
In automotive component manufacturing, engineering changes introduced late in the development process can create significant challenges, particularly when they affect geometries that have already been compensated. This was the situation faced in a project carried out by BTECH, an engineering company with extensive experience in design, simulation, and the development of stamping processes.
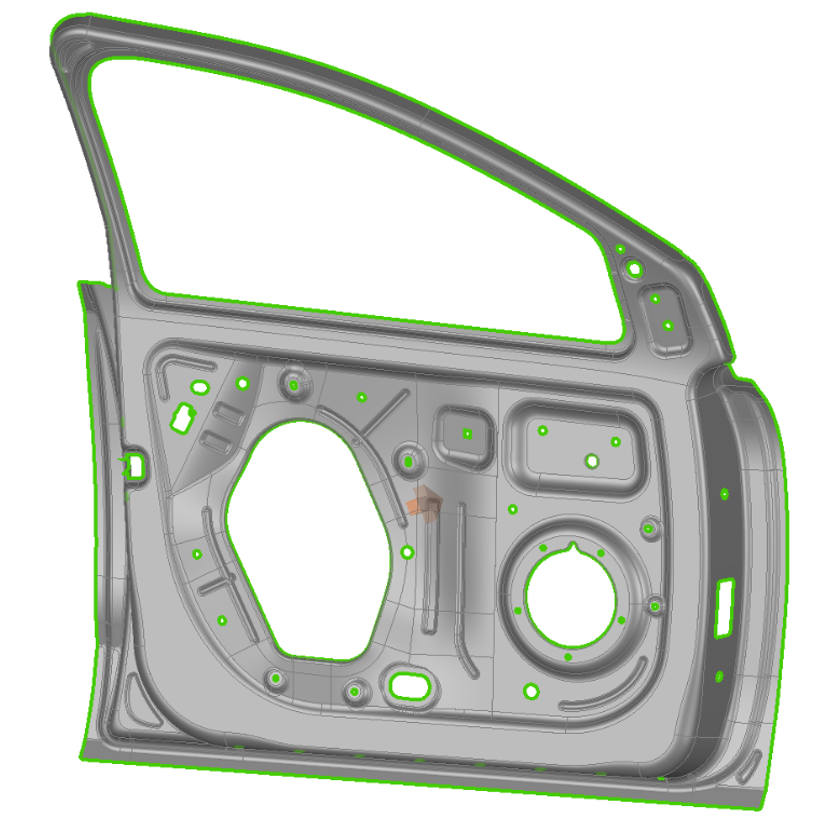
The objective was to adapt the die copy surfaces associated with a front door reinforcement manufactured in aluminum, a material whose springback tendency is considerably higher than that of conventional steels. As a result, preserving the compensation work already performed on the tooling was especially important.
The Challenge
During the course of the project, the part underwent a complete update of its nominal status, meaning that the associated tooling surfaces no longer matched the revised design. Under normal circumstances, this would require repeating the entire compensation process from scratch, with the resulting impact on time, cost, and the risk of introducing deviations.
The material added another layer of complexity. Aluminum, due to its low stiffness and high elastic recovery, is highly sensitive to geometric changes. Restarting the compensation process would therefore have required revisiting all previous geometric decisions, increasing the likelihood of introducing new deviations.
The challenge was clear: update the copy geometries to match the new nominal status while preserving the existing compensation and maintaining the precision required for a structural door component.
Technical Approach
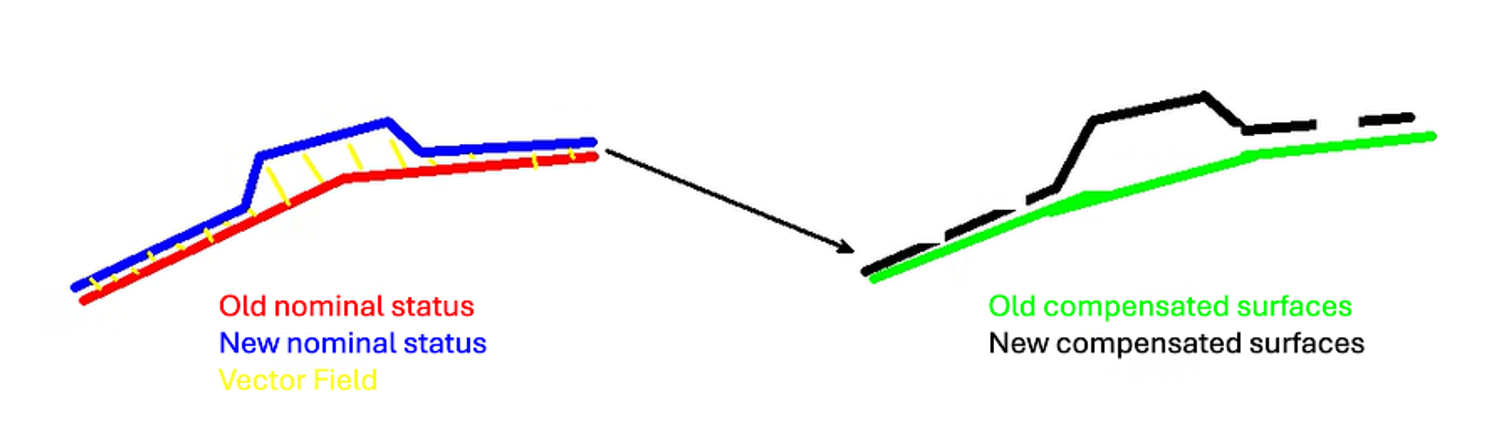
To address the problem efficiently, the BTECH team turned to the Generic Compensation functionality in AutoForm. This tool generates a vector field based on two reference geometries, representing the transformation required to move from one geometry to the other. The resulting vector field can then be applied to a third geometry.
Using this approach, the team was able to transfer the transformation required by the new design directly to the tooling while preserving the original compensation. This was particularly important for an aluminum part, where each additional correction can increase process sensitivity.
Implementation in Simulation
Implementation began with careful preparation of the geometries involved, including both the nominal surfaces and the compensated copy surfaces. This step ensured that all elements were properly aligned before generating the geometric transformation between the two design statuses.
The next step was defining the mapping between the two nominal geometries, a key stage in generating a precise and coherent vector field. This mapping needed to represent the differences between the two design versions smoothly and continuously, avoiding abrupt transitions that could affect tooling quality.
Once the vector field had been generated, particular attention was paid to the behavior of the surfaces in the most critical areas of the drawing operation. Even small geometric variations in these regions can lead to unwanted deformation or instability, especially in aluminum parts. Smoothness, transitions, and geometric continuity were therefore carefully reviewed before proceeding with the final adaptation.
After confirming the consistency of the vector field, it was applied directly to the already compensated tooling geometries. The transformation was integrated in a controlled manner, preserving previous corrections and maintaining the compensation logic established earlier in the project.
Project Results
A complete geometric validation confirmed the consistency between the new nominal status and the resulting tooling surfaces. The verification demonstrated that the adaptation had been performed correctly and that no unwanted deviations had been introduced.
Using this workflow, BTECH successfully adapted the tooling to the updated part design without restarting the compensation process. The approach preserved prior work on a particularly sensitive aluminum reinforcement, reduced the risk of accumulated deformation, and avoided additional re-compensation cycles that typically increase project complexity. As a result, the transition to the new design was completed without affecting project timelines while maintaining the geometric stability required for high-quality tooling.
Conclusion
The BTECH case demonstrates how advanced tools such as AutoForm Generic Compensation can help manufacturers manage late design changes efficiently, particularly when working with geometrically sensitive materials such as aluminum. The ability to adapt already compensated tooling without restarting the process provides a clear advantage in both efficiency and precision.
The collaboration between BTECH and AutoForm also highlights the value of integrating robust compensation methodologies into the development workflow, ensuring that even complex design modifications can be handled in a controlled and effective manner.








?")



{kind=link}