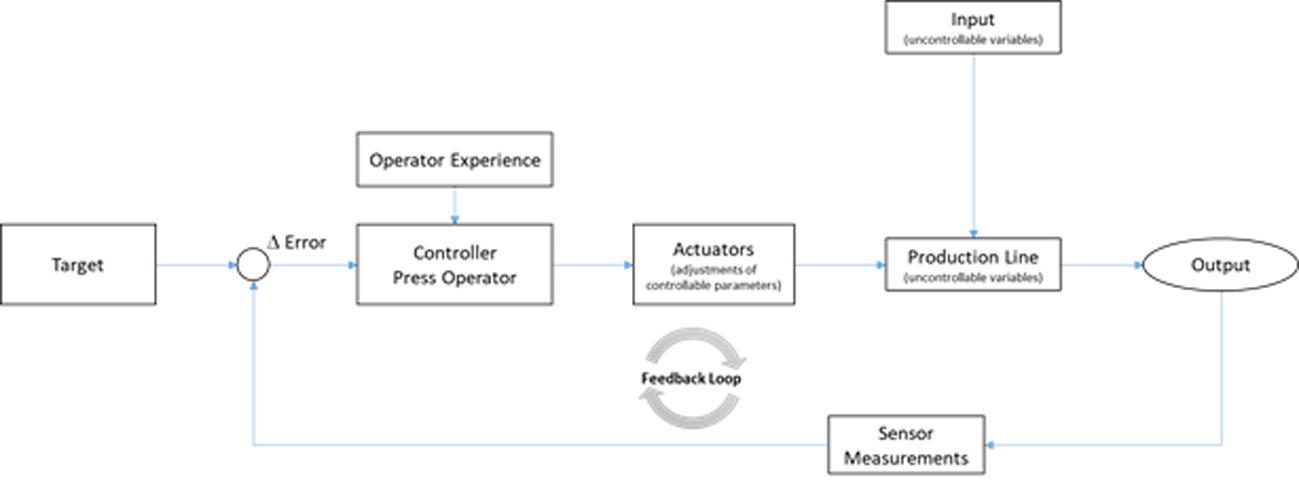
Figure 1: Feedback-based control system
To maintain the process at the desired conditions (designed draw-in, no splits, no wrinkles, springback, etc.) with a feedback-only control system, the press operator must check the stamped parts (output), identify any deviations, and modify the controllable variable(s) that could affect the results before rechecking the output. The success of this iterative trial and error process is solely based on the operator’s experience, presenting two major limitations:
- Even if the operator has sufficient understanding of the process to make the necessary corrections, those corrections are only enacted once a failure has already occurred (scrapped panels are stamped).
- Generally, it takes multiple adjustments before reaching new steady working conditions.
For these types of controls, two issues may occur, as shown in Figure 2:
- Adjustments may overshoot (too much regulation), requiring several loops before reaching a steady condition (or fluctuation within tolerance).
- Adjustments may occur too slowly (many parts are stamped before reaching a set point).
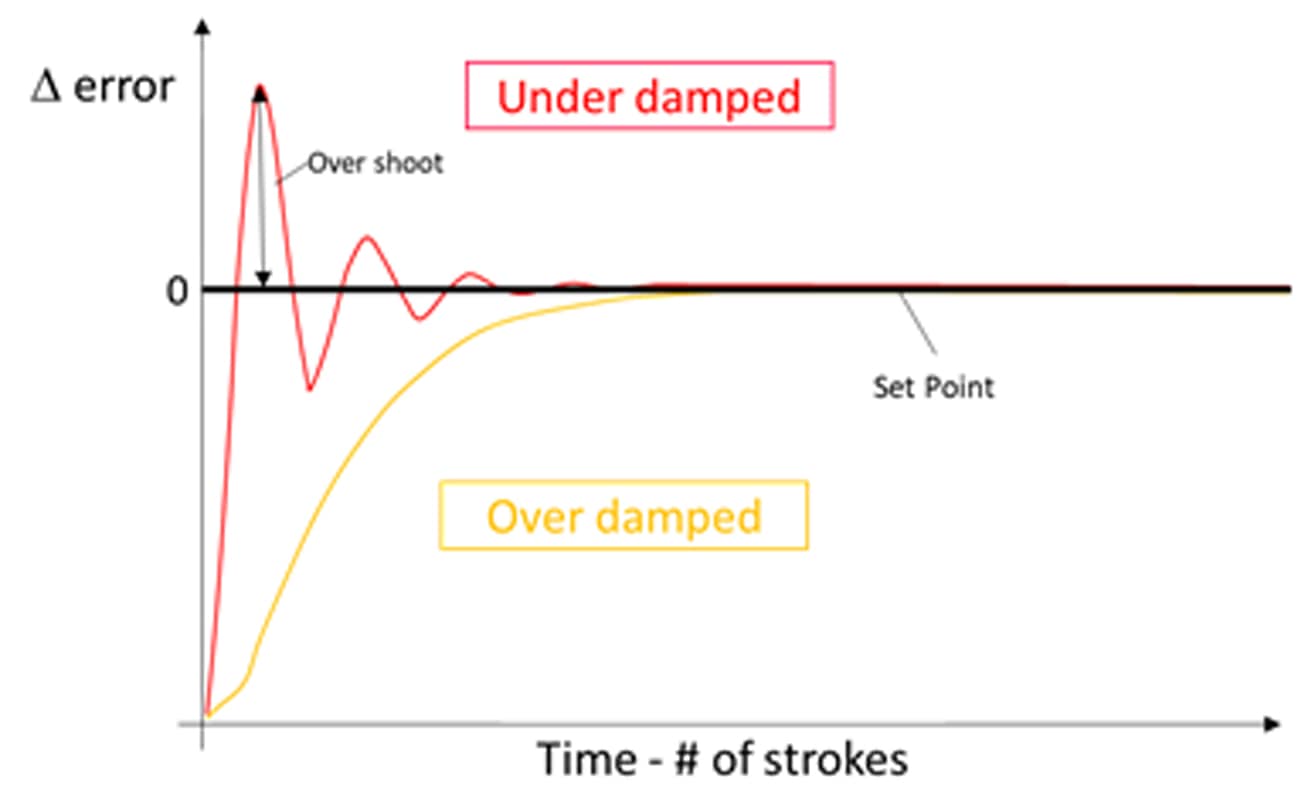
Figure 2: Possible responses of a feedback based control system
And of course, we ideally want regulation to bring the output back within tolerance (set-point) without too many iterations. Otherwise, the high number of scrapped parts increases operation costs while reducing the overall efficiency.
One possible solution is the use of a feed-forward system. In this case, the control variable adjustment is not (or not only) error-based. A feed-forward control system relies on prediction and is therefore based on complete knowledge of the process (input variation à output variation) and in-line measurements of the input parameters. Process variables are interrelated and, therefore, one variable may affect another as a disturbance in the process. How these variables interact and their impact on the process must be studied during the engineering phase, forming the basis of the “Production Map” (a model containing the process parameters and subsequent influence on the final results).
In other words, feedforward systems measure input variables and take corrective action based on the Production Map before they actually affect the process.
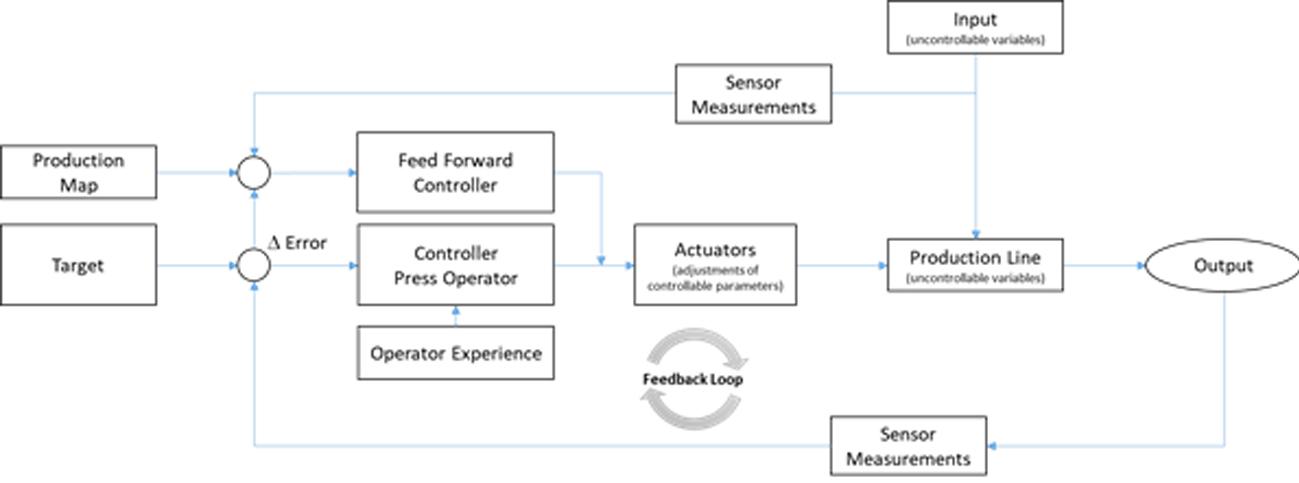
Figure 3: Feedforward based control system
Within this kind of control system, the number of loops (strokes) required to fine tune the process is drastically reduced.
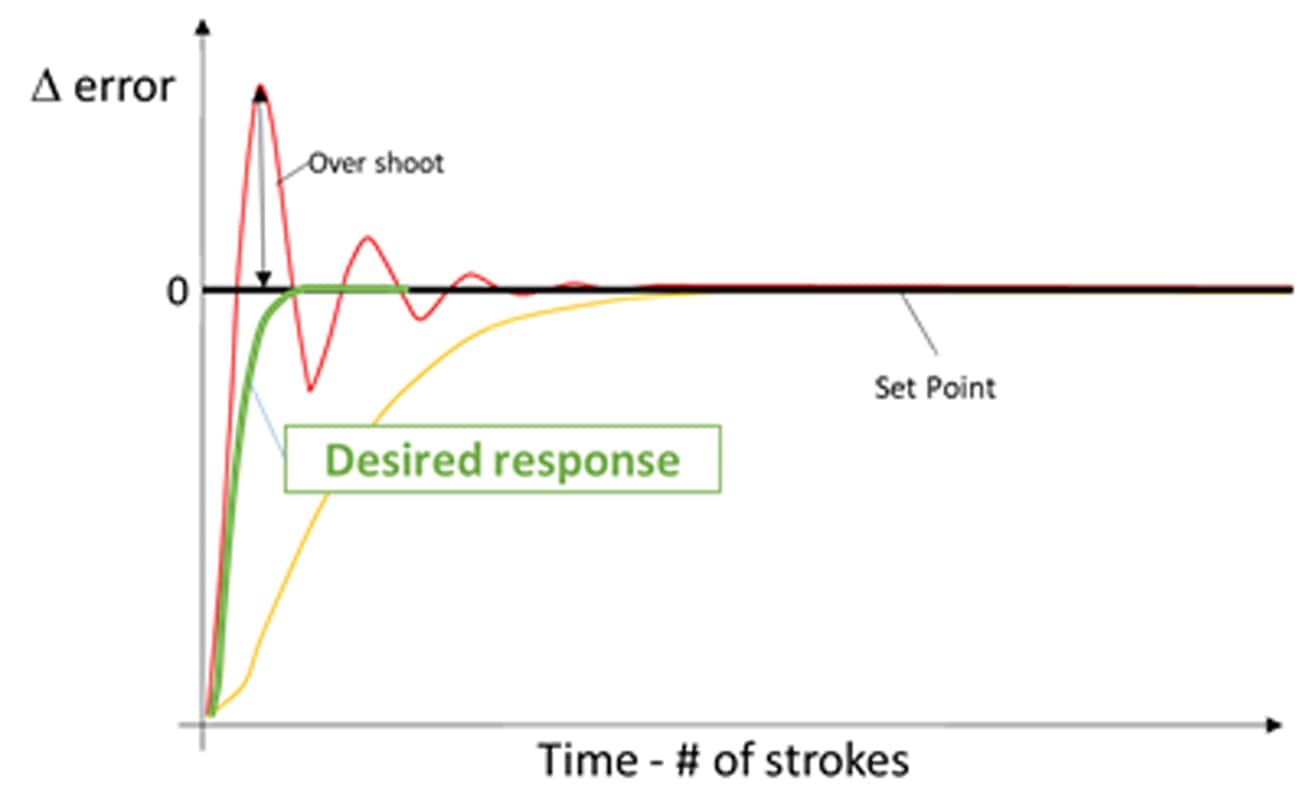
Figure 4: Response of a feedforward based control system
This may seem a difficult task on first glance: lots of data that must be investigated, processed and analyzed. But upon closer examination, it doesn’t require such enormous effort after all. In fact, the robustness analysis plays a fundamental role here — allowing us to predict whether the process is stable in the face of small disturbances and what their interaction means to the final result.
It is clear that checking the process capability (feasibility and repeatability) before die manufacturing enables process designers to solve existing problems at a minimal cost. Therefore, the natural next question is how to use robustness analysis data during production for feed forward control.
To answer that question, Politecnico di Bari published a research paper describing how to perform real-time control of a deep-drawing process using the stamping of the upper front cross member of a car chassis as industrial case study. The paper can be downloaded here.
Keywords: Robust Analysis; defect prediction, Non quality cost; zero defect approach







?")


{kind=link}