
At Stellantis, we don’t need to talk about quality because it’s a given. That being said, we are continually striving to enhance our processes and achieve new targets in terms of Costs, Time to Market, and Carbon Neutrality. Geometry engineering is deeply intertwined with these goals through various drivers, including the reuse of existing parts, a strong “first-time right” mentality, and an ongoing quest for process downsizing (Fig 1).
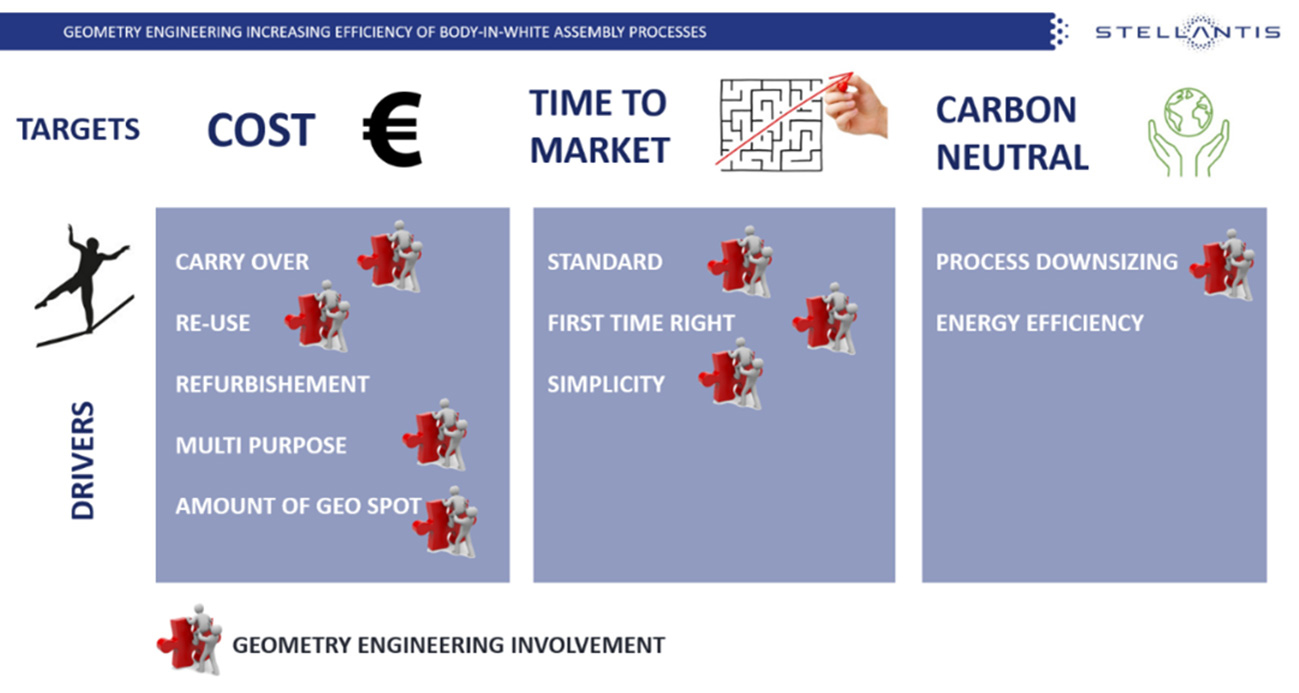
Fig 1: Drivers available for the geometry engineering department to meet Stellantis’ targets
As an example, the geometric design of the welding process significantly influences cost efficiency. Consider the overall costs of the geometric fixtures needed for assembly. In the theoretical worst case, which employs only one-setting fixtures to position parts for assembly (meaning each assembly requires its own set of fixtures), our current expertise allows us to reduce costs during the process framing phase by using multi-setting fixtures (some fixtures are reused for assembling different vehicle versions) and additional fixtures where necessary. During the process review phase, we can further reduce costs through optimization activities, thus decreasing the number of additional fixtures required during tryout (Fig 2). Our target is to achieve a 30% reduction in the number of fixtures by the end of 2023.
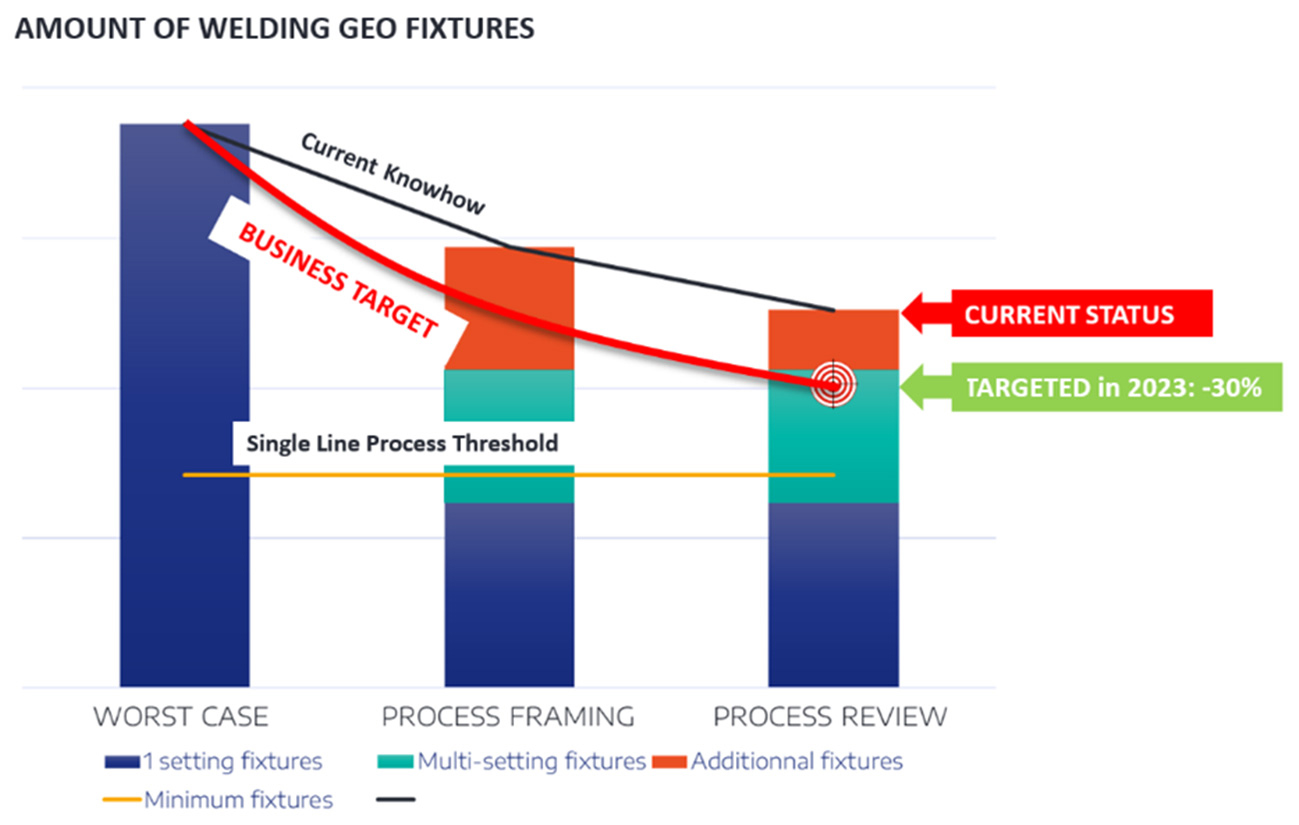
Fig 2: Comparison of the overall costs of geometric fixtures for assembly: worst case (only 1-setting fixtures used), process framing phase (with multi-setting fixtures and additional fixtures), and process review phase (number of additional fixtures reduced during tryout). Our business target is a 30% reduction in this number.
Simulation proves invaluable in reaching our business objectives. Without simulation, we face limitations in the number of possible validation loops for our assembly processes, and each loop typically consumes a substantial amount of time as it relies on physical validation. By that point, it’s often too late for significant product changes, and any geometry optimization necessitates costly mechanical corrective actions that also impact time-to-market (Fig 3).
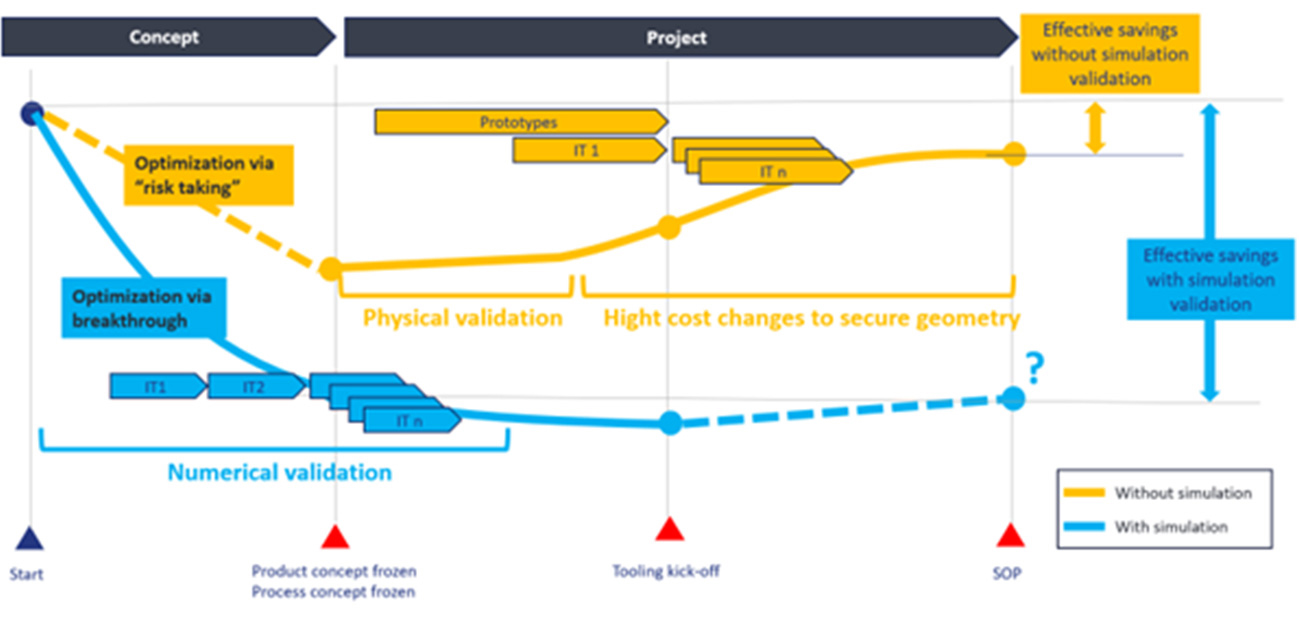
Fig 3: Benefits of using simulation for assembly processes assessment: Yellow (top) = without simulation: corrective actions occur during tryout when change costs are high. Blue (bottom) = with simulation: corrective actions can be evaluated during engineering, when change costs are lowest, resulting in greater savings overall.
Assembly simulation allows us to evaluate concepts early, reduce validation loop durations, and increase their frequency, significantly impacting the product and process during a phase when optimization possibilities abound, ultimately reducing production risks.
Without simulation, process optimization becomes less ambitious since the opportunities to mitigate risks during physical validation are limited. Actual gains remain marginal because the few optimization loops secured during validation come at high costs to minimize time-to-market impact.
During our evaluation of AutoForm’s assembly simulation software, we discovered innovative and daring solutions for one of our assemblies that would never have materialized without simulation (Fig 4).
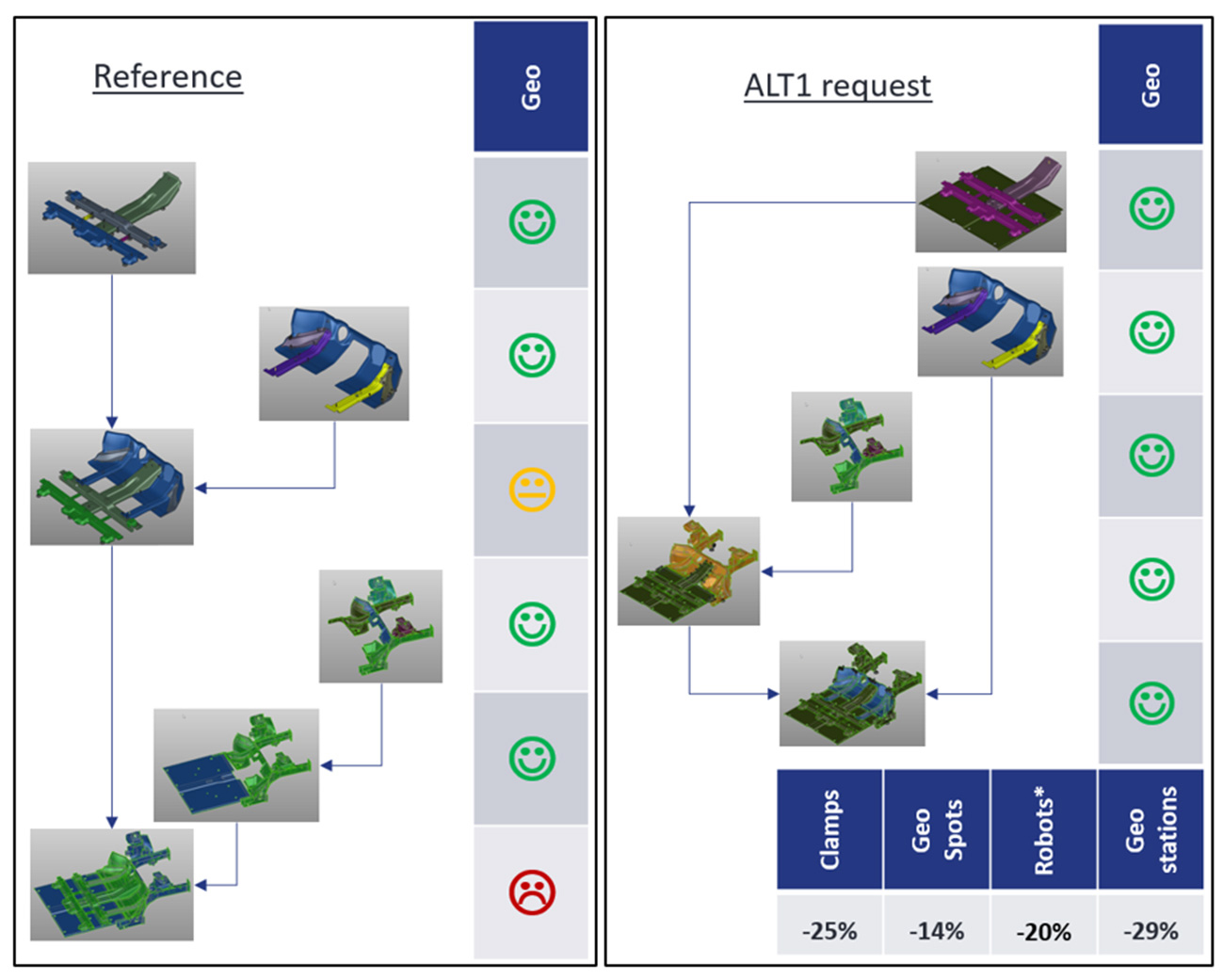
Fig 4: Assembly simulation enabled us to optimize one of our processes.
Thanks to simulation, we managed to reduce the assembly sequence from 6 to 5 steps. This yielded several benefits, such as a 14% reduction in the number of geospots (welding points for geometric conformity) and a 20% decrease in the number of robots, all while enhancing the overall assembled geometry. Such a drastic process optimization would have been unfeasible after concept freeze without introducing time-to-market delays and significant cost overruns.
The use of assembly simulation is a game-changer for process optimization. We identified that product conception and assembly sequence definition often led to an excess of clamps and geospots, occasionally surpassing what robots could handle, resulting in inadequate cost efficiency during these phases. Additionally, we found significant transfer issues between our assembly posts, which could be resolved by strengthening subassemblies. Through our study, we achieved improved geometry cost efficiency by reducing the required number of geospots and enhancing subassembly stiffness, all accomplished via sequence and product changes conducted within the simulation. These changes were validated in partnership with our collaborators before being incorporated into the product and process definition.








?")



{kind=link}