
Staying Inside the Process Window with Simulation-Based Inline Process Control
When stamped panels coming off a production line begin to split or wrinkle, draw-in is inevitably altered as well. This fact was manipulated by the Institute of Virtual Manufacturing (IVP) of ETH Zurich, in close cooperation with AutoForm, to develop a method for automatic press control. In a pilot project, Franke Kitchen Systems successfully applied this novel method to reduce the reject rate during the deep drawing of a kitchen sink.
Achieving five percent scrap rate
As asserted by Dr. David Harsch, “Even the most experienced press operators often cannot avoid producing scrap panels, depending on the particular sink model.” Specifically, kitchen sinks with radii greater than 36 mm are not annealed between forming operations, and are therefore more susceptible to splitting. “The reject rate here is up to five percent for small production lots,” Harsch emphasizes.
Since completing his doctorate at IVP in close cooperation with AutoForm and Franke, Dr. Harsch has worked with Franke as a development and project engineer. One of his areas of responsibility is to optimize the production of kitchen sinks. Around 500,000 sinks from the Franke product range are produced annually in Switzerland alone. And a total of about five million units are produced globally every year. Due to their portfolio of over 1,100 different sink models, “Our production batch sizes are very small, typically between 25 and 200 pieces. It is therefore especially important to minimize scrap that tends to be generated during production ramp up,” explains Harsch.

Fig. 1: Left to right: Dr. Jörg Heingärtner from IVP, Andreas Krainer from AutoForm and Dr. David Harsch from Franke
Control is based on simulation models

“Process control during deep drawing has been a topic of research interest at this institute for several years,” says Dr. Jörg Heingärtner, who is a PhD engineer working on new production processes at IVP of ETH Zurich. The methods are well known: measuring the blank draw-in, comparing it with a reference draw-in and adjusting the press forces in order to achieve the required quality.
“We assess the quality based on blank draw-in,” explains Heingärtner. “Our approach is to use the results of a simulation to design the press controller completely virtually. That’s why we partnered with AutoForm.”
The method planner supplies control parameters
Andreas Krainer, Product Director at AutoForm, states that “A control algorithm based on our unique robustness analysis software calculates how press forces and their distribution are to be adjusted in order to bring the draw-in back to its target value.” To that end, an AutoForm-Sigma simulation is carried out beforehand, in which both press forces and material parameters are varied.
“We envision the following process: the method planner designs the process and tools, runs an AutoForm-Sigma analysis, generates from this the control parameters, and delivers the parameters on a USB stick to the press-line. Our results provide a direct relationship between blank draw-in and the process parameters such as tonnage. A perfect match between reality and simulation is not necessary as long as trends are correctly modeled,” says Krainer. Another benefit of this process is identifying the locations where blank draw-in should be measured.
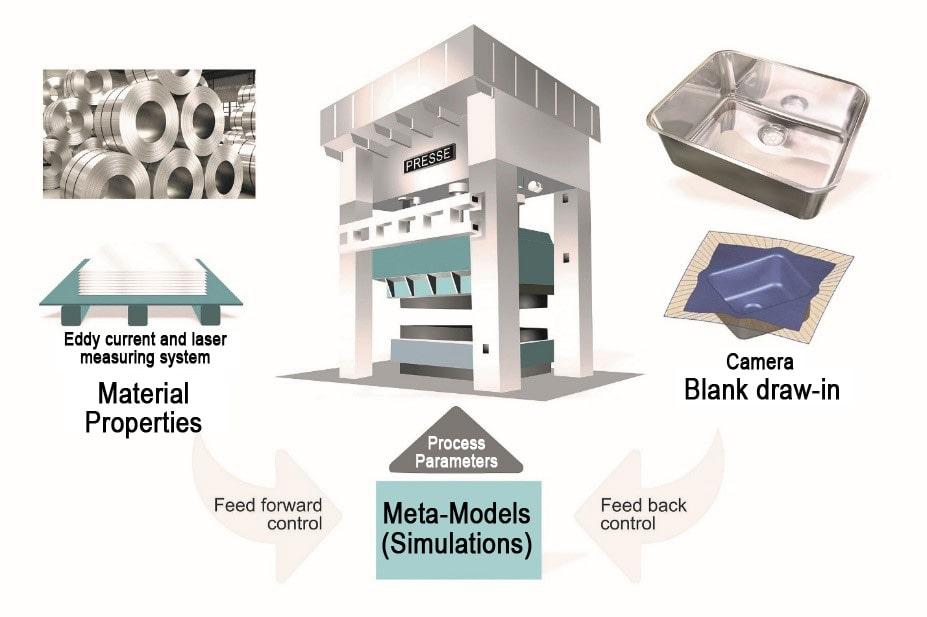
Fig. 2: Schematic of the in-line process control
“In production, draw-in measurements can be accomplished through optical or tactile means,” adds Heingärtner from IVP. It was decided to go with a single camera that uses blue light to detect the edge of the drawn panel from above. “We do not measure the draw-in of the entire sheet metal part, but only the draw-in at the locations identified by AutoForm’s robustness analysis.”
Material properties are also taken into account
Material properties varying from blank to blank can have a strong influence on the outcome of the deep drawing process. Harsch says, “Franke sources materials from different manufacturers, so some of the materials can have very different properties.” To solve this problem, an eddy current measuring device and a laser measuring system were both installed on the blanking die in Aarburg (Fig. 3). The eddy current device measures material properties for each blank, while the laser system measures blank thickness. These data are then passed along to the control system. In contrast to handling fluctuations in the stamping process conditions, press control for the material variation does not require a feedback loop. Instead, it is simply established from the AutoForm-Sigma meta-model and passed along to the PLC of the press. Following each press stroke, the blank draw-in measured by the camera is compared against the target draw-in, and the deviation between the two is fed to the press controller for feedback control. From this information, the control algorithm calculates the blankholder tonnage for the next part, in addition to how the weight must be distributed over the four cushion pins available in the press. AutoForm has implemented an interface for this purpose in order to make the robustness results available for setting up the press controller.
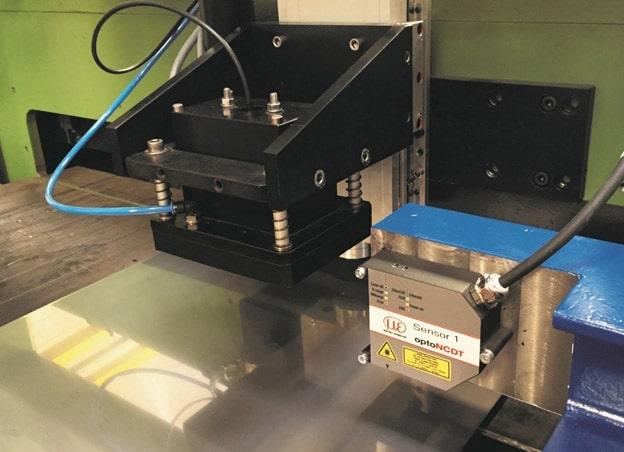
Fig. 3: The eddy current measuring device and laser measuring system installed on the blanking die for measuring material properties and sheet thickness
And how does the whole process work in practice? After the blanks are cut, their mechanical properties and thickness are determined, each blank is furnished with a Data Matrix code for identification and is then stacked for production. At the press, as each blank is placed on a conveyor belt, the Data Matrix code is read and the individual blank’s measured material properties are called up from the data bank where these measurements are stored. The AutoForm meta-model is then used to determine the tonnage required to produce the target draw-in for this blank. The blank is then deep drawn in a Schuler hydraulic press (8,000 kN capacity) (Fig. 4). Next, the produced sink is transferred by a robot to a fixture where its edge is captured by the overhead blue-light camera (Fig. 5). “It is important that we are as close as possible to reality when comparing the target and the actual”, says Harsch. “That is why we always digitize a good part from current production, and compare this with the simulation model.”
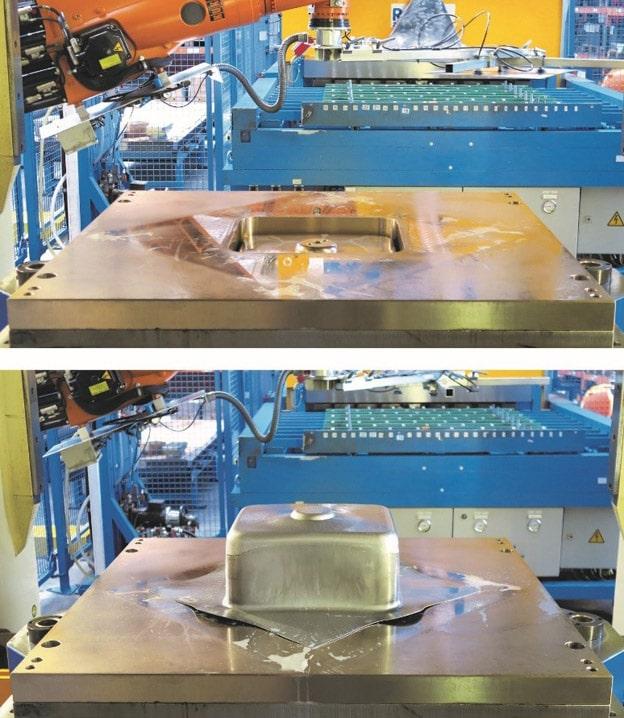
Fig. 4: Blank is loaded onto the die in a hydraulic press (Schuler, 8,000 kN) to be deep drawn
The result is convincing
So, is the whole process working according to plan? “Basically yes,” says Jörg Heingärtner. Of course, even with in-line process control, scrap cannot be completely avoided. “Taking all the outliers into account, we can say that scrap has been reduced by two thirds. In addition, the system can handle even very thin sheets and is fault-tolerant. As part of a test, we intentionally set incorrect press parameters. Again, the controller adjusted the blankholder tonnage to produce good parts in a very short time. Implementation of in-line process control is now in consideration at Franke’s other plants.” Scrap is more common on more complicated press lines, where up to 16 segmented blankholders may be used.

Dr. Harsch raises a relevant point here that is of crucial importance to Franke: Experienced operators know what tonnage to use for each blank and part. “When knowledgeable operators are no longer on hand, it may well happen that some complicated sink models can no longer be produced with acceptable quality.” This is because the production of kitchen sinks often takes place in a narrow process window between splits and wrinkles, which can quickly lead to rejects and press downtimes due to the tools being heated during ramp-up. “With in-line process control, the stamping process will always stay inside the process window and the scrap rate goes to zero.”
Franke
The Franke Group, headquartered in Aarburg in the Swiss canton of Aargau, is one of the world’s leading manufacturers/suppliers of products for household kitchens, private bathrooms, semi-public/public washrooms, professional catering and coffee preparation systems. The Franke Group operates in 40 countries on five continents with 68 subsidiaries, and employs around 9,000 people.







?")



{kind=link}