
In the stamping process of car body panels, forming forces can reach hundreds of tons, leading to significant elastic deflection in tools and unexpected clearance between die faces. Traditionally, tool makers use manual grinding methods to adjust this clearance through a process known as die spotting. However, accurately estimating and compensating this laborious die spotting work can be minimized. The recently released AutoForm ETD module offers user-friendly functionalities to make this revolution possible. But first, initial press elasticity measurements are required in the workshop.

Spotting work via manual grinding in the workshop
Dr. Liu Dihui’s team from the College of Mechanical and Vehicle Engineering at Hunan University has extensive experience in researching stamping tool elastic deflection. Collaborating with the AutoForm China team, they conducted press elasticity measurements at Hubei Shiyan Xianfeng Metal Forming Co., Ltd., a leading Chinese tool maker.
Founded in 1995, Hubei Shiyan Xianfeng Metal Forming Co., Ltd. is dedicated to researching, developing, and manufacturing automotive panel stamping dies. The company independently designs and manufactures car stamping dies as one of China’s largest private enterprises in this industry.
Recently, Xianfeng partnered with AutoForm to launch the ASQ (AutoForm Supplier Qualification) project, aiming to comprehensively enhance production efficiency and product quality. This initiative marks a significant collaboration aimed at improving process development capabilities and overall manufacturing standards.
As part of this collaboration, Xianfeng completed its first press elasticity measurement. Xianfeng’s CEO, Mr. Fei Gao, views the ASQ project—including press tests and ETD applications—as an important innovation opportunity. He believes it will significantly enhance production efficiency, streamline manufacturing processes, and establish new industry benchmarks—ultimately driving long-term company growth and industry advancement.

The Problem: Die Spotting
Die spotting is extraordinarily complex, laborious, time-consuming, and costly, creating frustrations due to:
- High costs: Manufacturing and quality ramp-up costs are high, especially when high-quality standards are required.
- Long development cycles: Extended manufacturing lead times can affect the product’s time to market.
- Product quality issues: Due to the complexity of tool manufacturing, product quality may be unstable, especially during mass production.
- Reliance on personal experience: The spotting process relies heavily on the personal experience and technical skills of operators, affecting cost and delivery time.
Drawbacks of Existing Solutions
To minimize spotting work, we need to compensate for tool deflection using NC milling data. However, this first requires accurately predicting the deflection value.
Several existing solutions attempt this prediction, but none do so efficiently and systematically. Some tool makers collect deflection data from previous projects and apply it to similar new parts. However, actual deflection depends primarily on the part geometry, specific die structures, press elasticity, and forming forces, which can differ considerably from past projects, making experience-based data unreliable.
Few tool makers collaborate with research organizations and use general FEA software to calculate tool deflection. This approach, however, is difficult for ordinary process engineers due to complex software setups requiring specialized skills.
Additionally, predicting the press machine’s elastic behavior with conventional full-model FEA methods is overly complicated. It demands an in-depth understanding of the press structure, access to 3D press data, and expert skills to correctly set constraints.
How AutoForm Solves This Problem
AutoForm addresses these challenges using a simplified substitute FEA model integrated into its software. This model requires only some measurement results from workshop tests. The built-in substitute model is then automatically updated for subsequent tool deflection calculations.
The AutoForm team, Xianfeng, and Dr. Liu’s team successfully collaborated to tackle this issue:
- Measuring Elastic Deformation: The elastic deformation of the trial press at Xianfeng’s factory was measured under various tonnages. Dr. Liu’s team performed these measurements with technical support from the AutoForm China team, testing seven different presses.
- Calculating Tool Elastic Deformation: Tool elastic deformation was calculated in the software using the elastic deformation data from the trial press measurements.
- Compensating for Elastic Deformation: After predicting the expected tool deflection using the software, the tool was compensated accordingly and this data now guides NC milling operations.
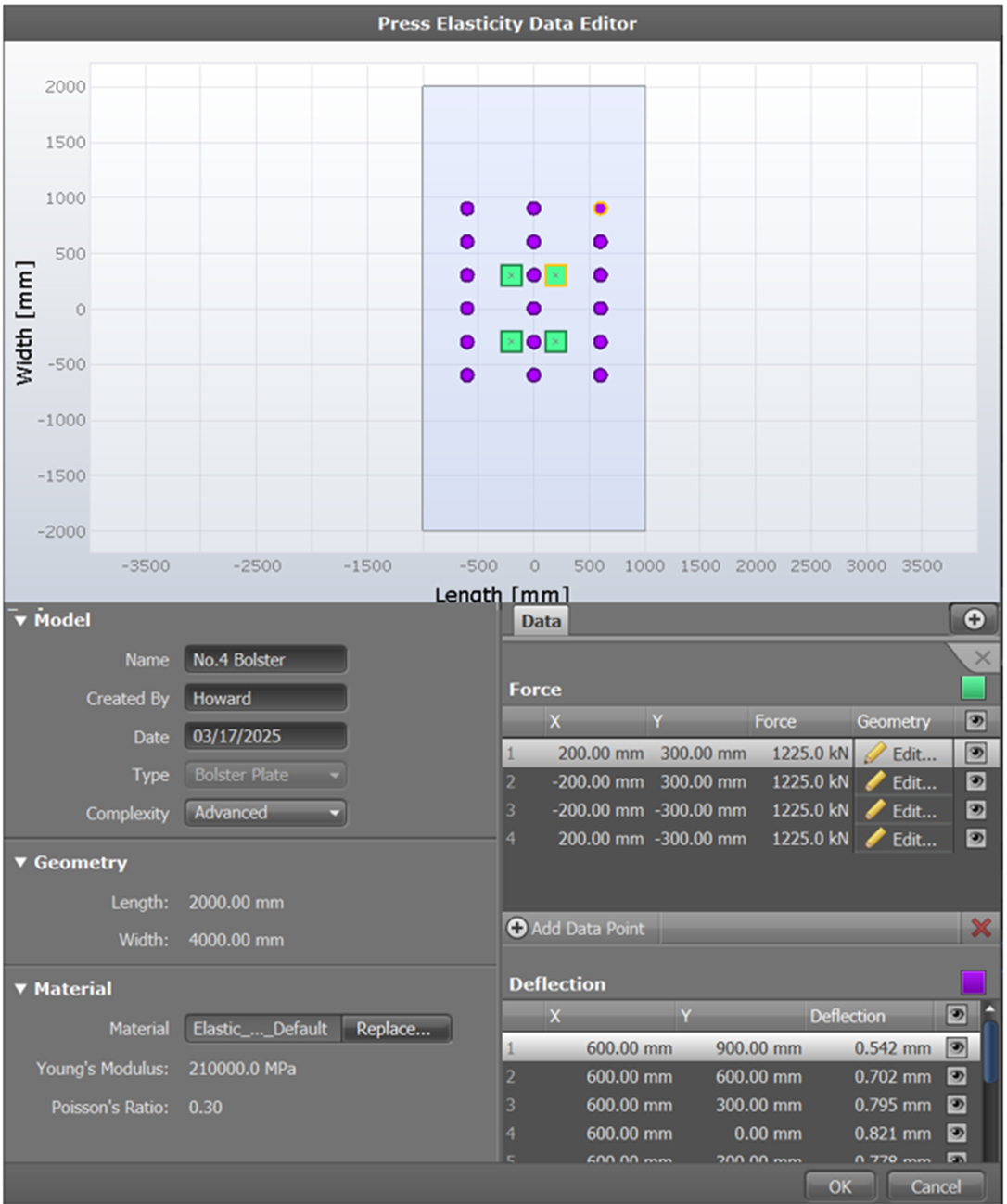
AutoForm press elastic model generator
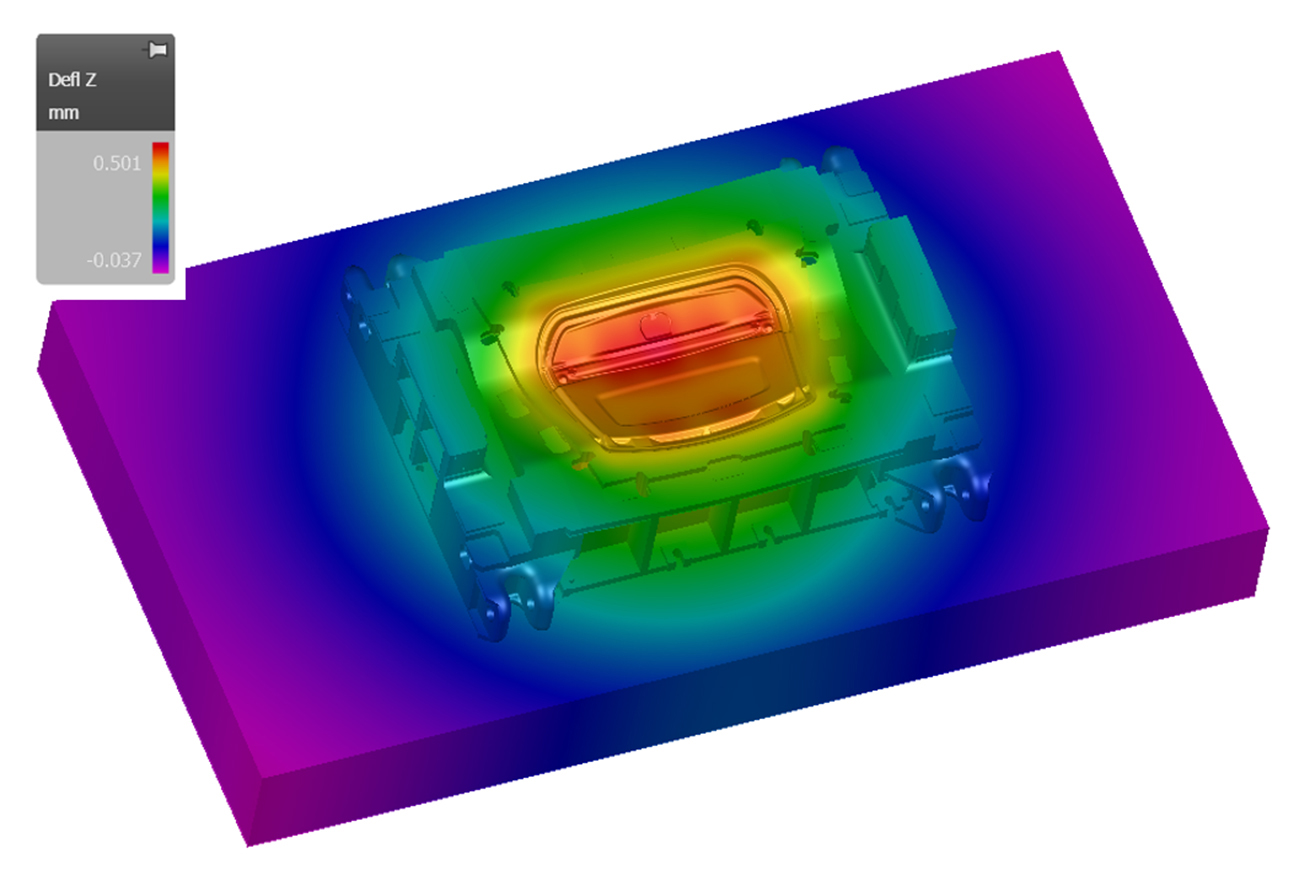
Deflection calculation results from AutoForm
Benefits of This Solution
- Reduced Tryout Time: Each tool’s tryout time can be reduced by up to one month, enabling faster production line deployment and reducing downtime.
- Lower Costs: Reduced tryout time decreases labor costs, tryout blank usage, and energy consumption, with potential cost reductions of up to 15%.
Conclusion
AutoForm has established established a solution to consider press elastic deformation, filling a gap in the workflow of process engineers. The ETD module accurately calculates tool deformation and generates high-quality milling data, minimizing trial-and-error during tryouts and accelerating development cycles. This approach enhances production efficiency, lowers costs, and improves product quality, giving tool makers a stronger market position.







?")


{kind=link}