
EMI Group Company Simulates the Ironing of Flanges and Fine Trim Line Optimization for Radiator Components for Improved Tryout Timeframes
Metaseval, an EMI Group subsidiary, is an expert in cutting, stamping and the assembly of high precision sheet metal parts. They utilize FEA forming simulation to analyze the feasibility of parts, to design their tooling and assist in tryout. Most of the parts produced are precision parts, in aluminum, stainless steel or coated steel, from 0.3mm to 3mm in thickness. 90% of the parts they produce are for automotive equipment manufacturers. In this blog post find out how they optimized their process so tryout time could be reduced by 30% for radiator components.
Forming at Metaseval:
Some of those parts have outer flanges which must be ironed at the end of the process to ensure good geometrical conformity. Ironing consists of flanging the area using tools with a gap slightly smaller than the sheet thickness. This process helps limit the springback effects on the flange and increases its length. Because of this length increase, these parts systematically require manual adjustment to determine the trim lines before flanging. The goal is to obtain a suitable part directly after ironing, without the need for a subsequent cutting. Many tryout loops with laser-cut blanks are needed to determine these future trim lines, which takes time and consumes material.
The collectors (pictured below) are sheet metal components for engine cooling systems and belong to this category of parts. The length of the “teeth” and “corners” of the part must be perfectly controlled (tolerance of +/- 0.1 mm) in order to ensure a smooth assembly.
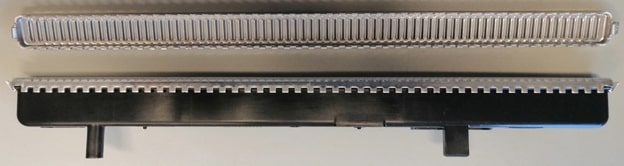
Fig. 1: Example of collectors produced by Metaseval.
Metaseval has been able to drastically reduce parts tryout thanks to the new ThickShell element available in AutoForm that allows for ironing simulation. They can now simulate the whole process, including ironing, to virtually adjust the cutting lines and check their accuracy before machining the tools. This work was conducted by Metaseval and AutoForm during the test phase of AutoForm’s latest release.
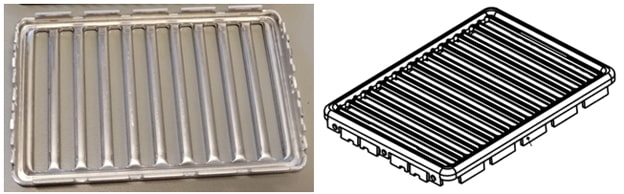
Fig. 2: Part used as a starting point for this study.
The initial test part can be seen in Figure 2: this part is well-known by Metaseval and has allowed them to check AutoForm ironing results. The simulation of the process was performed using existing tool surfaces and process data. The flange lengths of the simulated part were compared to those of the real part, showing good correlation, especially in sensitive areas such as the 4 corners of the part (see Fig. 3). Metaseval had then decided to use ironing simulation internally on additional parts.
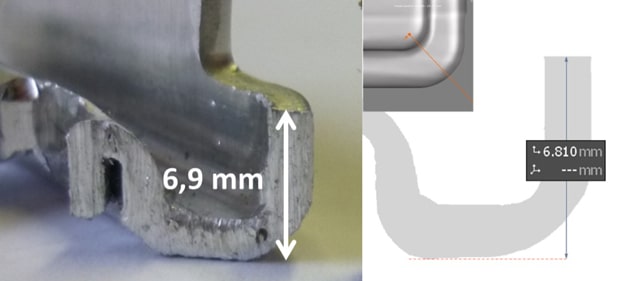
Fig. 3: Correlation between the flange height of the existing part and of the corresponding simulation.
A number of parts were simulated by Metaseval and confirmed these extremely satisfactory results. They were able to optimize the cutting tools for a part already in production that had not been previously simulated, providing good results both for the final length of the part and the shape of the flange that no longer requires any manual modifications (see Fig. 4).
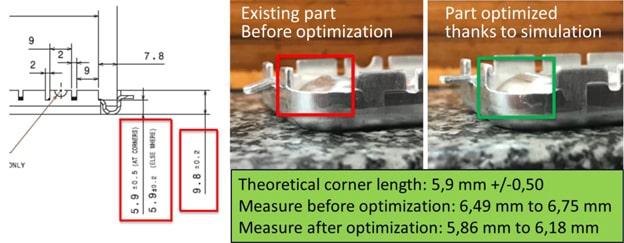
Fig. 4: Optimization of an existing part thanks to the simulation of ironing.
Since this study, Metaseval has also used this method on a brand new project, simulating the complete process with AutoForm including its module to automatically optimize the trim lines, AutoForm-Trim. The results were positive, with a high quality for the part and flanges within the desired tolerances (sees Fig. 5).
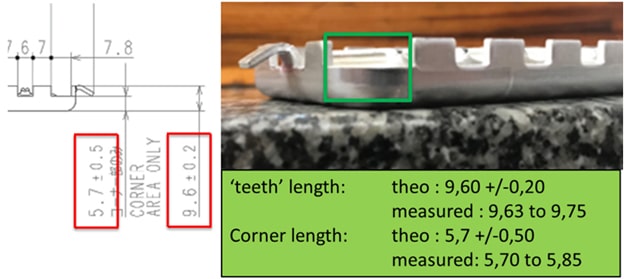
Fig. 5: The new part that has been developed by taking into account the ironing of the flange during the whole development phase.
With this new method, Metaseval expects to reduce, on average, two tryout loops for the cutting tools per types of collectors (laser-cutting of blank, real tool testing and trim line correction). This saves approximately 30% of the tryout time and a few thousand euros per collector type. These gains are extremely important for the company, which produces many collectors a year.
Written in collaboration with Franck Martin, Tool Manager at Metaseval.
On behalf of our fans at FormingWorld.com, thank you Metaseval for this great overview! New readers, don’t forget to sign up to follow our blog.







?")



{kind=link}