
Excerpted from a pre-release publication tentatively titled “Brickwalls and Barricades: The Quest for Flawless Execution of First Hit Pass Outcomes”, this article introduces actual case studies to showcase the ability to avoid forming defect failures at the stamping press through disciplined execution of the simulation and die build with proven tradecraft and capable craftsmanship.
A prominent automotive seating company built a progressive die for a safety-critical stamping. Crash tests with actual stampings verified the occupant would not survive a front-end collision because edge cracks separated the seat from the vehicle.
An iconic home appliance company built transfer dies with draw and redraw operations for a major Class A laundry stamping. The actual stampings had significant splits at multiple failure sites.
A highly respected information technology company with a storied history of innovation sourced critical stampings to a tier one global contract manufacturer that built dies for a large server enclosure side wall panel that looked like a corrugated pickup truck bed. The results off the press looked more like a potato chip than a pickup truck.
A luxury brand small home appliance company built a tandem draw die to stamp a bakeware product that had to remain flat in the oven for the discriminating home chef. The result was a sidewall split from corner to corner on one side only with a symmetrical draw-in on the three remaining sides.
What do these actual case studies from four different markets and four different die shops in three different geographic regions with three different risk scores have in common besides a failing outcome at the press? A properly setup and executed simulation with a passing formability result.
REPLICATION
My name is Tim Stephens. I was commissioned by each of these multi-billion-dollar companies to solve their toughest metal forming problems. The forensics investigation for these four mission-critical programs began with a thorough review of the original simulation files.
Pre-processing
The pre-processing and solver settings were compliant with standard forming simulation standards and practices. The material definition in the simulation was representative of actual material and, in my professional judgment, the nominal product geometry was formable. The die face engineering was typical tradecraft with no extraordinary measures and the lubrication values were realistic. In short, the original simulations were set up and ran correctly. I gathered all relevant available data to build a simulation from scratch.
Material
Coupons of actual material was sent to the only independent materials science expert I trust – Dr. Daniel “Danny” Schaeffler of Engineering Quality Solutions (www.EQSgroup.com), and monthly columnist for MetalForming Magazine and FormingWorld contributor – for testing to build the material card. Danny also provides his expert opinion on whether the tested material properties are representative of most coils expected on any given day for the grade. This is the only way to judge if the sample is more or less formable than typical mechanical values. Why recut a die for bad or non-representative material only to recut it later for good or representative material?
Die Face Engineering
The tip, development, drawbead or other metal flow restraint devices, standoffs (or the lack of them), forces, and travels from the actual tool were used to build the problem-solving die face. The actual blank shape, size, and location was used. Realistic coefficient of friction values was based on the type and degree of lubrication used at the die shop.
My mindset was to complete the replication simulation task to discover the root cause with authenticity. In other words, set up and run the die and operating conditions as is, free from bias or prejudice, running each simulation on how it is and not how I think it should be.
Inspection
To judge simulation accuracy, split location and severity on actual stampings was measured and documented. Blank draw-in was measured. Elastic recovery – springback, oil canning, and twist – was measured and used as the criteria to determine congruency between the actual press result and the replication simulation post-processing.
Post-processing
The post-processing results on each of the four case studies predicted the stamping defects in complete congruence, the digital twin of the actual failures encountered at the press. See Figure 1.
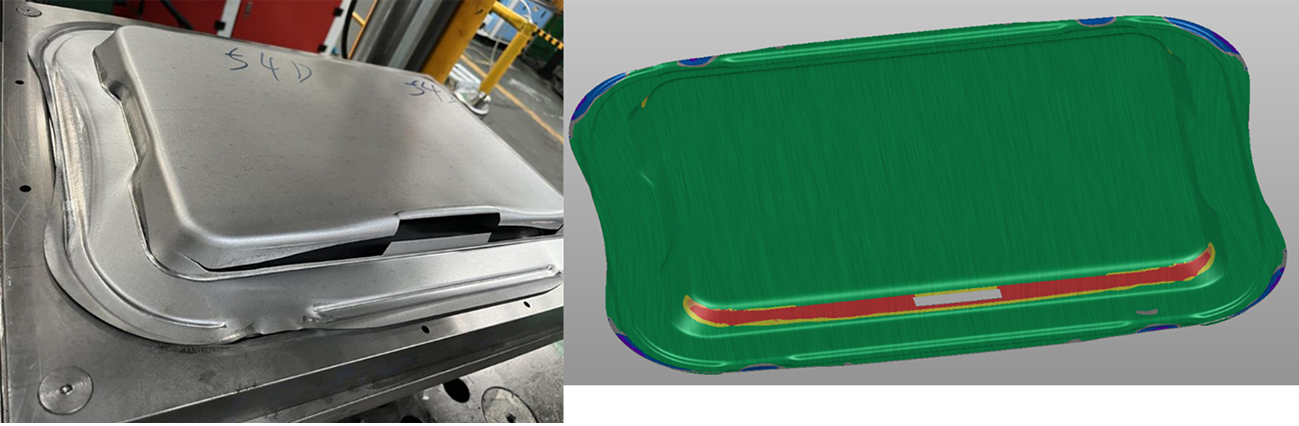
Figure 1: First hit fail results at the press replicated in a forensics simulation determine root cause of the actual splitting failure at the press. Image courtesy of The Die Guy, LLC
Those skeptical of the predictive accuracy of simulation need to ask themselves how can a new simulation fail to predict failures at the press but precisely replicate the failures when reverse engineered from actual die conditions? Like dies themselves – they either work or they don’t – the simulation is either accurate or it is not. If I can make the simulation like the die, then it stands to reason that the die can be made to the simulation and get the same results or congruency.
CONGRUENCY
There is an implied expectation that the results at the press will somehow work out like the simulation prediction even when the die is not built to the exacting requirements of the simulation itself.
The task is to create a physical manifestation of the digital die face engineering, die mechanics, material definition, and lubrication performance. The feasibility simulation embedded with tradecraft is the digital DNA for the production-intent actual die in the press. It takes digital DNA to produce Digital Twins.
For first hit pass outcomes, I need to achieve congruence between the simulation and actual results. Congruence means identical, exact coincidence when superimposed. I want the actual outcome to be congruent with the engineered simulation results. Until the die is built, the simulation is the tradecraft with the embedded digital DNA.
An iconic brand in the home appliances market needed to get a new top load washing machine to market to satisfy new EnergyStar energy efficiency government mandates. In the appliance market, laundry pays the bills. This billion-dollar program was mission-critical and high-risk: the stamping had the most complex forming characteristics and die mechanics in the history of the company.
The product design concept was very sleek, with automotive-influenced feature lines. The goal was to have the most visually appealing entry level washing machine on the home improvement floor. Unlike most other markets, appliance products are on display next to all the competitors for side-by-side comparisons by the consumer. Surface defects have nowhere to hide sitting next to a professionally executed product.
The stamping in question was the most complex by any measure – forming, feature set, and tolerancing. New Quality management arriving fresh from automotive were on a mission to reduce yield losses from a historic average of 30% to 3% or less. The die engineering had to be right.
As the ultimate owner of the outcome, I developed a working relationship with the product engineering leadership. We agreed on the rules of engagement for design freeze and supplier selection. My commitment was to achieve a passing simulation with proven tradecraft means and methods so avoidable product design changes were a last resort.
The engagement was iterative and cyclical. The product designer sent me fresh product models for analysis, and I would send feedback. This proactive cycle lasted for 398 simulations until we had a passing simulation.
The steel procurement manager fought valiantly against ordering three coils of steel for tryout, but he lost. We tested each coil and used the resulting mechanical properties to build the material card that was fed back into the simulation.
This stamping required an inner binder, lockbeads on the outer binder, and a tailored blank with an irregular expansion hole – all first-time features for the production stamping source. Instead of a large blank feeding material from the outside in and using a two-operation draw / redraw process, this was a one hit complete operation that locked material out around the outer perimeter to allow material to flow from the inside out. This was necessary to solve splits, and it saved 30% in material costs from the smaller blank.
Prototypes kickoff date was 26 days late which caused the advanced manufacturing team discomfort on their early builds. The reason for the delay was the simulations were not complete yet. Once I was satisfied with the simulation, the prototype vendor replicated the die face engineering, blank, die mechanics, all the digital DNA tradecraft in the simulation.
The result was first hit pass stampings off the prototype tools with production-intent die engineering. This not only validated the production process before die design and build, but the 26-day delay saved 26 weeks of planned development in prototyping. The build team was now 6 months ahead of schedule. See Figure 2.

Figure 2: First hit pass results at the press congruent with the feasibility simulation results because the die was built as a replication of the simulation engineering. Image courtesy of GE Appliances
The program manager escalated my veto on sourcing die build to the lowest cost country in favor of a qualified die shop with the requisite craftsmanship capability and willingness to execute to the simulation without exception.
We paid double for the dies, but we achieved first hit pass in tryout and had runoff and buyoff the same day the dies went into the press. The forming outcome was congruent with the simulation, despite the brick walls and barricades along the way to the quest for first hit pass results.
TAKEAWAYS
My direct experience in the four forensics case studies in four markets with four different die shops in three geographic regions plus the feasibility example above confirms these takeaways for simulation-actual results congruency:
- Run the simulation to actual tested material properties
- Start design and build after achieving passing simulation results with tested materials
- Build the die to the exact requirements and craftsmanship conditions in the simulation
The metal forming industry today has the most accurate simulation software, the most consistent sheet material mechanical properties (and with the most complex forming characteristics), the most precise machining capability, and the highest performing presses in the history of stamping. If the failures are predictable, they are preventable. And if they are preventable, then congruency to drive first hit pass outcomes is achievable.
ABOUT THE AUTHOR

Tim Stephens drives flawless execution of metal stamping die manufacturing processes to transform great designs into award-winning products with glide path production launches. He is trusted by market disrupting companies in the automotive, home appliance, and information technology markets for technical management of stampings and dies throughout the product life cycle with zero qualification failures, zero late deliveries, and zero customer warranty claims. He is available for new product development feasibility craftsmanship and forensics tradecraft to solve the toughest metal forming problems.
Contact Tim at tim.stephens@thedieguy.com or +1 (936) 777-5670.
© 2023 by The Die Guy, LLC – a Texas Limited Liability Company. All Rights Reserved. Excerpted from a pre-released publication titled “Brickwalls and Barricades: The Quest for Flawless Execution of First Hit Pass Outcomes”. For more information, please visit https://thedieguy.com







?")



{kind=link}