
Authors: Deng Guoyong, You Binbo, Li Mengyao, Deng Guochao, and Li Zhaowen, Automotive Engineering Research Institute, Guangzhou Automobile Group Co., Ltd.
Background
As car buyers place increasing importance on vehicle appearance, automobile manufacturers are paying more attention to product appearance quality, and the quality of body stampings has become a key factor affecting that appearance. Ensuring the surface quality and dimensional accuracy of automobile stampings depends not only on a reasonable stamping forming process, but also on controlling deformation during transportation and handling. Among these parts, the hood outer, with its complex three-dimensional curved surface, is particularly prone to deformation during these processes.
This paper focuses on the deformation problem of the hood outer during transport and establishes an AutoForm numerical simulation to study the transport deformation process. The study finds that the deformation area shown in the AutoForm transport simulation is the same as that observed during actual manual transport. The influences of sheet thickness, feature-line strength, and transport method on hood outer deformation are analyzed, and the results show that a reasonable transport method is the most critical factor in improving transport deformation of the hood outer. This work aims to provide technical support for improving hood outer transport deformation, helping automobile enterprises optimize appearance quality control, reduce losses caused by stamping deformation in production and logistics, and improve overall vehicle quality and market competitiveness.
Problem Description
Figure 1 shows the geometry of the hood outer of a particular vehicle model, with product dimensions of 1415 mm × 856 mm × 146 mm (length × width × height). A feasible stamping forming process plan was formulated according to the structural characteristics of the automobile hood outer product. Trial production showed that there were no forming defects in the hood outer, but quality inspection found that a certain degree of deformation was introduced during transportation, as shown in Figure 2. In order to ensure that transportation does not add any plastic deformation, the transportation process was simulated with AutoForm.
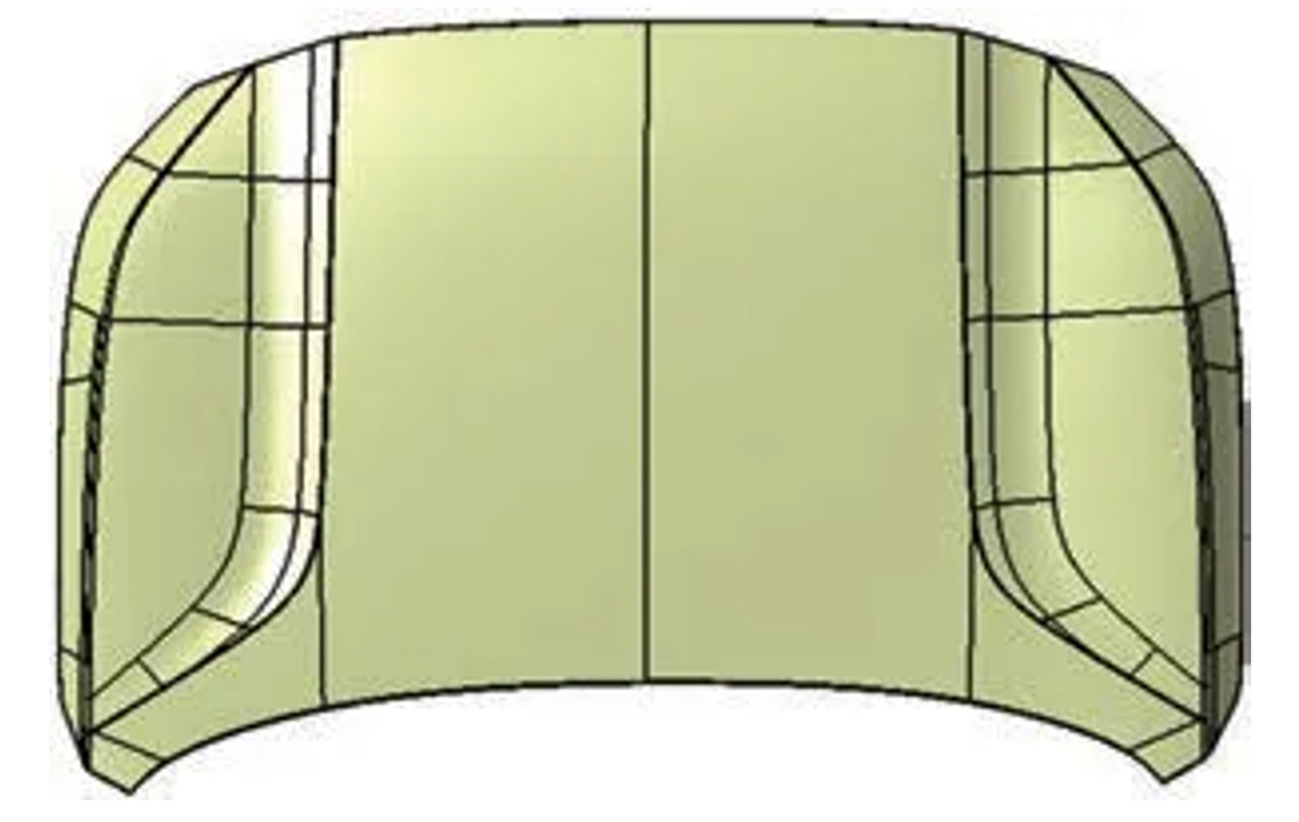
Figure 1: Part structure of the hood outer of a particular vehicle model

Figure 2: Deformation of the hood outer during lifting
AutoForm Simulation Setup
The material of the hood outer is GX220BD-ZF-V2 steel with a thickness of 0.65 mm, and its mechanical property parameters are shown in Table 1.
Table 1: Mechanical property parameters of GX220BD-ZF-V2 sheet metal

The tools required for simulating transport of the hood outer were designed in CAD software and imported into AutoForm. The specific forming process is shown in Figure 3.

Figure 3: Schematic diagram of hood outer lifting simulation
As shown by the simulation results in Figure 4, when the same position of the hood outer is lifted, the plastic deformation area in the simulation matches the actual deformation area, and the deformation state obtained in the simulation is almost the same as the actual deformation state. This indicates that the established AutoForm simulation can accurately reproduce the deformation of the hood outer during transport. Therefore, the key factors affecting hood outer deformation during transport can be analyzed through AutoForm simulation in the following sections.
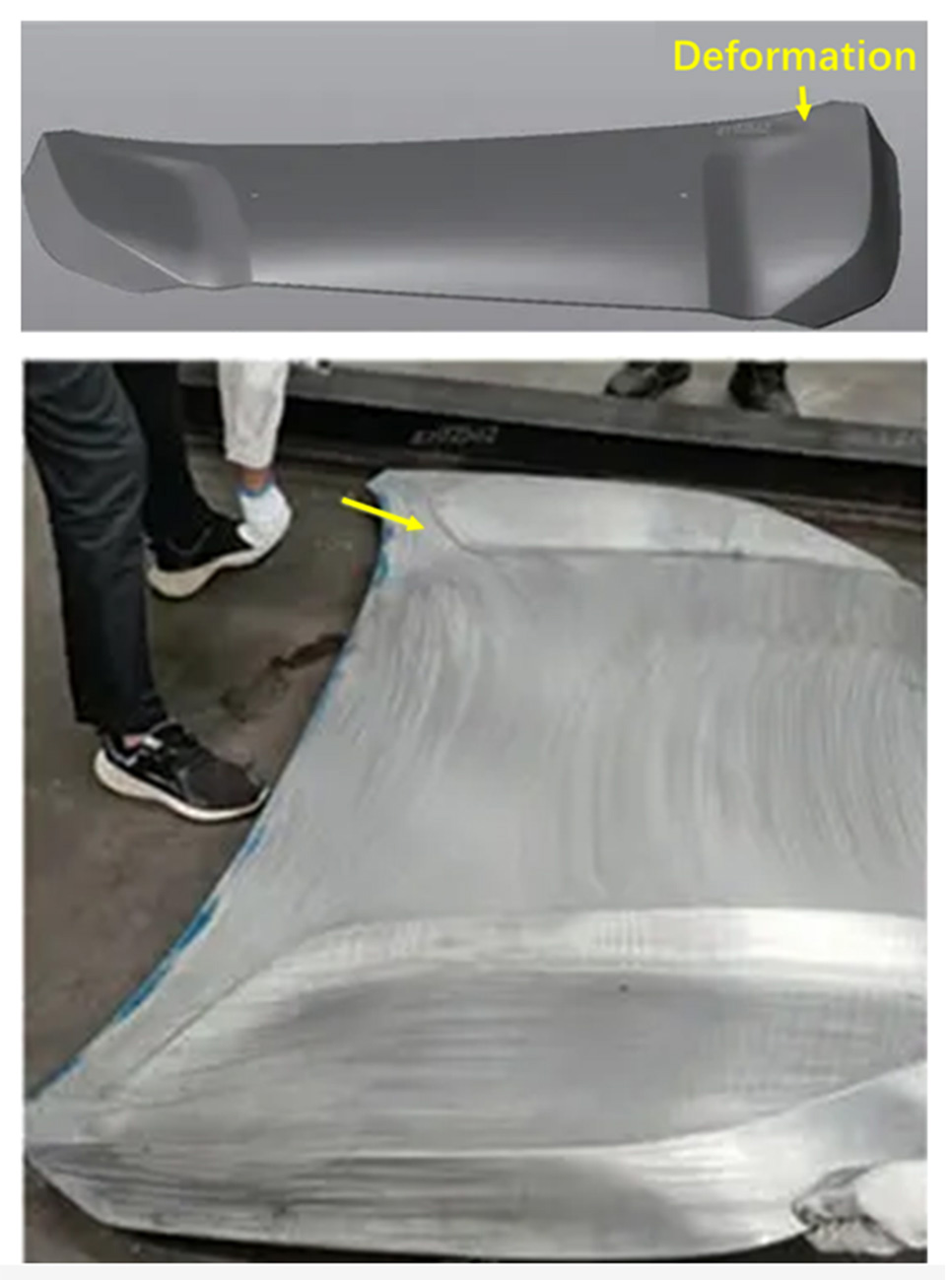
Figure 4: Schematic comparison of simulated and actual deformation of the hood outer during lifting
Analysis of Factors Affecting the Transport Deformation of Hood Outer
Sheet Thickness
The sheet thickness used for stamping the hood outer was increased from 0.65 mm to 0.7 mm, and the deformation of the hood outer during transport was simulated with AutoForm. Figure 5 shows the simulation comparison results for the increased sheet thickness. The simulation results show that, after increasing the sheet thickness, deformation still exists on the lifted side of the hood outer. This indicates that increasing the thickness within a reasonable sheet-thickness range cannot solve the deformation problem of the hood outer during transport.
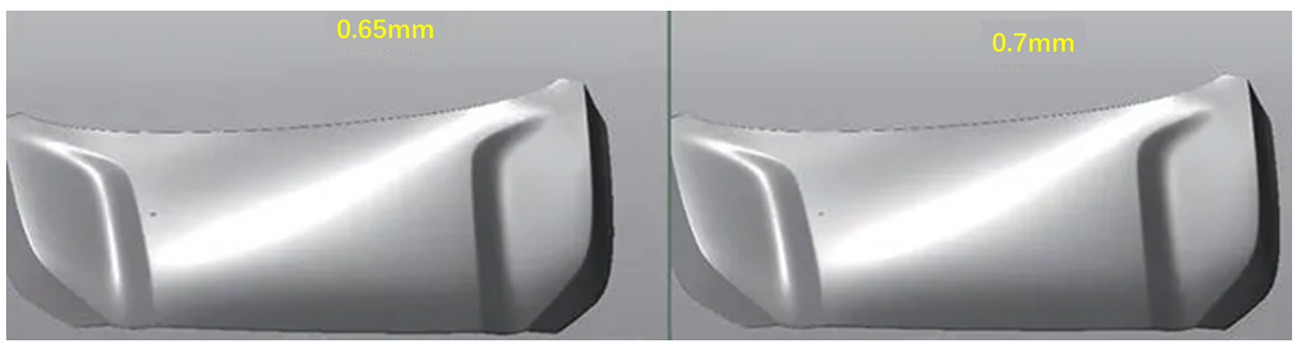
Figure 5: Simulation results of different sheet thicknesses (0.65mm, 0.7mm)
Feature-line Strength
The deformation results of the hood outer show that deformation leads to a significant weakening of the feature-line characteristics in this area. Therefore, the feature-line shape in the deformation area of the hood outer was strengthened to offset the weakening of the feature-line characteristics after transport deformation, as shown in Figure 6. Figure 7 shows the simulation results of hood outer transport deformation after feature-line strengthening. The comparison results show that hood outer deformation is significantly improved after feature-line strengthening, but deformation still exists.
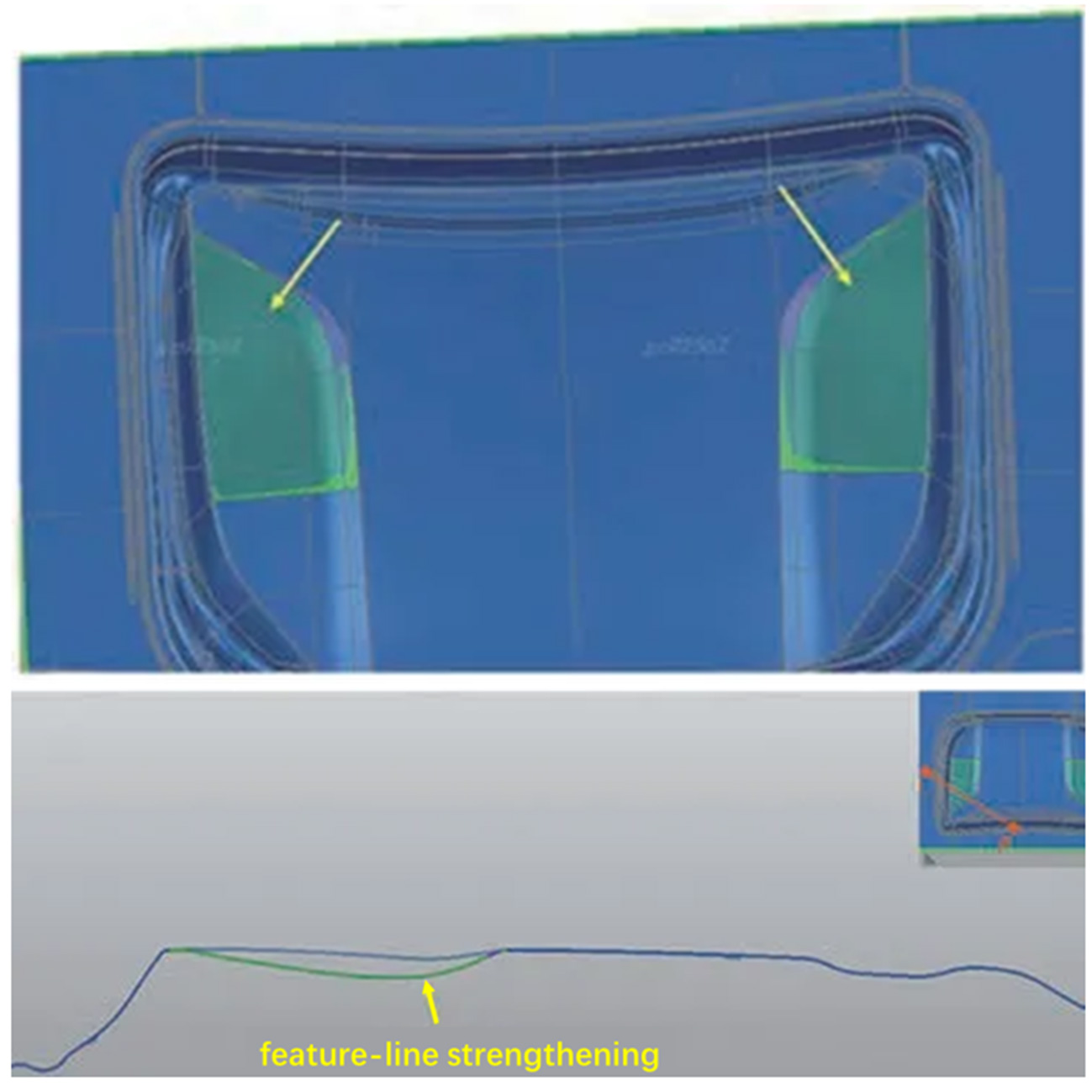
Figure 6: Schematic diagram of feature-line strengthening in the deformation area

Figure 7: Simulation comparison before and after feature-line strengthening
Transport Method
Generally, for a hood outer with a large projected area, the transport method mainly involves lifting it at the four positions shown in Figure 8. However, little attention has been paid to the influence of lifting the hood outer at different positions on its deformation. Therefore, positions 1 and 2 were selected, and two lifting methods, single-sided asynchronous lifting and double-sided synchronous lifting, were adopted for AutoForm simulation. The results are shown in Figure 9.
The comparison results show that when one side of the hood outer is lifted using single-sided asynchronous lifting, the hood outer deforms and the feature-line characteristics are weakened. However, when both sides are lifted synchronously, the feature-line characteristics in the same area remain present and the degree of deformation is greatly reduced. This indicates that choosing a reasonable transport method plays an important role in improving the hood outer deformation problem.
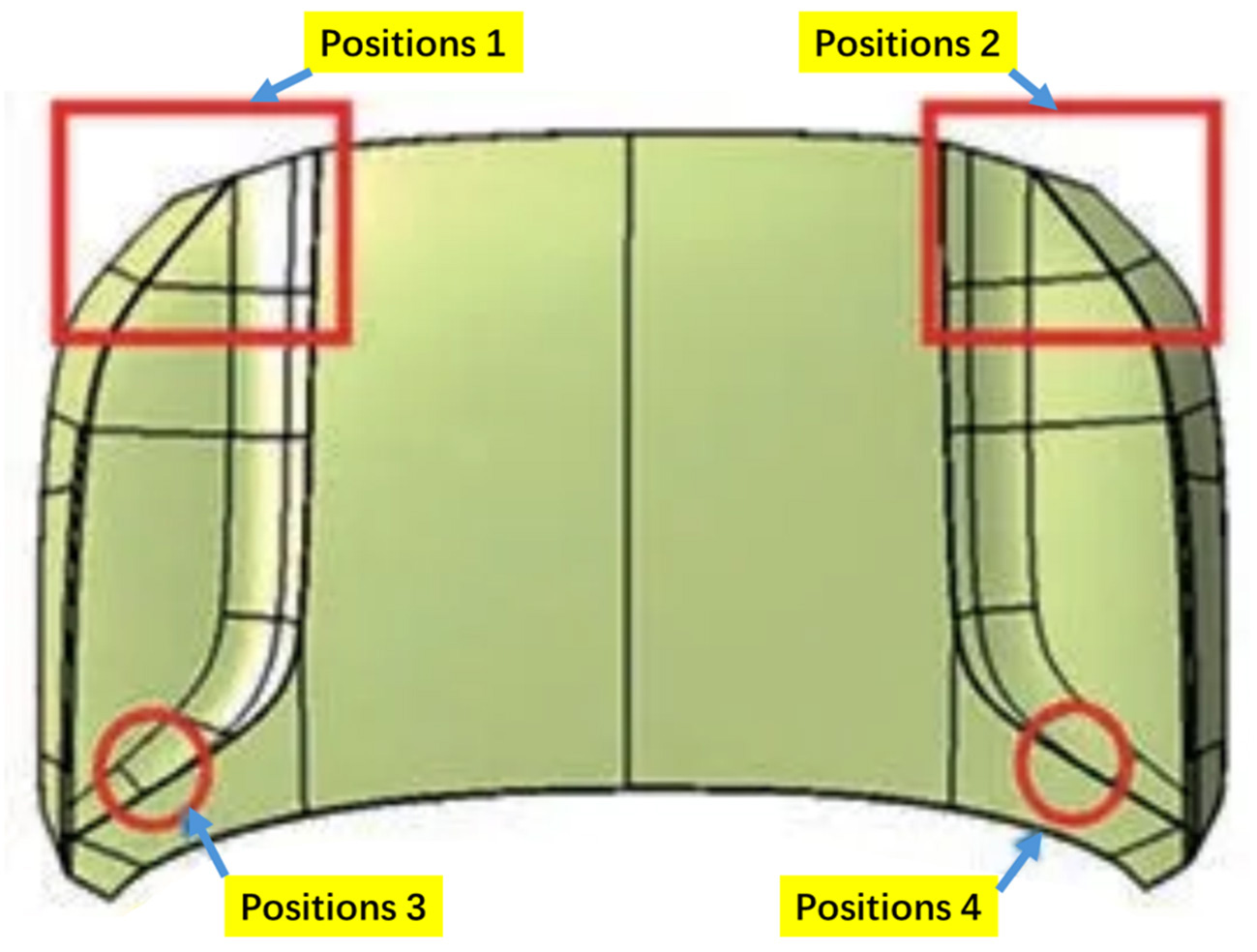
Figure 8: Schematic diagram of hood outer lifting positions
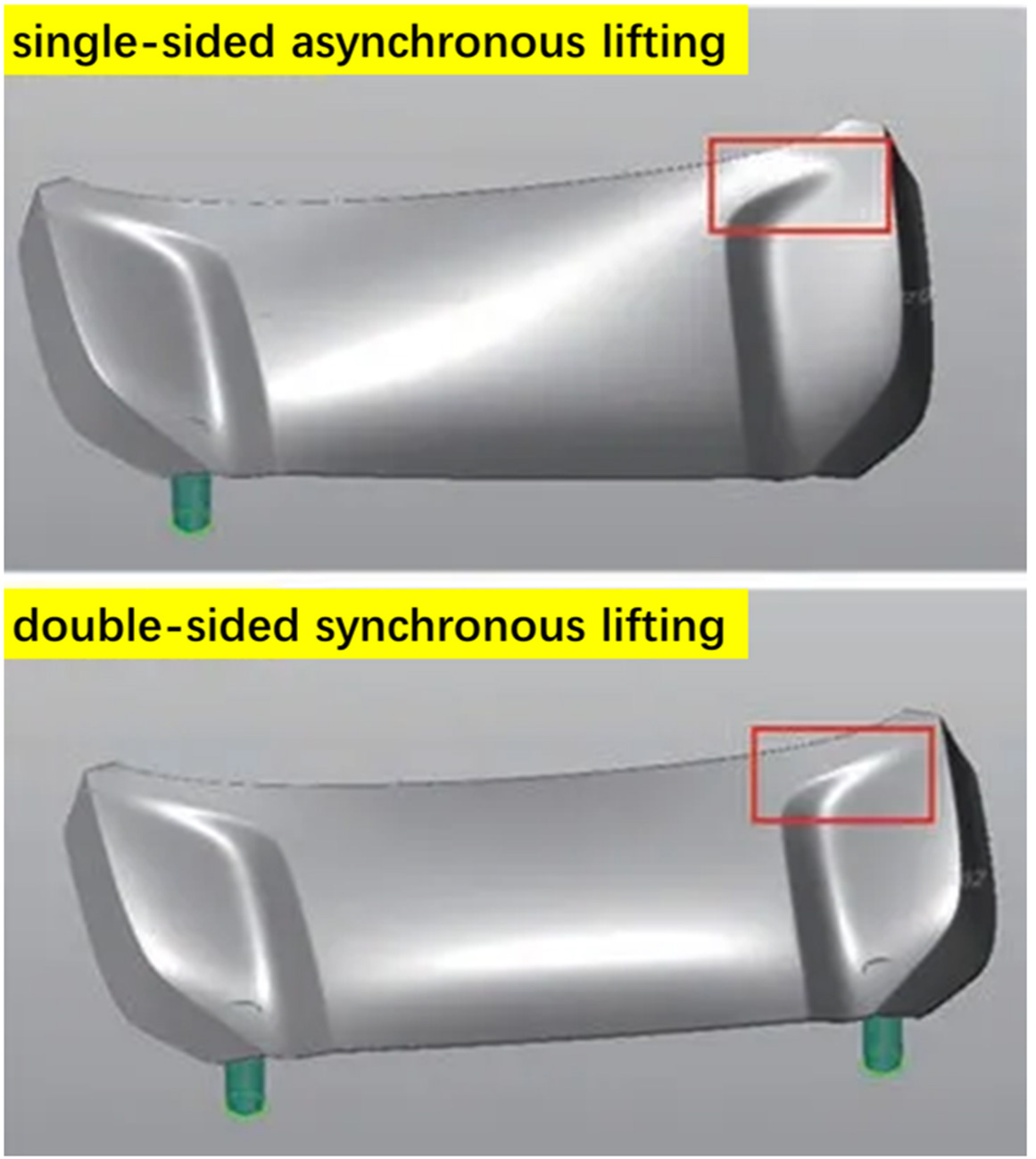
Figure 9: Simulation results of lifting at different positions
Conclusion
In this paper, an AutoForm simulation was established to study the deformation of certain areas of the hood outer during transport, and the influences of sheet thickness, feature-line strength in the deformation area, and transport method on hood outer deformation were analyzed. The study finds that the transport method is the most important factor in improving hood outer deformation, which is of great significance for solving the transport deformation problem of other types of hood outer panels.







?")



{kind=link}